(21)4071492/29-15
(22)30.05.86
(46) 23.04.88. Бюл. № 15
(71)Всесоюзное научно-производственное объединение «Мебельпром
(72)В. Ф. Виноградский
(53)621.922.024(088.8)
(56)Авторское свидетельство СССР № 655520, кл. В 24 D 5/06, 1977.
(54)ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
(57)Изобретение относится к инструменту шлифовальных станков и предназначено для использования в деревообрабатывающей промышленности. Целью изобретения является снижение радиального биения рабочей поверхности режущих элементов. Съемные алмазосодержащие режуш,ие элементы 5 выполнены разрезными. В промежутках между элементами установлены замковые кольца 6 с центрирующими коническими поверхностями, контактирующими с соответствующими базовыми поверхностями режущих элементов. Между замковыми кольцами установлены компенсирующие пружины 7. Применение предложенного устройства позволит повысить качество поверхности обрабатываемых деталей. I ил.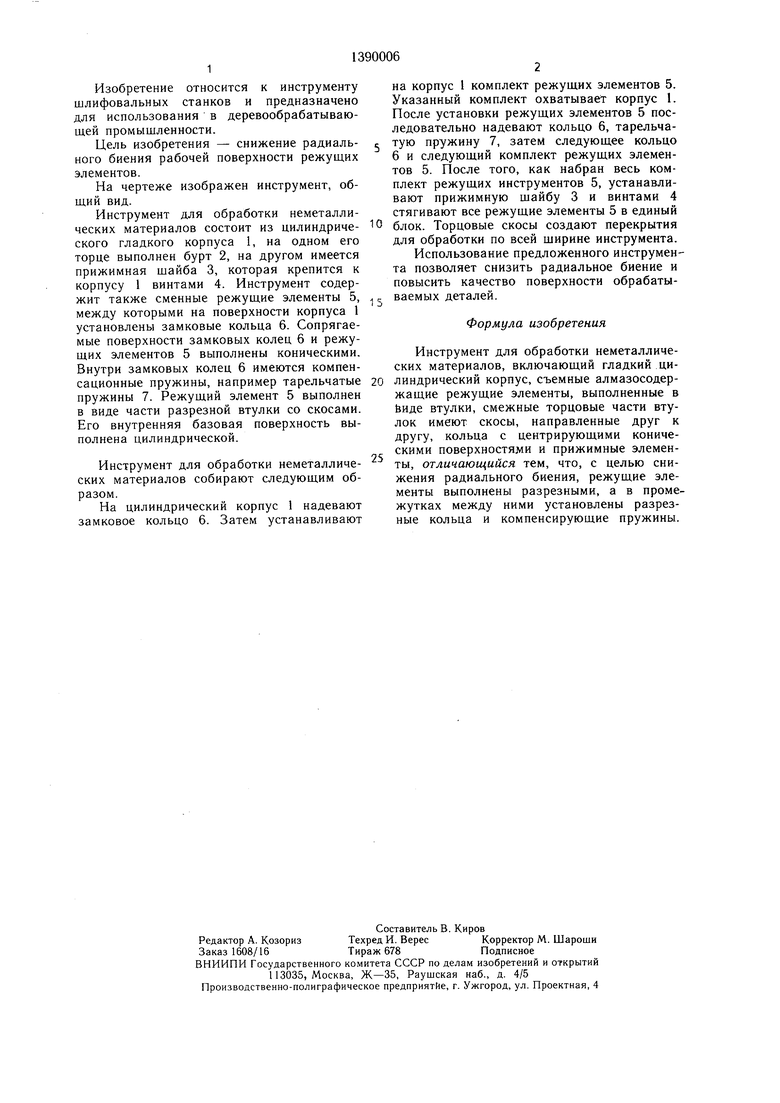
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерная головка | 1991 |
|
SU1776500A1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| РЕЗЬБОВАЯ ОПРАВКА | 2003 |
|
RU2248862C1 |
| Сборная торцовая фреза | 1979 |
|
SU831426A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
| Регулируемый калибратор | 1985 |
|
SU1357533A1 |
| Вращающийся многорезцовый инструмент | 1990 |
|
SU1726149A1 |
| Штамп для обрезки кромок полых деталей | 1980 |
|
SU893330A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |

/ /.7
2
J//77,
т l/il- j ) J j jij t/lj . I .ti/V. Г. I I.I.I, .l.ivi I J.r.r, I.,r, tJ,l, I.H J,l.lil «l,l,),lj ilifj i ,l, I f, I, lit/ I
2
,
СА
О5
Изобретение относится к инструменту шлифовальных станков и предназначено для использования в деревообрабатывающей промышленности.
Цель изобретения - снижение радиального биения рабочей поверхности режущих элементов.
На чертеже изображен инструмент, общий вид.
на корпус 1 комплект режущих элементов 5. Указанный комплект охватывает корпус 1. После установки режущих элементов 5 последовательно надевают кольцо 6, тарельча- с тую пружину 7, затем следующее кольцо 6 и следующий комплект режущих элементов 5. После того, как набран весь комплект режущих инструментов 5, устанавливают прижимную щайбу 3 и винтами 4 стягивают все режущие элементы 5 в единый
Инструмент для обработки неметаллических материалов состоит из цилиндриче- О блок. Торцовые скосы создают перекрытия ского гладкого корпуса 1, на одном его для обработки по всей щирине инструмента, торце выполнен бурт 2, на другом имеется прижимная щайба 3, которая крепится к корпусу 1 винтами 4. Инструмент содержит также сменные режущие элементы 5, между которыми на поверхности корпуса 1 установлены замковые кольца 6. Сопрягаемые поверхности замковых колец 6 и режущих элементов 5 выполнены коническими.
Использование предложенного инструмента позволяет снизить радиальное биение и повысить качество поверхности обрабатываемых деталей.
Формула изобретения
Внутри замковых колец 6 имеются компенИнструмент для обработки неметаллических материалов, включающий гладкий цисационные пружины, например тарельчатые 20 линдрический корпус, съемные алмазосодер- пружины 7. Режущий элемент 5 выполнен жащие режущие элементы, выполненные в в виде части разрезной втулки со скосами. Его внутренняя базовая поверхность выполнена цилиндрической.
Ьиде втулки, смежные торцовые части втулок имеют скосы, направленные друг к другу, кольца с центрирующими коническими поверхностями и прижимные элементы, отличающийся тем, что, с целью снижения радиального биения, режущие элементы выполнены разрезными, а в промежутках между ними установлены разрезные кольца и компенсирующие пружины.
Инструмент для обработки неметаллических материалов собирают следующим образом.
На цилиндрический корпус 1 надевают замковое кольцо 6. Затем устанавливают
на корпус 1 комплект режущих элементов 5. Указанный комплект охватывает корпус 1. После установки режущих элементов 5 последовательно надевают кольцо 6, тарельча- тую пружину 7, затем следующее кольцо 6 и следующий комплект режущих элементов 5. После того, как набран весь комплект режущих инструментов 5, устанавливают прижимную щайбу 3 и винтами 4 стягивают все режущие элементы 5 в единый
блок. Торцовые скосы создают перекрытия для обработки по всей щирине инструмента,
блок. Торцовые скосы создают перекрытия для обработки по всей щирине инструмента,
Использование предложенного инструмента позволяет снизить радиальное биение и повысить качество поверхности обрабатываемых деталей.
Формула изобретения
линдрический корпус, съемные алмазосодер- жащие режущие элементы, выполненные в
Ьиде втулки, смежные торцовые части втулок имеют скосы, направленные друг к другу, кольца с центрирующими коническими поверхностями и прижимные элементы, отличающийся тем, что, с целью снижения радиального биения, режущие элементы выполнены разрезными, а в промежутках между ними установлены разрезные кольца и компенсирующие пружины.
