I
Изобретение относится к обработке металлов и может.быть использовано для обрезки технологического припуска штамповаш1ых деталей.
Известен штамп для обрезки кромок полых деталей, содержащий матрицу, прижим и упругий режущий инструмент, имеющий форму тарельчатой пружины, прикрепленной к ползуну 1.
Недостатком известного штампа является то, что режущий инструмент имеет ко1шческуто форму, вследствие чего его наружный диаметр при переточке уменьшается, что снижает срок службы инструмента.
Наиболее близким к предлагаемому является штамп для обрезки кромок полых деталей, содержащий матрицу, прижим, режущий инструмент, приводимый в движение с помощью клина 2}.
Недостатком известного штампа является небольшой срок службы режущего инструмента.
Цель изобрете1шя - увеличение срока службы режущего инструмента.
Указанзиая цель достигается тем, что в штампе, содержащем матрицу, прижнм, режущий
инструмент, приводимый в движение с помощью клина, режунщн иксгрумент выполнен в виде разрезного упругого кольца.
Кроме того, с целью улучшения качества изделия, концы разрезного упругого кольца соешшены в нахлестку.
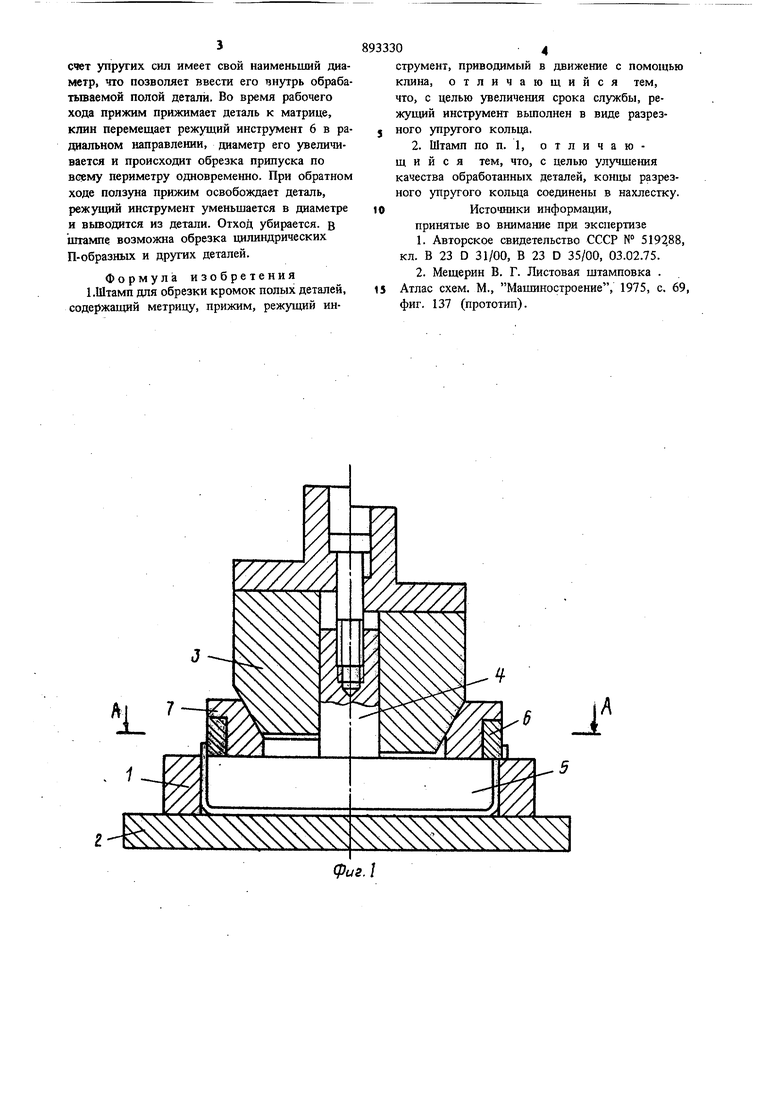
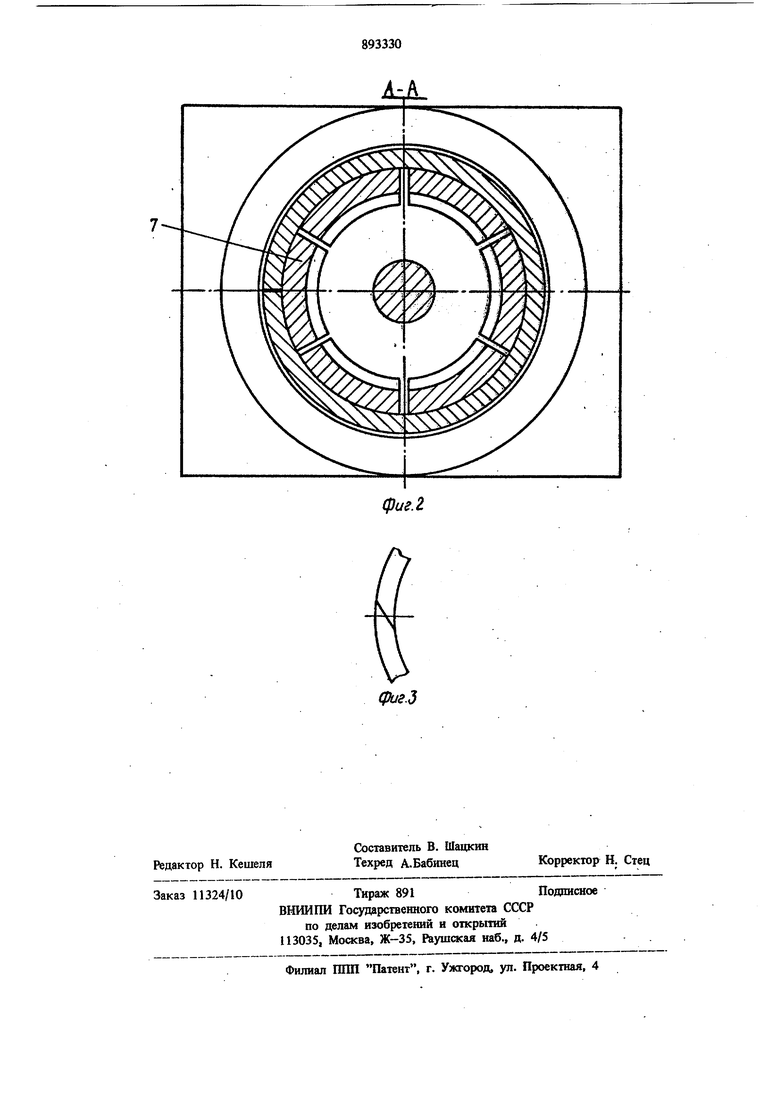
На фиг. 1 показан штамп, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - соединение концов режущего инструмента.
to
Шталш содержит матрицу 1, жестко закреплеш1уго на нижней плите 2. На ползуне 3 установлен с помощью центрирующего стержня 4 подвижный прижим 5. На нерабочем торце прижима установлен режущий инструмент
ts 6, перемещаемый с помощью клина, вьшолненного на ползуне. Режущий инструмент выполнен в виде разрезного упругого кольца, концы которого соединены в нахлестку. Режущий инструмент размещен на секциях 7 в
ао проточке.
Штамп работает следующим образом.
В исходном положе1ши ползун 3 и прижим 5 раздвинуты, а режущий инструмент 6 за
счет упругих сил имеет свой наименьший диаметр, что позволяет ввести его виутрь обрабатываемой полой детали. Во время рабочего хода прижим прижимает деталь к матрице, клин перемещает режущий инструмент 6 в радиальном направлении, диаметр его увеличивается н происходит обрезка припуска по верму периметру одновременно. При обратном ходе ползуна прижим освобождает деталь, режущий инструмент уменьшается в диаметре и вьшодится из детали. Отход убирается, в илампе возможна обрезка Щ1линдрических П-образных и других деталей.
Формула изобретения 1.Штамп для обрезки кромок полых деталей, содержащий метрицу, прижим, режущий ин933304
струмент, приводимый в движение с помощью клина, отличающийся тем, что, с целью увеличения срока службы, режущий инструмент вьшолнен в виде разрезJ ного упругого кольца.
2. Штамп по п. 1, отличающийся тем, что, с целью улучшения качества обработанных деталей, концы разрезного упругого кольца соединены в нахлестку. 10Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 5192,88, кл. В 23 D 31/00, В 23 D 35/00, 03.02.75.
2.Мещерин В. Г. Листовая штамповка .
15 Атлас схем, М., Машиностроение, 1975, с. 69, фиг. 137 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1983 |
|
SU1147479A2 |
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668788A2 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668789A2 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050820A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU835669A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU694301A2 |
фиг.2
