со со
о
Oi СО
11
Изобретение бтносится к области электротехники, в частности к способам контроля качества пропитки обмоток электродвигателей, катушек трансформаторов и дросселей и т.д.
Целью изобретения является повьшге ние достоверности контроля качества пропитки обмоток электротехнических изделий путем создания напряженно- деформированного состояния обмотки виброударом.
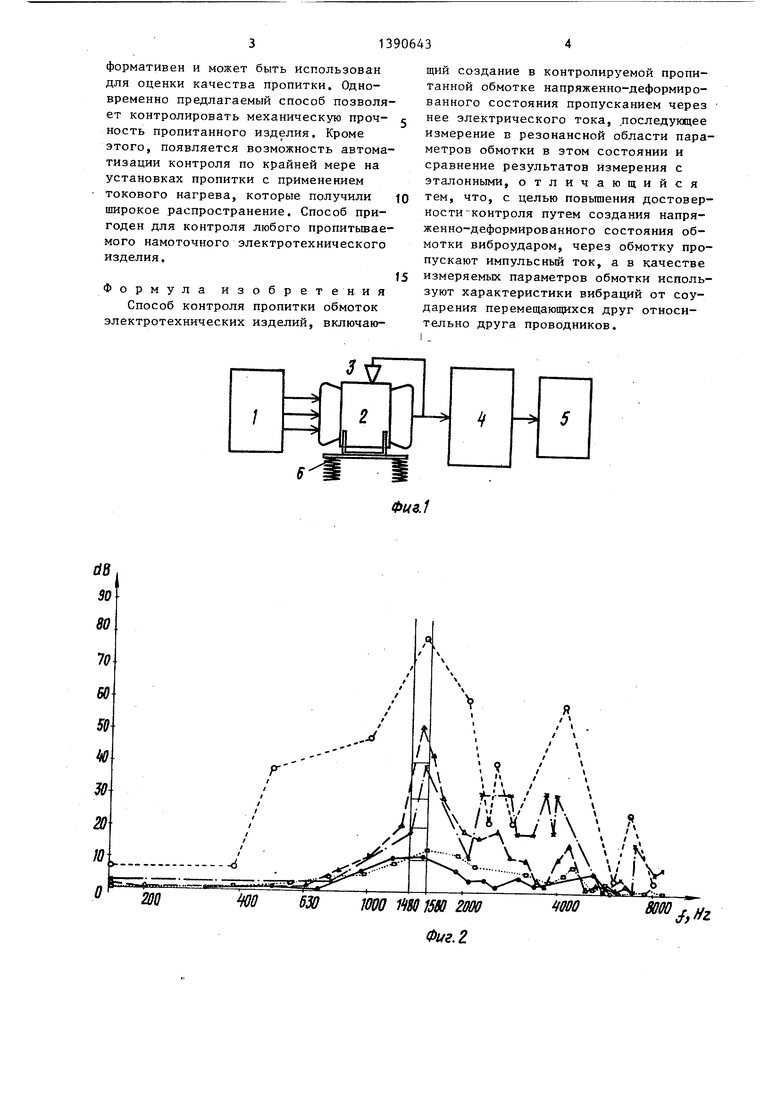
На фиг.1 представлена принципиальная схема устройства, реализующего способ; на фиг.2 - спектры вибрации (АЧХ) испытуемых образцов; на фиг.З зависимости уровня сигнала а виНро- отклика и емкости с от привеса т.
Устройство содержит блок 1 возмущения, контролируемый объект 2, дат- чик-приемник 3, фильтр 4 гармоник, регистратор 5, виброплатформу 6.
Блок 1 возмущений представляет собой симисторный ключ и служит для выработки сигнала возмущения регулируемой амплитуды и .длительности, В качестве приемника 3 может быть использован вибродатчик. При прохождении импульса тока через контролируемый объект - пропитанную обмотку 2 - формируется виброудар. Параметры отклика контролируются приемниками 3, установленными на объекте исследований в трех осях координат, соединенными с регистрирующей аппаратурой через коммутатор таким образом, что при необходимости можно записать или суммарное значение всех сигналов, снятых всеми приемниками, или одного поступившего на один приемник. Преобразованный сигнал в виде электроимпульса поступает на регистратор через фильтр гармоник, предварительно настроенный на частоту первого резонанса механической системы объекта исследований. В качестве регистратора может быть использован осциллограф, самописец или магнитограф. Качество пропитки обмотки определяют путем сравне- ния полученных результатов с эталонными. При оценке состояния пропитанной обмотки могут быть использованы либо абсолют ные значения параметров откликов от удара (уровень сигнала в децибелах), либо их пооцентное отношение к эталонным. За эталонный сигнал принимается отклик от пропитанного изделия, прошедшего все стан
Q
0
0
5
0
5 з
5
температура предва- нагрева SO C, время продартные испытания на надежность, заложенные в его технические условия.
Пример. Проводился эксперимент по оценке качес тва пропитки статоров 4A90L4. Изготовлено 8 образцов, В качестве эталонного использовался статор, пропитанный капельным способом на лабораторной установке по следующему режиму: рительного
питки 6,5 мин, время термообработки 15 мин. Температура термообработки 150:-С, Доза пропитываемого состава 200 мл. При исследовании данного статора на надежность проведенные стандартные испытания дали положительный результат по всем параметрам, заложенным в технические условия на двигатель 4A90L4, Б состав контрольного устройства, регистрирующего виброотклик от данного статора, входили се- мисторный ключ тип ТС-160, вибродатчик ДН-5, фильтр частот СК4-26, осциллограф С8-11. В качестве виброплатформы использовалась специальная опора на упругих элементах.
Экспериментальным путем с помощью СК4-26 определена частота первого резонанса для этого статора, которая составила 1500 Гц. На данной частоте суммарный уровень виброотклика, зарегистрированного осциллографом С8- 11, составил 14 дБ. Спектры вибраций (АЧХ) контролируемых образцов приведены на фиг,2 Остальные 7 образцов пропитаны тем же способом, но дозы составили,80,100,130,145,160,180, 250 мл соответственно. Зарегистрировав сигналы виброотклика по каждому образцу, вывели зависимость (m) (фиг.З). Данные исследования показали, что уровень сигнала а виброотклика принимает минимальное значение при m 200 мл и дальнейшее увеличение массы лака на скрепление проводников положительного влияния не оказывает, а лишь затрудняет теплопередачу от обмотки. После исследований на виброудар образцы разрезают и извлекают пазовую часть катушек. Внешний осмотр подтвердил хорошее качество пропитки обмоток при массе лака 200 мл. Скрепление проводников в обмотке равномерное.
Таким образом, в результате проведенного эксперимента подтверждено, что сигнал отклика от виброудара информативен и может быть использован для оценки качества пропитки. Одновременно предлагаемый способ позволяет контролировать механическую проч- ность пропитанного изделия. Кроме этого, появляется возможность автоматизации контроля по крайней мере на установках пропитки с применением токового нагрева, которые получили широкое распространение. Способ пригоден для контроля любого пропитьшае- мого намоточного электротехнического изделия.
Формула изобретения
Способ контроля пропитки обмоток электротехнических изделий, включающий создание в контролируемой пропитанной обмотке напряженно-деформированного состояния пропусканием через нее электрического тока, последующее измерение в резонансной области параметров обмотки в этом состоянии и сравнение результатов измерения с эталонными, отличающийся тем, что, с целью повьппения достоварности контроля путем создания напряженно-деформированного состояния обмотки виброударом, через обмотку пропускают импульсный ток, а в качестве измеряемых параметров обмотки используют характеристики вибраций от соударения перемещающихся друг относительно друга проводников.
eL,uB
C.MK f-W .-J.O
-20 10
8Q т 1301 51601802X220 250 m,Ht./ff Фиг.З
C.MK f-W .-J.O
-20 10
-3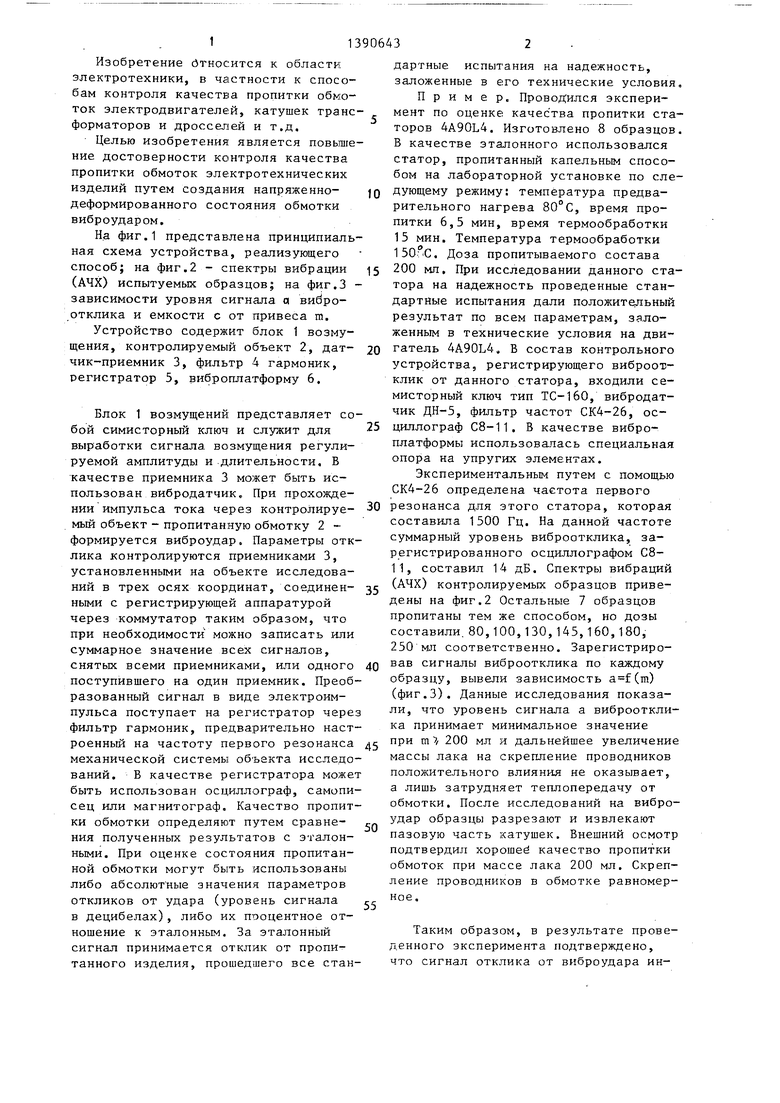
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества пропитки намоточных электротехнических изделий | 1981 |
|
SU972372A1 |
| Способ контроля качества пропитки обмоток электротехнических изделий и устройство для его осуществления | 1989 |
|
SU1712904A1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2516276C1 |
| Способ контроля качества пропитки и устройство для его осуществления | 1990 |
|
SU1807372A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2503116C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2568144C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2560714C1 |
| Способ контроля отверждения пропитанной изоляции и устройство для его осуществления | 1987 |
|
SU1647473A1 |
| Способ контроля качества пропитки обмоток электротехнических изделий | 1982 |
|
SU1147962A2 |
| Способ контроля процесса отверждения пропитанной изоляции обмоток электротехнических изделий | 1989 |
|
SU1684736A1 |

Изобретение относится к электротехнике, в частности к способам контроля качества пропитки обмоток электродвигателей, катушек трансформаторов, дросселей и т.д. Целью изобретения является повьшение достоверности контроля качества пропитки обмоток электротехнических изделий. Процесс контроля основан на физическом явлении виброудара. В контролируемой обмотке создают напряженно-деформированное состояние виброударом, образуемым пропусканием через обмотку импульсного тока, равного максимально допустимому значению пускового тока для каждого вида обмотки электротехнического изделия. О качестве пропитки судят по сигналу акустической эмиссии от соударения или трения пе- ремещаю1цихся друг относительно друга проводников, оставшихся нескрепленными после процесса пропитки. 3 ил. (Л
| Способ контроля качества изоляции токоведущих элементов | 1980 |
|
SU896562A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
