(21)4116842/40-27
(22)24.06.86
(46) 30.04.88. Бюл. № 16
(72) В. С. Есипенкр, В. П. Баринов,
Г. Г. Скорин, И. Н. Гейнрихс и Ю. Н. Алешин
(53)621.791.04(088.8)
(56)Авторское свидетельство СССР № 210976, кл. В 23 К 35/36, 1966.
Авторское свидетельство СССР № 433987, кл. В 23 К 35/36, 1973.
(54)СОСТАВ КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ Л ЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ
(57)Изобретение относится к сварочному производству, а точнее к составам керамических стержней, предназначенных для механизированной электродуговой сварки, и может быть использовано при изготовлении металлоконструкций и ремонте отливок из углеродистых и низколегированных сталей.
Цель - повышение сварочно-технологичес- ких свойств стержней и качества наплавленного металла. Введение в состав керамического стержня эгирина в количестве 6-19 мас.%, химическая ф-ла -
Ca(MFeAl)(SLAi)2Oe,
позволяет повысить стабильность горения дуги, получить высокотехнологичное в изготовлении покрытие, обладающее высокой прочностью и влагостойкостью при транспортировке и д.тительном хранении керамических стержней и обеспечиваюш.ее гарантируемый химический состав и механические свойства металла шва. Состав керамического стержня также содержит, мас.%: мра.мор 40-58, плавиковый шпат 5-14, ферромарганец 5-13, ферросилиций 9-20, графит серебристый I-3, глыбу силиката натрия -2, карбоксилметилцеллюлозу I-3. 3 табл.
S
сл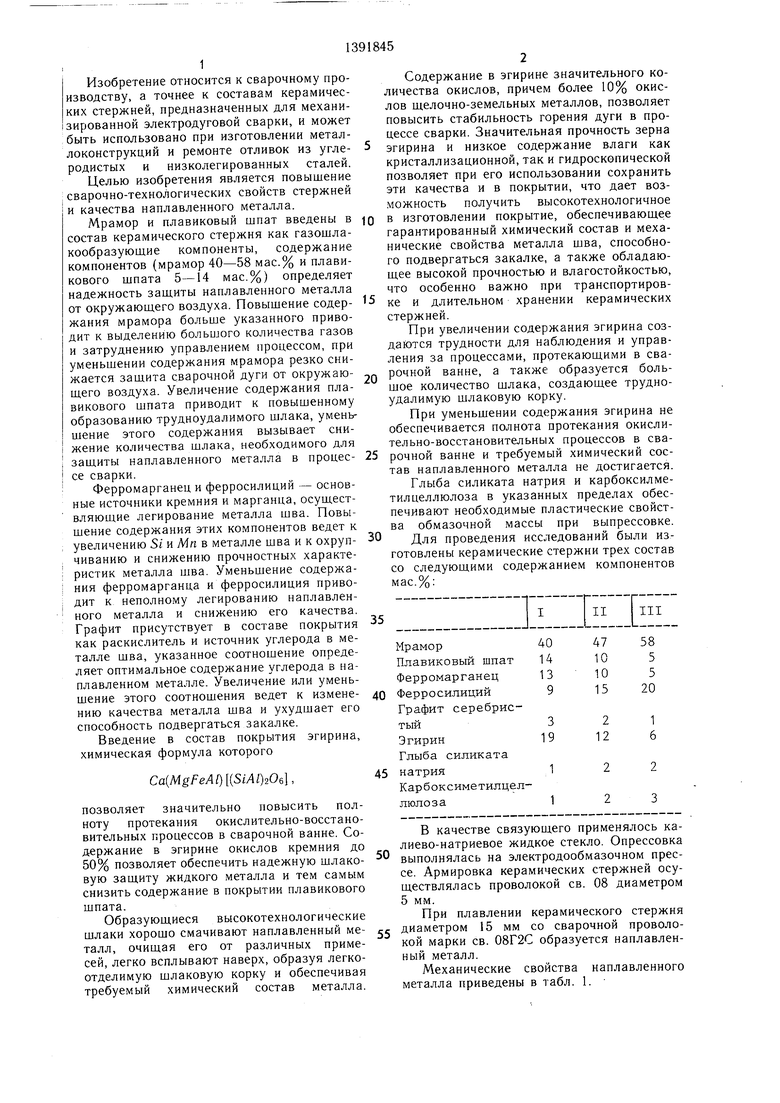
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ | 1997 |
|
RU2119418C1 |
| ПОКРЫТИЕ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2010 |
|
RU2433027C1 |
| Состав электродного покрытия | 1991 |
|
SU1776527A1 |
| СОСТАВ ПОКРЫТИЯ ЭЛЕКТРОДОВ | 1999 |
|
RU2155656C1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2028901C1 |
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| Состав электродного покрытия | 1989 |
|
SU1632715A1 |
со со
00 4 СЛ
Изобретение относится к сварочному производству, а точнее к составам керамических стержней, предназначенных для механизированной электродуговой сварки, и может быть использовано при изготовлении металлоконструкций и ремонте отливок из углеродистых и низколегированных сталей.
Целью изобретения является повышение сварочно-технологических свойств стержней и качества наплавленного металла.
Мрамор и плавиковый шпат введены в состав керамического стержня как газошла- кообразующие компоненты, содержание компонентов (мрамор 40-58 мас.% и плавикового шпата 5-14 мас.%) определяет надежность заш,иты наплавленного металла от окружаюш,его воздуха. Повышение содержания мрамора больше указанного приводит к выделению большого количества газов и затруднению управлением процессом, при уменьшении содержания мрамора резко снижается защита сварочной дуги от окружаю- ш,его воздуха. Увеличение содержания плавикового шпата приводит к повышенному образованию трудноудалимого шлака, уменьшение этого содержания вызывает снижение количества шлака, необходимого для защиты наплавленного металла в процессе сварки.
Ферромарганец и ферросилиций - основные источники кремния и марганца, осуществляющие легирование металла шва. Повышение содержания этих компонентов ведет к увеличению Si и Мп в металле шва и к охруп- чиванию и снижению прочностных характеристик металла шва. Уменьшение содержания ферромарганца и ферросилиция приводит к неполному легированию наплавленного металла и снижению его качества. Графит присутствует в составе покрытия как раскислитель и источник углерода в металле шва, указанное соотношение определяет оптимальное содержание углерода в наплавленном металле. Увеличение или уменьшение этого соотношения ведет к изменению качества металла шва и ухудшает его способность подвергаться закалке.
Введение в состав покрытия эгирина, химическая формула которого
Ca(MgFeA)(SiAl)206,
позволяет значительно повысить полноту протекания окислительно-восстановительных процессов в сварочной ванне. Содержание в эгирине окислов кремния до 50% позволяет обеспечить надежную шлаковую защиту жидкого металла и тем самым снизить содержание в покрытии плавикового шпата.
Образующиеся высокотехнологические щлаки хорощо смачивают наплавленный металл, очищая его от различных примесей, легко всплывают наверх, образуя легкоотделимую шлаковую корку и обеспечивая требуемый химический состав металла.
5
Содержание в эгирине значительного количества окислов, причем более 10% окислов щелочно-земельных металлов, позволяет повысить стабильность горения дуги в процессе сварки. Значительная прочность зерна
эгирина и низкое содержание влаги как кристаллизационной,так и гидроскопической позволяет при его использовании сохранить эти качества и в покрытии, что дает возможность получить высокотехнологичное
0 в изготовлении покрытие, обеспечивающее гарантированный химический состав и механические свойства металла шва, способного подвергаться закалке, а также обладающее высокой прочностью и влагостойкостью, что особенно важно при транспортировке и длительном хранении керамических стержней.
При увеличении содержания эгирина создаются трудности для наблюдения и управления за процессами, протекающими в сварочной ванне, а также образуется большое количество щлака, создающее трудно- удалимую шлаковую корку.
При уменьшении содержания эгирина не обеспечивается полнота протекания окислительно-восстановительных процессов в сва- 5 рочной ванне и требуемый химический состав наплавленного металла не достигается.
Глыба силиката натрия и карбоксилме- тилцеллюлоза в указанных пределах обеспечивают необходимые пластические свойства обмазочной массы при выпрессовке.
Для проведения исследований были изготовлены керамические стержни трех состав со следующими содержанием компонентов мас.%:
0
0
35
В качестве связующего применялось ка- лиево-натриевое жидкое стекло. Опрессовка выполнялась на электродообмазочном прессе. Армировка керамических стержней осуществлялась проволокой св. 08 диаметром 5 мм.
При плавлении керамического стержня диаметром 15 мм со сварочной проволокой марки св. 08Г2С образуется наплавленный металл.
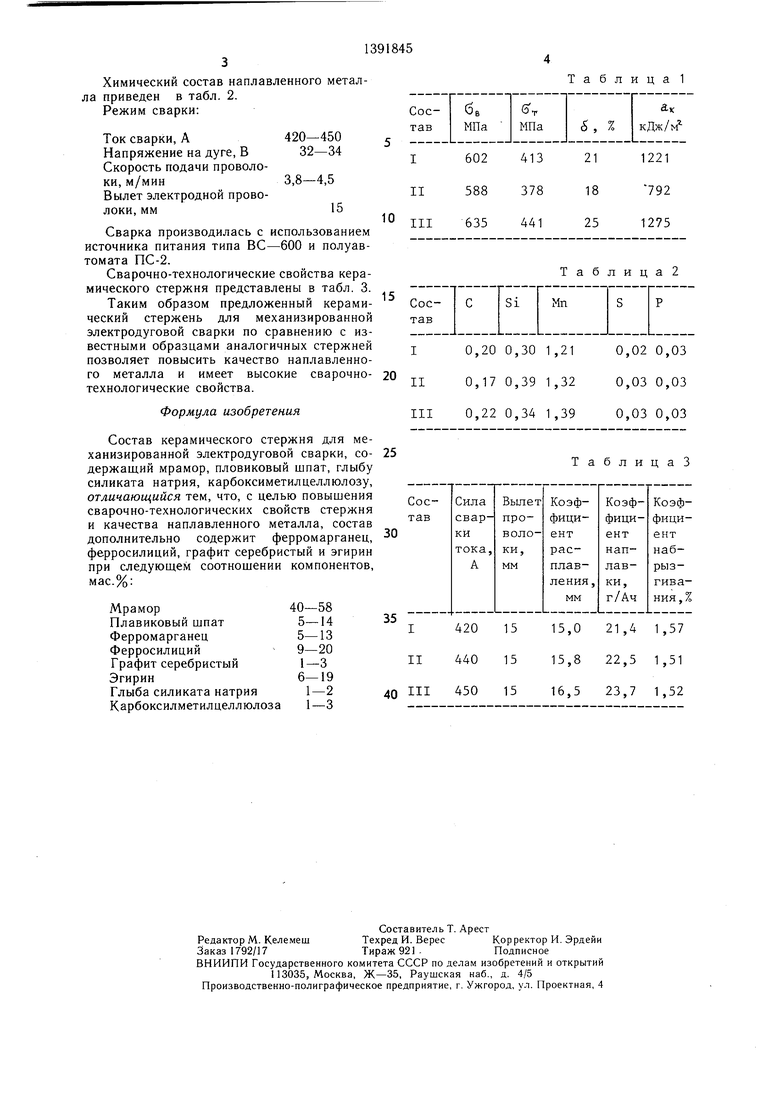
Механические свойства наплавленного металла приведены в табл. 1.
Химический состав наплавленного металла приведен в табл. 2. Режим сварки:
Ток сварки, А420-450 Напряжение на дуге, В32-34 Скорость подачи проволоки, м/мин3,8-4,5 Вылет электродной проволоки, мм15
Сварка производилась с использованием источника питания типа ЕС-600 и полуавтомата ПС-2.
Сварочно-технологические свойства керамического стержня представлены в табл. 3.
Таким образом предложенный керамический стержень для механизированной электродуговой сварки по сравнению с известными образцами аналогичных стержней позволяет повысить качество наплавленного металла и имеет высокие сварочно- технологические свойства.
Формула изобретения
Состав керамического стержня для механизированной электродуговой сварки, содержащий мрамор, пловиковый шпат, глыбу силиката натрия, карбоксиметилцеллюлозу, отличающийся тем, что, с целью повышения сварочно-технологических свойств стержня и качества наплавленного металла, состав дополнительно содержит ферромарганец, ферросилиций, графит серебристый и эгирин при следующем соотношении компонентов, мас.%:
Мрамор40-58
Плавиковый шпат5-14
Ферромарганец5-13
Ферросилиций9-20
Графит серебристый1-3
Эгирин6-19
Глыба силиката натрия1-2 Карбоксилметилцеллюлоза 1-3
Таблица 1
Таблица2
25
ТаблицаЗ
