Изобретение относится к магнито- управляемой электродуговой сварке неплавящимся электродом и может быть использовано в любой отрасли промышленности при ручной и автоматической сварке, в частности, в глубоких и глухих отверстиях.
Целью изобретения является повышение устойчивости дуги и з меньше- ние габаритов устройства.
На чертеже показано устройство, общий вид.
Устройство содержит неплавящийся электрод 1, жестко связанный с токо- подводящим контуром 2, выполненным прямоугольным незамкнутым. Токопод- водящий контур 2 расположен со стороны нерабочего торца электроду 1„ Деталь 3 подключена к одному из полюсов источника 4, к другому полюсу которого подключено сварочное устройство. Между неплавящимся электродом 1 и деталью 3 горит свсфочная дуга 5.
Стрелками показано направление сварочного тока на участках АВ и CD токоподводящего контура 2, Участок CD закрыт защитным кожухом и охлаждается проточной водой.
При прохождении тока по токоподво- дящему контуру 2 вокруг него создается, магнитное поле. Юлагодаря изгибу токопроводящего контура вокруг электрода 1 его участки АВ и CD создают встречные по направлен,шо магнитные поля. Величина и направление результирующего электромагнитного усилия, действующего на дугу на конце электрода, зависит от соотношения между длинами участков АБ и CD и расстояния от дуги до участков. При конкре тных длинах дуги и электрода соотношение участков АВ и CD может быть подобрано расчетным путем таким.образом, что силы взаимодействия дуги с их магнитными полями уравновешивают друг друга. При отклонении в ту или иную сторону от направления оси неплавящегося электрода дуга попадает в зону действия магнитного поля соответствующего участка. Возникает электромагнитная сила, стремящаяся устранить отклонение и возвратить дугу в положение, совпадающее с направлением оси неплавящегося электрода. В результате повыщаются устойчивость дуги относительно оси электрода и стабильность положения катодного пятна.на его конце.
Приме р. Производили сварку стыкового соединения в глухом отверстии диаметром 30 мм трубчатой детали из стали 3 ОХН2МФА с толщиной стенки 5 мм на расстоянии 100 мм от свободного торца. Сварку производили
g в защитной среде аргона марки А от источника питания БДУМ - 4-401 неплавящимся электродом. В качестве электрода использовали заточенный на конус вольфрамовый стержень марки
5 СВ4 диаметром 4 мм и длиной 10 мм. Его закрепляли на конце медного токоподводящего элемента, выполненного в виде полого водоохлаждаемого стержня. Конец стержня изогнут в виде
0 прямоугольного незамкнутого контура, охватывающего электрод. Места подключения токоподводящего контура к электроду и источнику питания расположены по разные стороны от электрода.
5 Проваривали корень шва на режимах: сила тока дуги 250 А, напряжение . на дуге 15 В, вылет электрода 7 мм и длина дуги 4 мм. Для принятых вы,- лета электрода и длины дуги изготов0 лен экспериментальный образец токоподводящего контура. Размеры прямоугольного контура определены из расчетов электродинамических сил, действующих на дугу: длина участка АВ- 5 5 мм, длина участка CD-150 мм, расстояние между осью неплавящегося электрода с точкой С участка CD токоподводящего элемента равно 5 мм, участок ВС выполнен в виде прямоу- 0 гольного незамкнутого контура.
При установленных размерах токоподводящего контура положение дуги в пространстве ..отличается высокой устойчивостью, шов .ровный. При сварке 5 с прямоугольным токоподводящим контуром наблюдается смещение дуги на одну из кромок свариваемого стыка.
Предлагаемое устройство позволяет повысить устойчивость дуги и стабилизировать положение ее катодного пятна, повысить качество сварных соединений при сварке в глухих глубоких отверстиях трубчатых деталей.
Формула изобретения
Устройство для сварки магнитоуп- равляемой дугой, содержащее неплавящийся электрод и токопроводящий контур с двумя параллельными электроду стержнями, расположенными по разные СТОРОНЕ от неги, оси которых расположены в одной плоскости с осью электрода, отличающееся тем,
%
Редактор Н.Швыдкая
Составитель Г.Квартальнова Техред, Л.Сердюкова
Заказ 3228/10Тираж 974Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Дроизводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
что, с целью повышения устойчивости дуги и уменьшения габаритов устройства, токоподводящий контур выполнен прямоугольным незамкнутьм и расположен со стороны нерабочего торца электрода.
Корректор А. Тяско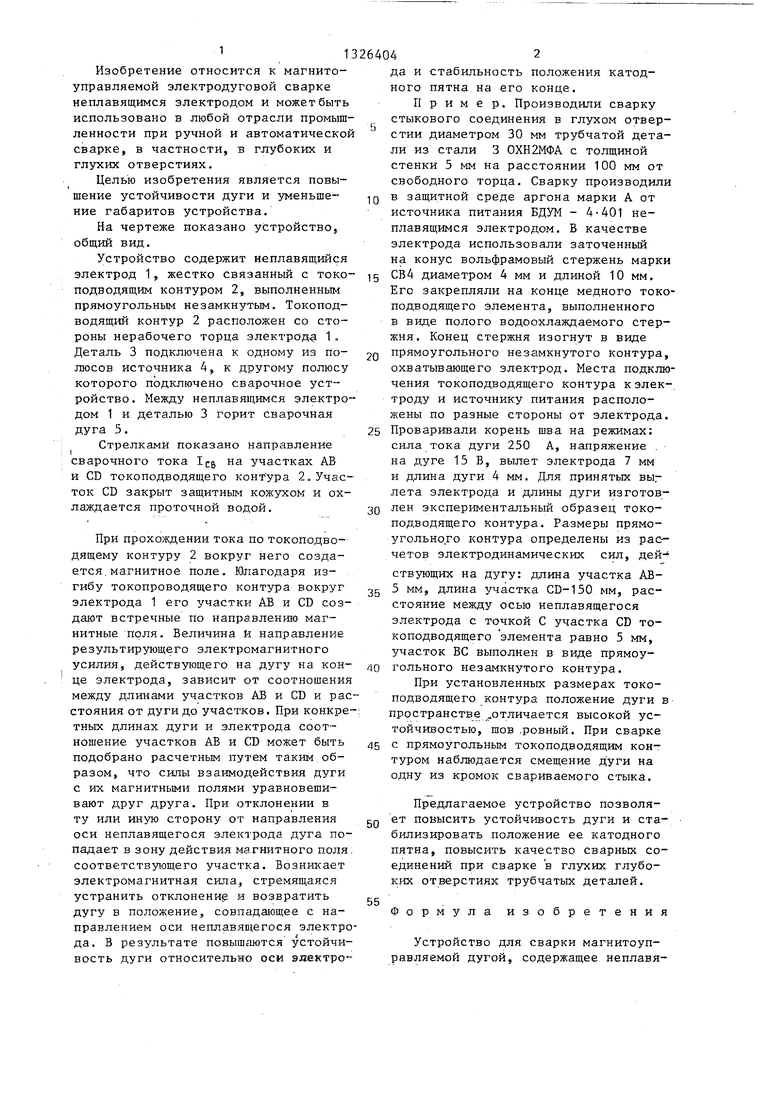
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| Устройство для сварки магнитоуправляемой дугой | 1990 |
|
SU1815058A1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Мундштук к сварочным головкам и горелкам | 1985 |
|
SU1278145A1 |
Изобретение относится к магнито- управляемой электродуговой сварке не плавящимся электродом и может быть использовано в. любой отрасли промышленности при ручной и автоматической сварке швов, в частности в глубоких и глухих отверстиях. Цель изобретения - повышение устойчивости дуги и уменьшение габаритов устройства. Устройство содержит неплавящийся электрод 1, жестко связанный с токопод- водящим контуром 2, выполненным прямоугольным незамкнутым. Благодаря прямоугольной форме токоподводящегО контура его участки АВ и CD создают вокруг электрода 1 встречные по направлению магнитные поля. При взаимодействии встречных магнитных полей возникает электромагнитная сила, стремящаяся возвратить дугу в положение, совпадающее с направлением оси неплавящегося электрода. 1 ил. i (Л со N9 О5 
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
