Изобретение относится к производству абразивного инструмента, преимущественно торцовых чашечных шлифовальных кругов для шлифования елочных пазов в клиновых пазах дисков турбомашины и тому подобных закрытых профилей деталей сложной формы.
Известен абразивный инструмент, выполненный в виде установленного между конусными однонаправленными поверхностями корпуса и вкладыша абразивного элемента.
В нем надежность повышена за счет того, что на вкладыше для зажима абразива выполнена цилиндрическая посадочная поверхность, сопрягаемая под тупым углом с конусной зажимной поверхностью.
Недостатком такого инструмента является невозможность обработки елочного профиля в клиновых пазах диска турбомашин, так как этот инструмент может быть реализован лишь в случаях, когда требуется обработать открытые поверхности со свободным односторонним доступом и в отсутствие силовых и ударных нагрузок при врезании.
Цель изобретения - повышение стойкости инструмента при обработке замковых поверхностей деталей типа дисков или лопаток турбомашин.
Поставленная цель достигается тем, что абразивный инструмент выполнен в виде установленного между конусными однонаправленными поверхностями корпуса и вкладыша абразивного элемента, при этом полость, образованная между торцом абразивного элемента и корпусом, заполнена теплоизоляционным материалом, причем абразивный элемент имеет две пары оппозитно расположенных участков с клиновым и елочным профилем.
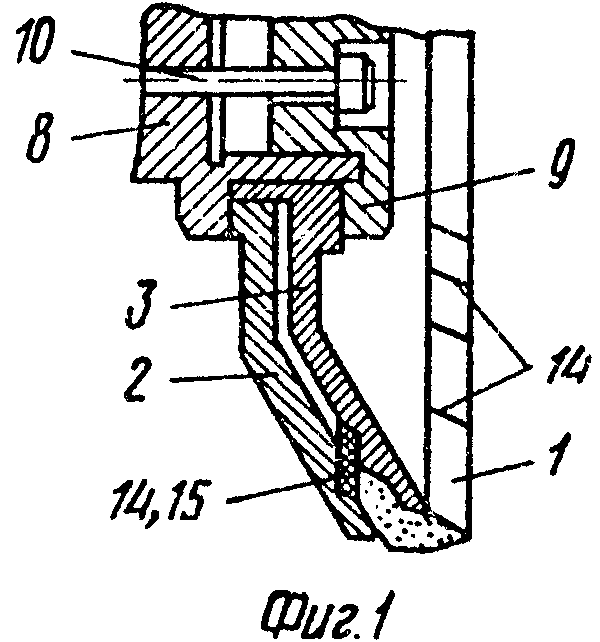
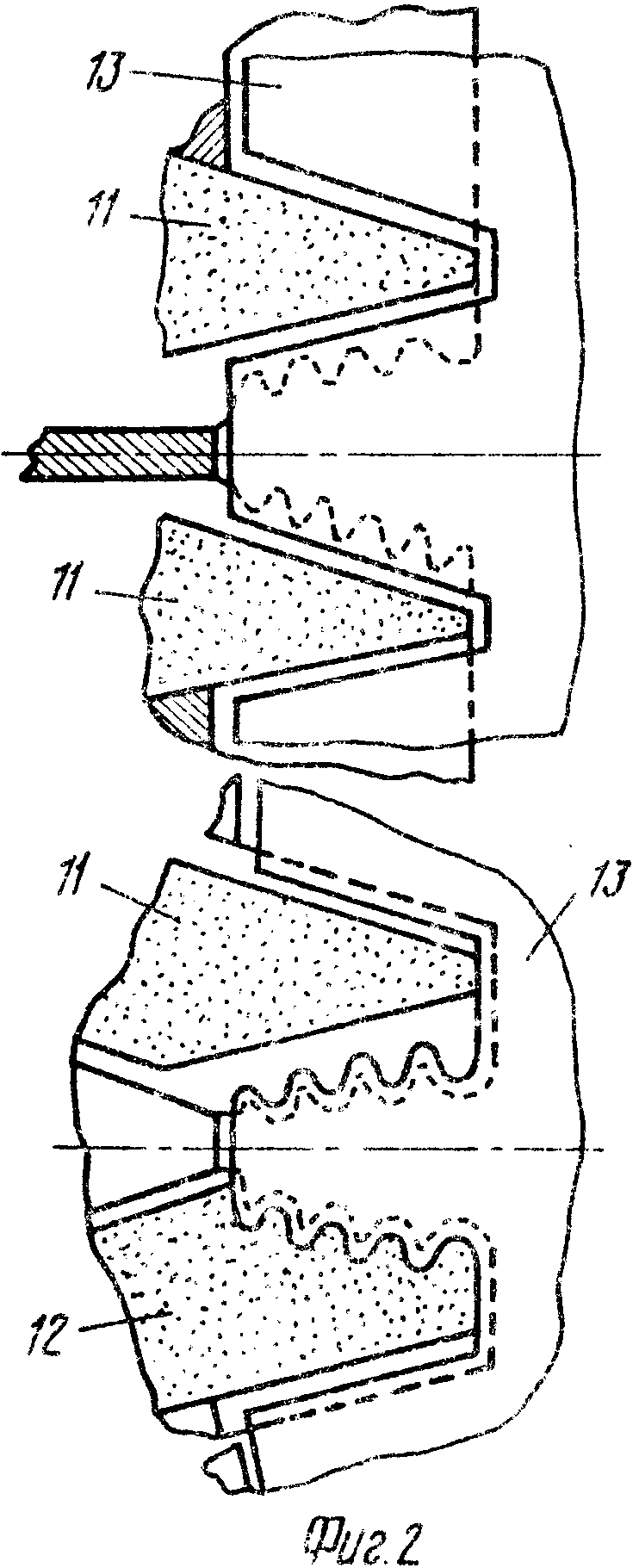
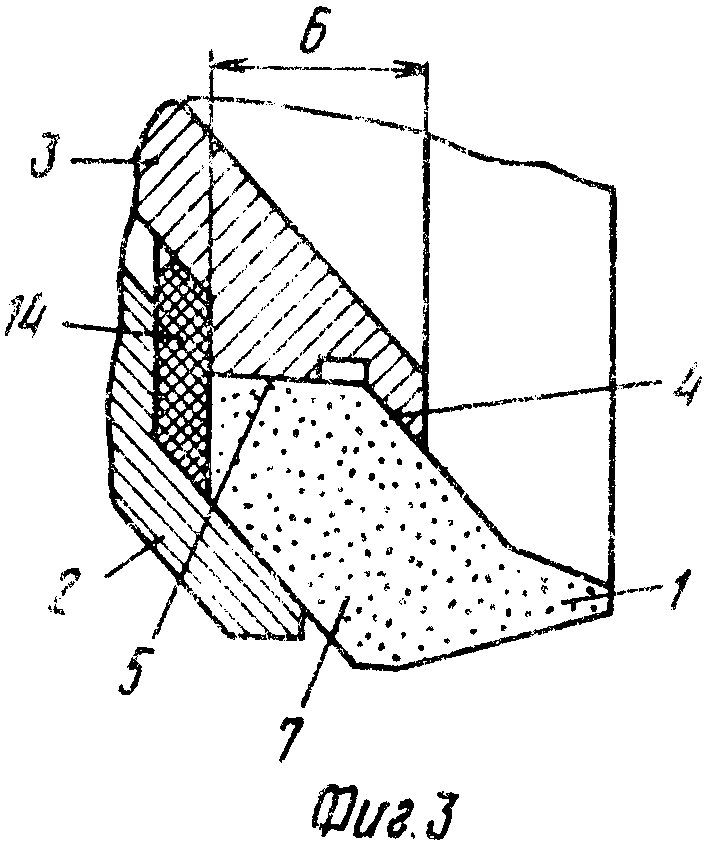
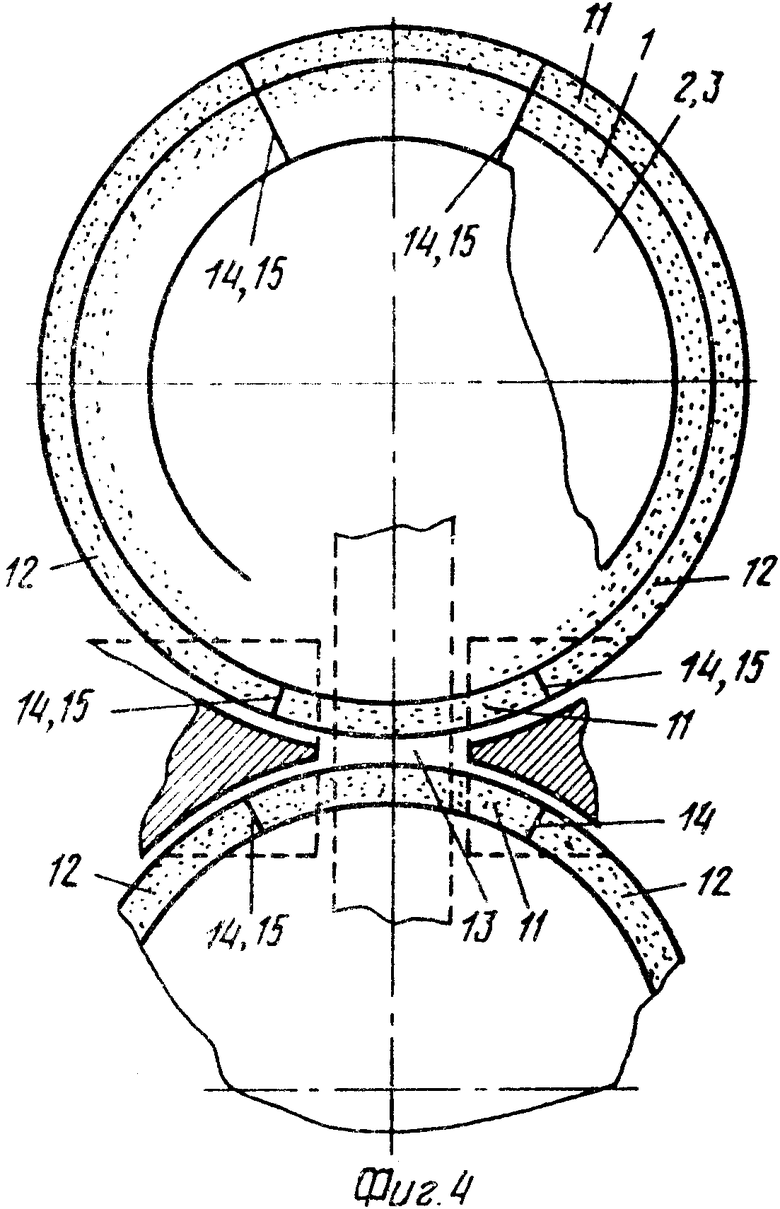
На фиг. 1 показано поперечное радиальное сечение инструмента с коническим сегментом для ввода в клиновый паз диска турбомашины перед обработкой; на фиг. 2 - то же, с контактом инструмента с елочным профилем; на фиг. 3 - то же, при введении в обработанный паз с елочным профилем на межпазовом выступе диска турбомашины; на фиг. 4 - вид справа на инструмент в момент ввода (или вывода) в клиновый паз диска конического сегмента перед обработкой (после нее).
На фиг. 1-4 обозначены следующие детали и элементы: 1 - сменное абразивное (алмазное) кольцо чашечного торцового круга; 2 - корпус инструмента с коническими зажимными поверхностями; 3 - вкладыш абразивного элемента с опорной и зажимной коническими поверхностями; 4 - опорная коническая поверхность вкладыша 3; 5 - посадочная цилиндрическая поверхность вкладыша 3; 6 - зажимная часть кольца 1, сопрягаемая с поверхностями 4 и 5; 7 - крепежная часть (обычно без сверхтвердых материалов, алмазов); 8 - оправка для соединения со шпинделем шлифовального станка; 9 - стопор; 10 - болт крепления инструмента к оправке и шпинделю; 11 - оппозитно расположенные клиновые конические сегменты (парное количество); 12 - сегменты или остальная режущая часть круга с елочным профилем; 13 - диск турбомашины с клиновыми пазами на периферии обода до обработки предлагаемым инструментом (после обработки пазы с елкой); 14 - наполнитель в виде плотного неметаллического теплоизоляционного материала типа полиэтилентерефталата, капролона, тефлона и тому подобного; 15 - водонепроницаемый клей или лак, например эпоксидный и др.
Абразивный инструмент содержит сменное абразивное алмазное, эльборовое кольцо 1, помещенное между коническими поверхностями кромок корпуса 2, вкладыша 3 с базированием его по опорной поверхности 4 преимущественно конической формы и посадочной цилиндрической поверхности 5 вкладыша 3. В зажимной части 6 кольца 1 имеются соответствующие обратные конические поверхности для контакта с поверхностями 4 и 5 вкладыша 3 в виде вкладыша абразивного инструмента, корпуса 2 и наполнителя 14, 15. Причем зажимные контактные поверхности кольца 1, вкладыша 3 и корпуса 2 не удалены друг от друга при переходе конуса в цилиндр, конуса в конус. Кроме того, когда режущая часть кольца 1 выполнена из сверхтвердых материалов: алмаза, эльбора и других, крепежная часть 7 не содержит сверхтвердых материалов с повышенными режущими свойствами абразивов.
При креплении круга на станочную оправку кольцо 1 устанавливают на цилиндрическую посадочную поверхность 5 между корпусом 2 и вкладышем 3, которые соединяются до сопряжения конических поверхностей. Собранный круг надевается на оправку 8 и при помощи стопора 9 и болта 10 зажимается на шпинделе профилешлифовального станка-автомата с УЧПУ. Круг содержит парное количество оппозитно расположенных клиновых конических сегментов 11, которые устанавливают между сегментами остальной основной режущей части 12, имеющей требуемый елочный профиль, выполняемый правящим алмазным роликом по мере необходимости на самом шлифовальном станке. Канавки и полости в круге и между сегментами заполнены наполнителем 14 из плотного неметаллического теплоизоляционного материала типа полиэтилентерефталата, капролона, тефлона и т.п. Части кольца 1 соединены между собой водонепроницаемым клеем или лаком, например эпоксидной смолой. Инструмент предназначен для обработки елочных пазов в клиновых пазах диска 13 турбомашины, преимущественно в диске турбины ГТД, или на хвостовиках лопаток ГТД.
Предлагаемая конструкция инструмента позволяет реализовать способ изготовления диска турбин следующим образом.
На заготовке диска 13 турбины по его периферии формируют клиновые пазы с использованием одного из методом механической обработки. Затем диск 13 с сформированными симметричными клиновыми пазами устанавливают между оппозитно расположенными кругами, например верхним и нижним кругами (на чертеже не показано). Последние располагают симметрично относительно межпазового выступа диска 13. Торцовые чашечные шлифовальные круги состоят из кольца 1 с клиновыми коническими сегментами 11 и с елочными сегментами 12, соединенными между собой накопителем 14, клеем или лаком 15 и зажимными коническими поверхностями корпуса 2 и вкладыша 3 с опорными элементами 4, 5 и 6. Между торцовыми поверхностями диска 13 и периферийными поверхностями оппозитно расположенных верхнего и нижнего шлифовальных кругов установлен комплект направляющих СОЖ профильных планок (на чертежах не показано). Затем диск 13 перемещают в направлении, параллельном осям кругов, до касания клиновыми коническими сегментами 11 стенок клиновых поверхностей межпазовых выступов, после чего кругам сообщается вращение, в результате которого на межпазовом выступе формируется елочный профиль. По окончании обработки одного межпазового выступа круга устанавливают из условия расположения клиновых конических сегментов 11 в зоне отсутствия контакта елочных сегментов 12 с прошлифованными поверхностями елочного профиля на межпазовом выступе диска 13, что обеспечивает возможность вывода шлифовальных кругов из пазов диска 13. После разворота диска 13 на угол указанную последовательность действия повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2294277C1 |
| Абразивный инструмент | 1979 |
|
SU979096A1 |
| Абразивный инструмент | 1986 |
|
SU1346415A1 |
| Абразивный инструмент | 1981 |
|
SU994238A1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2009865C1 |
Использование: для шлифования елочных пазов в клиновых пазах дисков турбомашин. Сущность изобретения: между конусными однонаправленными поверхностями корпуса и вкладыша установлен абразивный элемент. Полость, образованная между торцом абразивного элемента и корпусом, заполнена теплоизоляционным материалом. Абразивный элемент выполнен в виде двух пар оппозитно расположенных участков с клиновым и елочным профилем. 4 ил.
АБРАЗИВНЫЙ ИНСТРУМЕНТ, выполненный в виде установленного между конусными однонаправленными поверхностями корпуса и вкладыша абразивного элемента, отличающийся тем, что, с целью повышения стойкости инструмента при обработке замковых поверхностей деталей типа дисков или лопаток, полость, образованная между торцом абразивного элемента и корпусом, заполнена теплоизоляционным материалом, при этом абразивный элемент выполнен в виде двух пар оппозитно расположенных участков с клиновым и елочным профилем.
| Абразивный инструмент | 1979 |
|
SU979096A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
