Изобретение относится к сварке, в частности к составам электродных покрытий, и может быть использовано при ручной электродуговой сварке малоуглеродистых и низколегированных сталей.
Известен состав электродного покрытия, содержащий мрамор, плавиковый шпат, кварц, ферротитан, ферромарганец, ферросилиций и оксалат кальция при следующем соотношении компонентов, мас.%: Мрамор 50,0-54,0 Плавиковый шпат 12,0-18,0 Кварц 7,0-9,75 Ферротитан 10,0-12,0 Ферромарганец 4,0-6,0 Ферросилиций 3,0-8,0 Оксалат кальция 0,25-5,0
Недостатками известного состава электродного покрытия являются низкие коэффициенты наплавки и расплавления за счет высокого содержания в покрытии углекислого газа и органического соединения и, как следствие, сильного разбрызгивания металла [1].
Известен состав [2] электродного покрытия, содержащий мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец и жидкое стекло при следующем соотношении компонентов, мас. %: Мрамор 54-56 Плавиковый шпат 18-20 Кварцевый песок 9 Ферросилиций 7 Ферромарганец 8-12 Жидкое стекло 30
Недостатком известного состава электродного покрытия являются низкие показатели коэффициентов наплавки αн = 8-9 г/А2 и расплавления К = 10-12 г/А2.
Известен также состав электродного покрытия, содержащий, мас.%: 25-35 мрамора; 15-25 плавикового шпата; 2-6 ферромарганца; 1-3 ферросилиция; 2-8 ферротитана; 3-10 отвального шлака никелевого производства, а также пластификаторы, лигатуру и железный порошок [3].
Задача изобретения - разработать электродное покрытие с повышенными технологическими характеристикам - пониженным током сварки, повышенными коэффициентами наплавки и расплавления и позволяющее получать высокие механические характеристики сварочного шва.
Это достигается тем, что предлагаемый состав электродного покрытия, содержащий плавиковый шпат, ферросилиций, ферромарганец и жидкое стекло, дополнительно содержит конечный шлак фосфорного производства электротермическим способом при следующем соотношении компонентов, мас.%: Плавиковый шпат 11,0-15,0 Ферромарганец 8,0-13,0 Ферросилиций 7,0-9,0 Жидкое стекло 12,0-15,0
Конечный шлак
производства фосфора
электротермическим способом 54,0-56,0
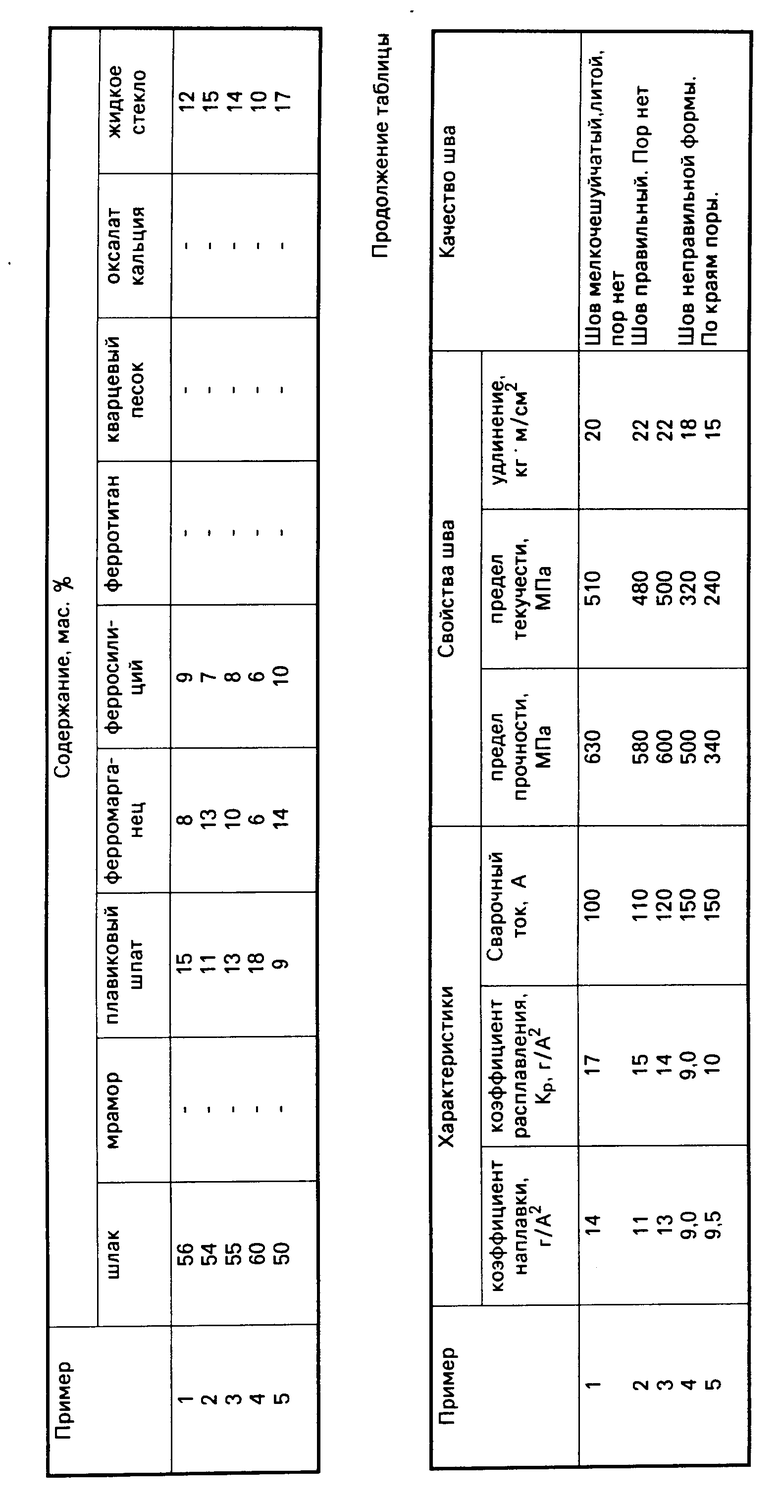
Предлагаемый состав позволяет получить электродное покрытие, обеспечивающее: сварочный ток 100-120 А; коэффициент наплавки 11-14 г/А ч; коэффициент расплавления 14-17 г/А ч; предел прочности 580-630 МПа; предел текучести 480-510 МПа.
Конечный шлак фосфорного производства, являющийся отходом производства, вводят в качестве основного шлакообразующего компонента. Его введение в состав электродного покрытия определяется его дешевизной и химическим составом, мас. % : 46,0-50,0 CаО; 38,0-42,0 SiO2; 1,5-1,7 Р2O5; 2,5-3,0 Al2O3; 0,1-0,13 ТiO2; 4-3,5 Fe2O3; 2,5-3,0 CaF2; 1,7-4,0 MgO; 0,1-0,5 MnO.
При таком качественном и количественном соотношении химических элементов шлака и других компонентов покрытия достигается максимальный переход металлов из электрода в сварочный шов, т.е. происходит его легирование, вследствие этого повышаются прочностные характеристики шва и возрастают коэффициенты расплавления и наплавки.
При введении указанного шлака в предлагаемое покрытие не возникает явления разбрызгивания металла вследствие отсутствия в нем СО2, что также повышает коэффициент наплавки.
Введение в состав электродного покрытия указанного шлака с жидким стеклом в указанном соотношении позволяет снизить сварочный ток для инициирования процесса сварки вследствие того, что в составе электродного покрытия соблюдается соотношение основных компонентов системы Na2O:CаO:SiO2 как 1: 3: 6, позволяющее снизить температуру плавления шлаковой составляющей до 1040oC.
Присутствие фтористых соединений в шлаке способствует улучшению литейных качеств наплавки и вызывает связывание и удаление водорода из металла.
Ферромарганец является хорошим раскислителем и легирующим элементом, введение его в предлагаемый состав электродного покрытия улучшает механические свойства наплавки.
При увеличении содержания ферромарганца более 13 мас.% ухудшается отделимость шлаковой корки и ее жидкотекучесть, при содержании ферромарганца менее 8 мас.% ухудшаются механические свойства шва.
Жидкое стекло за счет содержания в нем оксидов щелочных металлов участвует в формировании защитной стеклофазы с низкой температурой плавления и является связующим в формировании опрессовочной массы для электродного покрытия.
При содержании жидкого стекла менее 12 мас.% повышается температура формирования стеклопокрытия, что влечет за собой необходимость повышения сварочного тока. Увеличение содержания жидкого стекла более 15 мас.% ухудшает опрессовочные свойства сырья при получении электродов.
Плавиковый шпат является флюсующим компонентом, связывает водород, отшлаковывают тугоплавкие оксиды алюминия, снижает присутствие неметаллических включений в металле шва. При содержании плавикового шпата менее 11 мас.% в наплавленном металле появляются поры, при увеличении его количества более 15 мас.% ухудшается стабильность дуги.
Ферросилиций вводят в состав электродного покрытия в качестве раскислителя и легирующей добавки. Предлагаемое количественное соотношение ферросилиция повышает характеристики электрода и механические свойства наплавленного металла. Введение ферросилиция менее 7 мас.% ухудшает механические характеристики наплавки, более 9 мас.% - ухудшает жидкотекучесть шлака и его отделимость.
П р и м е р 1. Исходные компоненты 15 г. плавикового шпата, 5 г ферромарганца, 9 г. ферросилиция и 56 г. конечного шлака фосфорного производства электротермическим способом измельчают до мелкодисперсных порошков, тщательно перемешивают и добавляют 12 мас.% жидкого стекла в пересчете на сухой остаток. Полученную массу наносят на сварочную проволоку марки СВ-08А. В результате на поверхности проволоки формируется плотное качественное покрытие без видимых дефектов с хорошей адгезией к основе.
Сварку электродами диаметром 4 мм с предлагаемым покрытием проводят на постоянном токе при обратной полярности равным 100 А.
Оценку механических свойств сварного шва осуществляют в соответствии с требованием ГОСТ 6996-66 (таблица) состав 2-5 выполняются аналогично примеру 1 (см.таблицу).
В примерах 4, 5 даны запредельные значения количественного содержания компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2003 |
|
RU2257987C1 |
| Электродное покрытие | 1990 |
|
SU1754380A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2198774C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| ПОКРЫТИЕ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2010 |
|
RU2433027C1 |
| Состав электродного покрытия | 1985 |
|
SU1540991A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1990 |
|
SU1743106A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2009 |
|
RU2394671C1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
Изобретение относится к сварке, в частности к составам электродных покрытий, и может быть использовано при ручной электродуговой сварке малоуглеродистых и низколегированных сталей. В основу изобретения положена задача разработать электродное покрытие с повышенными технологическими характеристиками - пониженным током сварки, повышенными коэффициентами наплавки и расплавления и позволяющие получать высокие механические характеристики сварочного шва. Задача решается тем, что предлагаемый состав покрытия содержит плавиковый шпат, ферросилиций, ферромарганец и жидкое стекло, а также конечный шлак производства фосфора электротермическим способом при следующем соотношении компонентов, мас.%: плавиковый шпат 11,0 - 15,0; ферромарганец 8,0 - 13,0; ферросилиций 7,0 - 9,0; жидкое стекло 12,0 - 15,0; фосфорный шлак 54,0 - 56,0. 1 табл.
СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ для сварки малоуглеродистых и низколегированных сталей, содержащий плавиковый шпат, ферромарганец, ферросилиций, конечный шлак металлургического производства, содержащий оксиды кальция и кремния, и жидкое стекло, отличающийся тем, что в качестве шлака он содержит конечный шлак производства фосфора электротермическим способом при следующем соотношении компонентов состава покрытия, мас.%:
Плавиковый шпат - 11 - 15
Ферромарганец - 8 - 13
Ферросилиций - 7 - 9
Жидкое стекло - 12 - 15
Конечный шлак производства фосфора электротермическим способом - 54 - 56
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Состав электродного покрытия для сварки углеродистых и низколегированных сталей | 1987 |
|
SU1438940A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
