Область техники
Изобретения относится к трубопрокатному производству, а именно к способу производства длинномерных многослойных биметаллических труб.
Уровень техники
Изобретение относится к трубопрокатному производству, а именно к способу производства длинномерных многослойных биметаллических труб большого диаметра для транспортировки углеводородов с повышенным содержанием серы и установке для его осуществления, т.е. к составу оборудования.
В трубном производстве известен способ изготовления сварных труб большого диаметра, включающий формовку трубной заготовки, сварку труб, экспандирование и объемную термическую обработку - закалку с высоким отпуском (SU 450839, 1974 г.).
Недостаток известного способа заключается в том, что он не обеспечивает одинаковых свойств основного металла и сварного соединения, что снижает эксплуатационную надежность труб из-за недостаточного сопротивления хрупкому разрушению (низкие значения ударной вязкости) сварного шва и овализация концов при объемной термической обработке труб, а также не решает проблему предотвращения лавинных разрушений при увеличении мощности трубопроводов для транспортировки углеводородов, что в свою очередь ведет к увеличению толщины стенки труб, к увеличению массы одного погонного метра труб, а следовательно, к значительному росту их стоимости.
Известны способы сварки плакированных материалов (см. "Конструктивные и технологические мероприятия при сварке плакированных материалов в химическом аппаратостроении", перевод с немецкого языка доклада Х. Цюрна и Е. Морах, представленного на конгресс по сварке, Мюнхен, ФРГ, 11-13 сентября 1971 г., стр. 12). В качестве методов сварки здесь в основном применима дуговая сварка металлическим плавящимся электродом в среде защитного газа.
Известен способ многослойной сварки неповоротных стыков труб, преимущественно с принудительным формированием шва (авт. св. N 1639931, МКИ В23К), при котором трубы собирают с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх.
Известен способ комбинированной сварки, при котором корневая часть шва выполняется аргонодуговой сваркой с защитой аргоном обратной стороны соединения в процессе выполнения двух первых слоев путем поддува газа к обратной стороне шва, а основная часть шва заваривается ручной дуговой сваркой покрытыми электродами ("Правила и нормы в атомной энергетике", "Оборудование и трубопроводы атомных энергетических установок", "Сварка и наплавка". Основные положения ПН АЭ Г-7-009-89). При подготовке деталей из двухслойных сталей под сварку плакирующий слой на участках, прилегающих к подлежащим сварке кромкам, должен быть удален.
Из известных способов наиболее близким по технической сущности является способ сварки, при котором подготовку кромок осуществляют механическим способом, а сборку стыка и комбинированную сварку стыка с выполнением корневого шва. Затем заваривают оставшееся сечение ручной дуговой сваркой покрытыми электродами. (ГОСТ 16098-70, "Сварка, пайка и термическая резка металлов", М., "Издательство стандартов", 1976 г., ч. 2, стр. 292).
Сущность изобретения
Задачей предлагаемого технического решения является разработка технологии изготовления биметаллических плакированных труб, позволяющей получить трубы, стойкие к коррозионному воздействию, предназначенные для транспортировки коррозионно-агрессивных сред, таких как углеводороды с примесями CO2, H2S, H2O, присутствие абразивных составляющих.
Техническим результатом заявленного технического решения является повышение стойкости к коррозионному воздействию биметаллических плакированных труб, предназначенных для транспортировки коррозионно-агрессивных сред.
Технический результат заявленного технического решения достигается за счет того, что способ изготовления прямошовной сварной плакированной трубы, включает этапы, на которых изготовляют плакированный стальной лист, состоящий из базового и плакирующего слоя, осуществляют обработку продольных кромок плакированного стального листа одновременно с обеих сторон методом фрезерования, при этом удаляют плакированный слой на расстоянии 5-30 мм от края базового слоя и снимают фаску на плакированном слое под углом 5-60°, причем на базовом слое со стороны плакированного слоя снимают фаску под углом от 20 до 50°, а с противоположной стороны от плакированного слоя снимают фаску под углом 20-45°, осуществляют травление продольных кромок, осуществляют формовку листов в трубную заготовку методом трехвалковой гибки и дополнительно догибают до заданного радиуса продольные кромки, осуществляют предварительную сварку базового слоя методом однодуговой автоматической сварки в среде защитного газа технологического продольного шва по всей длине базового слоя и приваривают технологические планки механизированной дуговой сваркой в среде защитного газа, осуществляют сварку внутреннего продольного шва базового слоя многодуговой автоматической сваркой под слоем флюса за один проход таким образом, что сварной шов начинается и заканчивается на технологических планках, осуществляют сварку наружного продольного шва базового слоя многодуговой автоматической сваркой под слоем флюса за один проход таким образом, что сварной шов начинается и заканчивается на технологических планках, осуществляют визуальный контроль продольного шва, и осуществляют рентгенотелевизионный контроль продольных швов базового слоя по всей длине труб, осуществляют наплавку плакирующего продольного шва на внутренний продольный шов базового слоя посредством электрошлаковой наплавки наплавочной лентой, при этом толщина наплавленного слоя выполнена не менее толщины плакированного слоя, усиление наплавленного слоя составляет 0,0-7,0 мм, а ширина наплавленного слоя на 1,5 мм больше величины разделки, при этом наплавка осуществляется материалами аналогичными по химическому составу с плакированным слоем, при этом содержание легирующих элементов в наплавленном слое не меньше, чем в плакированном слое; осуществляют удаление технологических планок и на расстоянии не менее 150 мм снимают усиление наружного шва до величины 0,0-0,5 мм, осуществляют экспандирование полученных труб с коэффициентом не более 1,5%., производят торцовку труб, при этом снимают фаску на базовом слое под углом от 10° до 50°, и снимают фаску на плакирующем слое под углом от 1° до 5°, и производят обработку поверхности плакированного слоя.
В частном случае реализации заявленного технического решения в качестве плакирующего слоя используют нержавеющую сталь ферритного, аустенитного, мартенситного и смешанных классов, а также используют сплавы на основе никеля.
В частном случае реализации заявленного технического решения в качестве защитного газа при предварительной сварке базового слоя используют СО2.
В частном случае реализации заявленного технического решения изготовляют плакированный стальной лист по технологии горячей пакетной прокатки, или технологии наплавки, или технологии сварки взрывом или порошковой металлургией.
В частном случае реализации заявленного технического решения травление продольных кромок осуществляют 10% водным раствором персульфата аммония.
В частном случае реализации технического решения в качестве базового слоя используют сталь классов прочности К42-К90, различных марок стали, сталь базового слоя в том числе может характеризоваться следующими характеристиками: повышенная хладостойкость, повышенной чистотой по неметаллическим включениям.
В частном случае реализации заявленного технического решения при сварке технологического продольного шва плакированный слой защищают от попадания брызг от сварки.
В частном случае реализации заявленного технического решения обработка поверхности плакированного слоя состоит из этапов, на которых: обезжиривают внутреннюю поверхность трубы, промывают внутреннюю поверхность трубы водой от остатков обезжиривающего раствора, обрабатывают водным кислотным раствором, содержащим до 25% азотной кислоты и до 3% дихромата натрия (Na2Cr2O7)), с выдержкой в течении 30-60 минут, при температуре 18-30°С, промывают внутреннюю поверхность трубы щелочным водным раствором (KOH или NaOH) концентрацией до 6%, промывают внутреннюю поверхность трубы водой, с целью удаления следов реагентной обработки, осуществляют сушку внутренней поверхности трубы.
В частном случае реализации заявленного технического решения экспандирование осуществляют в холодном состоянии по всей длине полученных труб, при этом перед экспандированием трубы промывают внутри водой под высоким давлением и на внутреннюю поверхность трубы наносят эмульсию, смазывающую поверхность, после процесса экспандирования осуществляют промывку внутренней поверхности труб.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания вариантов реализации заявленного технического решения с использованием чертежей, на которых показано:
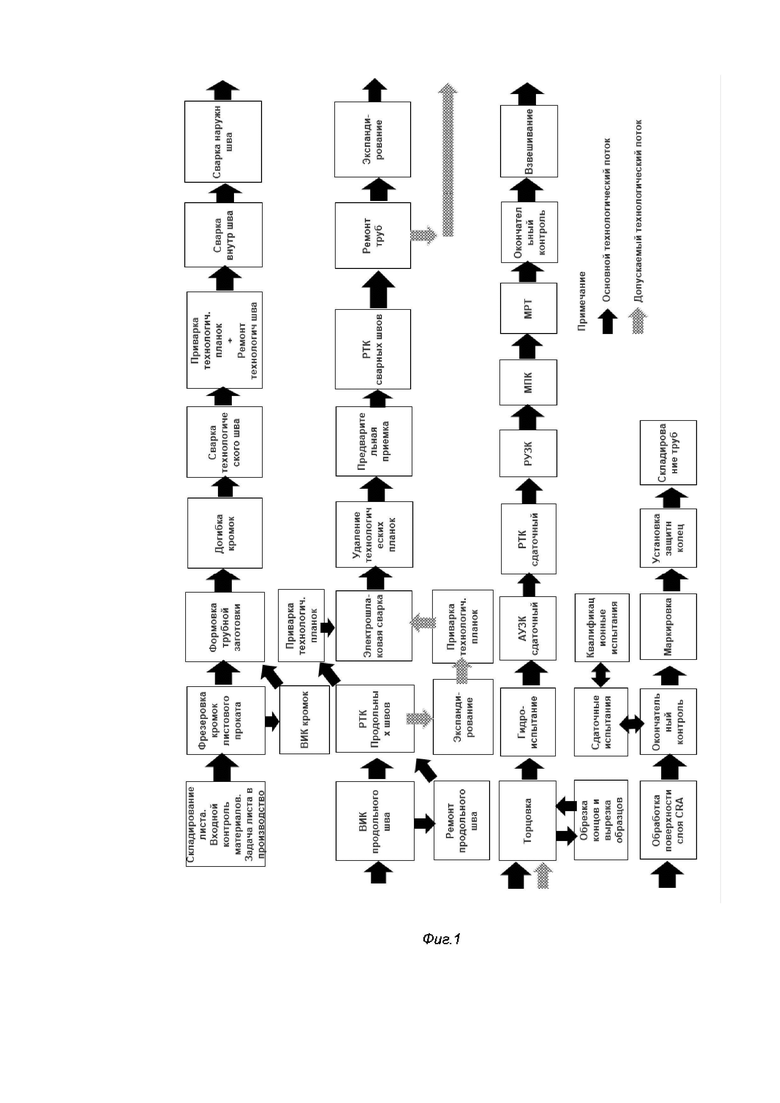
Фиг. 1 - схема технологического процесса;
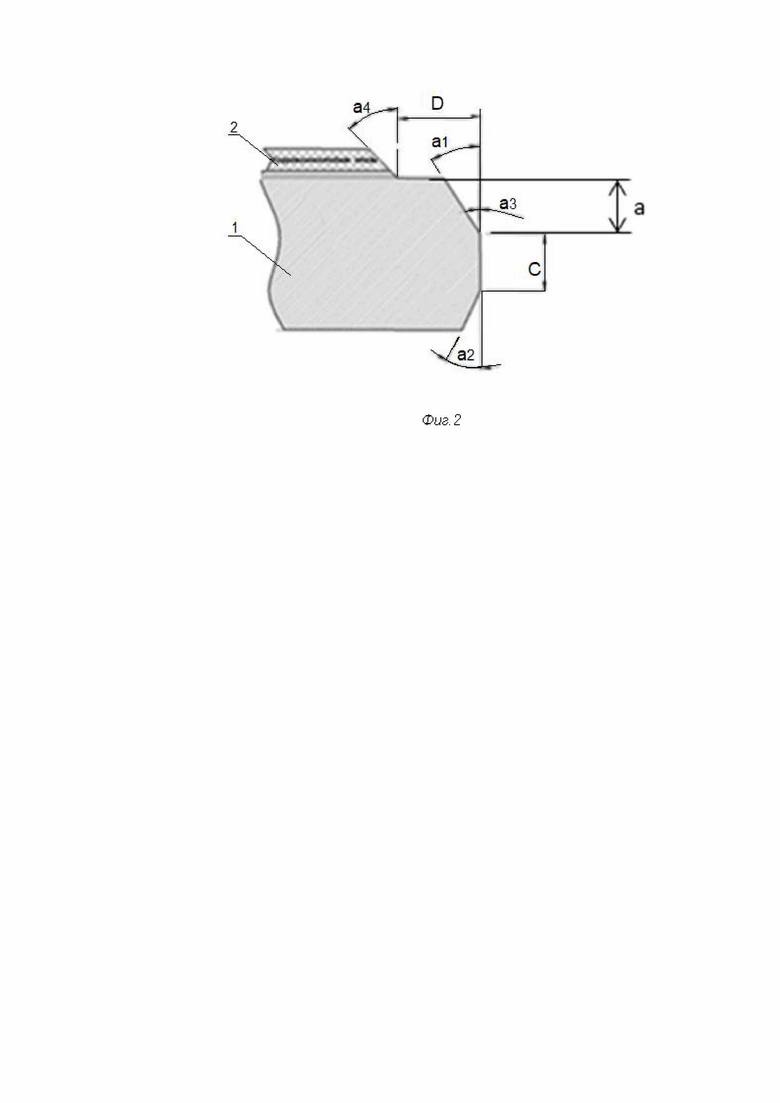
Фиг. 2 - геометрические параметры продольной фаски;
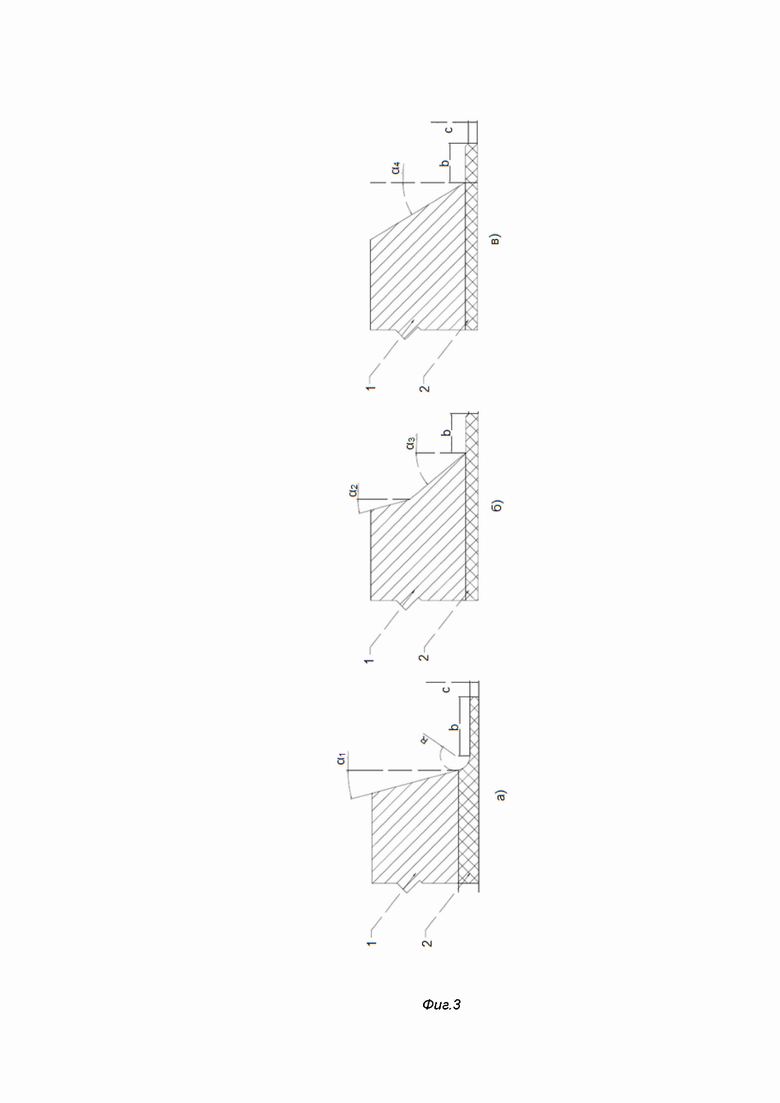
Фиг. 3 - геометрические параметры торцевой фаски;
а) вариант выполнения торцевой фаски; б) вариант выполнения торцевой фаски; в) вариант выполнения торцевой фаски;
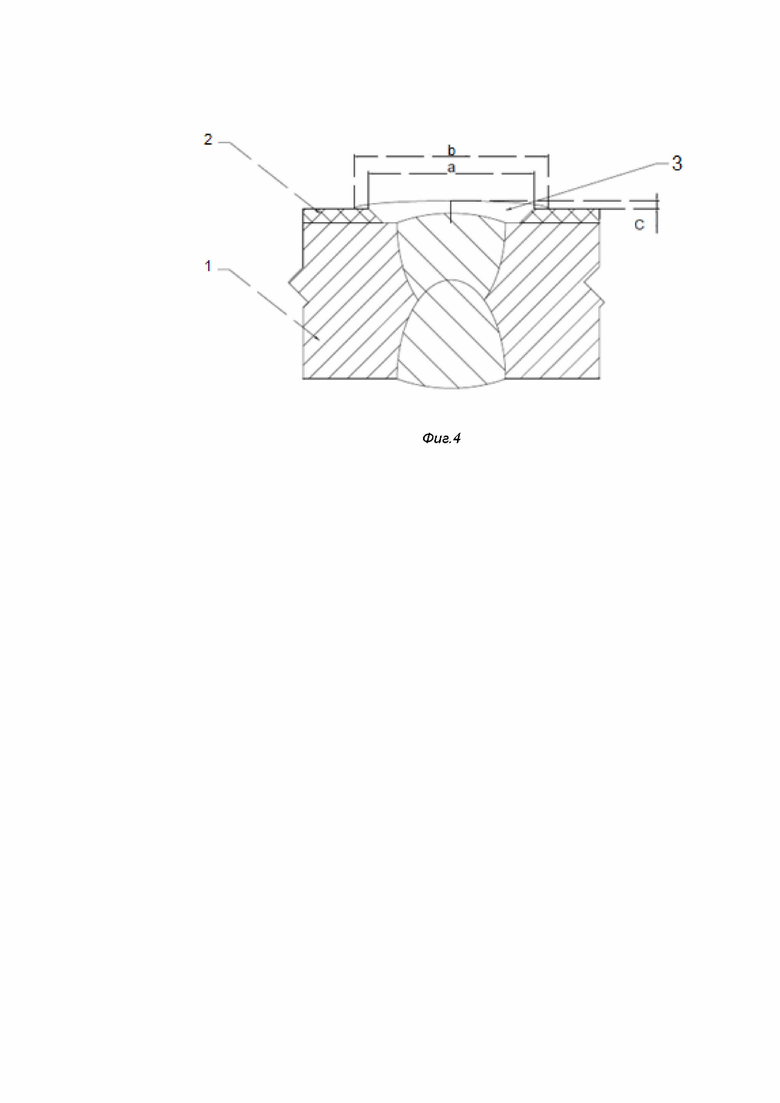
Фиг. 4 - геометрические параметры наплавки.
На фигурах цифрами обозначены следующие конструктивные элементы:
1 - основной металл; 2 - плакирующий слой; 3 наплавка
Раскрытие изобретения
Более подробное описание способа изготовления прямошовной сварной плакированной трубы приведено ниже. Схема технологического процесса производства плакированных труб и последовательность операций приведена на Фиг. 1.
Трубная заготовка изготавливается из плакированного листа.
Плакированный лист-это биметаллический лист, состоящий из слоя нержавеющей стали (CRA), который металлургически связан с базовым слоем из низколегированной стали. Плакирование может связываться путем соединения прокаткой, наплавлением сваркой, путем соединения взрывом, порошковой металлургией либо другим процессом, обеспечивающим металлургическую связь.
Низколегированная сталь для обеспечения эксплуатационных характеристик должна быть спокойной, т.е. полностью раскисленной, полученной выплавкой в кислородном конвертере или электродуговых печах, выплавлена по технологии обеспечивающей формирование мелкозернистой структуры, в горячекатаном состоянии после контролируемой прокатки или контролируемой прокатки с ускоренным охлаждением после термической обработки.
В качестве базового слоя используется сталь классов прочности К42-К90, различных марок стали, сталь базового слоя в том числе может характеризоваться следующими характеристиками для обеспечения эксплуатационных свойств и надежности: повышенная хладостойкость, повышенной чистотой по неметаллическим включениям.
В качестве плакирующего слоя для обеспечения эксплуатационных характеристик, в частности для обеспечения коррозионной стойкости к воздействию агрессивной среды, и для снижения металлоемкости могут использоваться нержавеющие стали ферритного, аустенитного, мартенситного и смешанных классов а также могут использоваться сплавы на основе никеля.
Листы задаются в производство плакирующим слоем вверх.
Продольные кромки листа обрабатываются методом фрезерования для получения заданной ширины листа и формы фаски.
Обработка продольных кромок осуществляется на кромко-фрезерной установке.
Перед обработкой производится автоматическая центровка и позиционирование листового проката в кромко-фрезерной установке. Зажимные устройства обеспечивают перемещение листового проката в установке фрезеровки кромок, при этом необходимо обеспечить защиту плакирующего слоя от повреждений захватами. Механическая обработка кромок листового проката производится одновременно с обеих сторон. После фрезеровки кромок поверхность листового проката очищается щеткой от остатков стружки.
Геометрические параметры продольной фаски, необходимые для обеспечения бездефектных сварных соединений, приведены на фиг. 2, на котором отмечены следующие параметры:

Параметры α1 и α2 обратно пропорциональны толщине базового слоя металла для обеспечения хорошего формирования сварного соединения. Параметры а, С, α3 прямо пропорциональны толщине базового слоя металла для обеспечения требуемого качества сборки свариваемых кромок. Минимальное значение параметра D позволяет избежать попадания плакирующего слоя в сварные швы базового слоя, тем самым устраняя вероятность образования горячих трещин. Максимальное значение параметра D обусловлено применением наплавочной ленты стандартной ширины для обеспечения наплавки за один проход. Диапазон величин параметра α4 обеспечивает отсутствие дефектов по линии сплавления при проведении электрошлаковой наплавки.
При этом удаляют плакирующий слой на расстоянии 5-30 мм от края базового слоя. Травление продольных кромок проводится 10% водным раствором персульфата аммония. Данный раствор позволяет визуально выявить остатки плакирующего (нержавеющего) слоя. Данная операция проводится с целью контроля полноты удаления нержавеющего слоя после фрезерования для предотвращения образования горячих трещин из-за попадания нержавеющего высоколегированного металла в сварочную ванну при сварке рабочих швов базового слоя.
Осуществляют формовку листов в трубную заготовку и дополнительно загибают до заданного радиуса продольные кромки.
Формовка листов в трубную заготовку осуществляется на трехвалковой листогибочной машине модели RMS-12200-1900/24000-475/700.
Перед формовкой рабочая поверхность валков очищается от окалины, ржавчины для предотвращения загрязнения плакирующего слоя.
После листогибочной машины на трубной заготовке остаются недоформованные участки на продольных кромках, догибка которых производится на машине NABM 20ʺ-56ʺ×35 мм ×70.
Кромки заготовки догибаются с помощью двух роликов. Нижний формующий ролик с вогнутым профилем определяет наружный профиль. Верхний ролик, располагающийся внутри заготовки, определяет внутренний профиль. Размер и профиль роликов определяется диаметром и толщиной стенки труб.
Перед догибкой кромок рабочая поверхность валков очищается от окалины, ржавчины для предотвращения загрязнения плакирующего слоя.
Осуществляют предварительную сварку базового слоя методом однодуговой автоматической сварки в среде защитного газа технологического продольного шва по всей длине базового слоя и приваривают технологические планки механизированной дуговой сваркой в среде защитного газа.
Для сборки заготовки трубы применяется метод однодуговой автоматической сварки в среде защитного газа (GMAW). Сварка в среде защитного газа производится на установке сварки корневого шва.
Технологический шов сваривается по всей длине трубы базового слоя.
При сварке технологического шва плакированный слой трубной заготовки (сектор внутренней поверхности напротив шва) должен быть защищен от попадания брызг от сварки (например, брезентовым полотном).
Дефектные участки технологического шва после зачистки шлифовальной машинкой ремонтируются полуавтоматической сваркой в среде защитного газа с наружной стороны трубы. В случае необходимости ремонта технологического шва с внутренней стороны (например, протеки) абразивный инструмент не использовать, применять перфоратор или пневмозубило, при этом окалина, ржавчина или осколки металла базового слоя не должны попадать на поверхность плакирующего слоя.
Приварка технологических планок осуществляется механизированной дуговой сваркой в среде защитного газа. Планки должны быть изготовлены из углеродистых или низколегированных марок сталей с целью обеспечения требуемой свариваемости с базовым слоем. Планки используются для начала и окончания дуговой сварки под слоем флюса и для начала и окончания электрошлаковой наплавки.
Каждый конец трубной заготовки имеет одну приваренную планку.
При приварке технологических планок плакирующий слой (внутренняя поверхность) трубной заготовки должен быть защищен от механических повреждений (попадания брызг от сварки и абразива шлифовальной машинки).
Осуществляют сварку внутреннего продольного шва базового слоя. Для сварки внутреннего сварного шва базового слоя труб применяется процесс многодуговой процесс автоматической сварки под слоем флюса (SAW).
Ширина внутреннего шва должна быть меньше величины разделки плакированного слоя.
Сварной шов начинается и заканчивается на выводных планках.
Для исключения повреждения плакирующего слоя флюсовая корка и остатки флюса убираются при помощи резиновых или прорезиненных скребков.
Осуществляют сварку наружного продольного шва базового слоя.
Для сварки наружного сварного шва базового слоя труб применяется процесс многодуговой процесс автоматической сварки под слоем флюса (SAW).
Сварной шов начинается и заканчивается на выводных планках.
Осуществляют визуальный осмотр продольного шва.
При проведении визуального осмотра внутреннего и наружного швов выявляется следующее:
- поверхностные трещины;
- поры, свищи, цепочки пор, выходящие на поверхность;
- подрезы глубиной более 0,4 мм;
Трубы, имеющие по результатам осмотра швов дефекты, допустимые к ремонту, подвергаются ремонту зачисткой, сваркой или направляются на перерез.
После проведения ремонта сваркой и рентгенотелевизионного контроля трубы подвергаются повторному визуально - измерительному контролю базового шва.
Осуществляют рентгенотелевизионный контроль продольных швов труб базового слоя. Рентгенотелевизионный контроль 100% продольных швов труб базового слоя проводится по всей длине.
Осуществляют наплавку плакирующего продольного шва на внутренний продольный шов базового слоя.
Для наплавки плакирующего слоя применяется процесс электрошлаковой наплавки ленточным электродом под слоем флюса.
Наплавка начинается и заканчивается на выводных планках.
Необходимо обеспечить геометрические параметры наплавленного слоя в соответствии с фиг. 4, на котором отмечены следующие параметры:
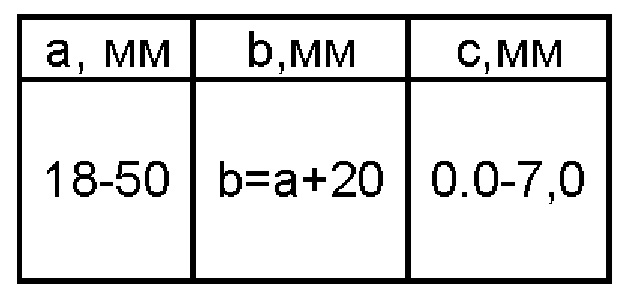
Проведение наплавки ЭШН с обеспечением необходимых геометрических параметров. А именно: толщина наплавленного слоя должна быть не менее толщины плакированного слоя, усиление наплавленного слоя С должно быть в пределах 0-7,0 мм, ширина наплавленного слоя b должна быть на 1,5 мм шире величины разделки а. Наплавка должна производится материалами схожими по химическому составу с плакированным слоем, содержание легирующих элементов в наплавленном слое должно быть не менее чем в плакированном слое. Данное условие необходимо для обеспечения равной коррозионной стойкости плакирующего слоя и наплавленного металла.
Осуществляют удаление технологических планок и снятие усиления сварного шва на концах труб.
Обрезка технологических планок производится ручной плазменной резкой.
Внутренняя поверхность труб (плакирующий слой) при резке должна быть защищена от механических повреждений и брызг защитными экранами.
После обрезки планок производится зачистка грата на обоих торцах трубы.
На концах труб на расстоянии не менее 150 мм должно быть снятое усиление наружного шва до величины 0,0-0,5 мм для обеспечения стыковой сварки труб при монтаже трубопроводов. Выход за границы указанных параметров может привести к неправильной сборке стыков при монтаже из-за смещения свариваемых кромок при установке центраторов на неснятое усиление швов. Снятие высоты усиления производится ручным абразивным инструментом.
После чего осуществляют экспандирование полученных труб.
Трубы подвергаются экспандированию в холодном состоянии по всей длине. Перед экспандированием трубы промываются внутри водой под высоким давлением.
Коэффициент экспандирования должен быть не более 1,5% для обеспечения допустимых остаточных напряжений в теле трубы. В случае экспандирования труб с коэффициентом более 1,5% уровень остаточных напряжений могут привести к снижению надежности и работоспособности труб.
Фактический коэффициент экспандирования Еэ вычисляют по формуле

где:
Ра - фактический наружный периметр трубы после экспандирования;
Pb - фактический наружный периметр трубы до экспандирования;
Еэ - коэффициент экспандирования.
Непосредственно перед каждым шагом раздачи на внутреннюю поверхность трубы наносится эмульсия, которая смазывает поверхность.
После процесса экспандирования производится операция промывки внутренней поверхности труб для удаления остатков экспандерного масла.
В варианте реализации заявленного технического решения экспадирование труб осуществляют перед проведением операции по наплавке плакирующего шва.
Производят торцовку труб.
Торцовка труб проводится на трубоподрезном станке для снятия фаски RFM.
Торцовка труб, предназначенных для отбора проб, не осуществляется.
После операции торцовки внутренняя поверхность должна быть очищена от остатков стружки.
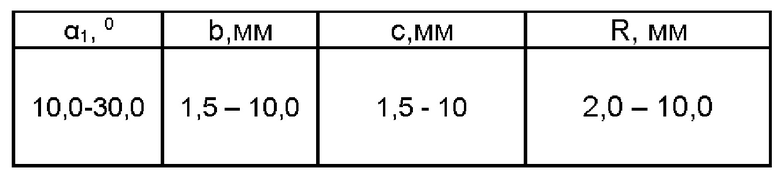
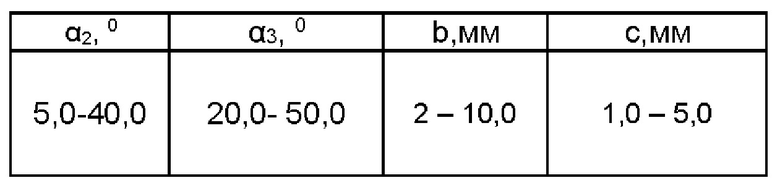
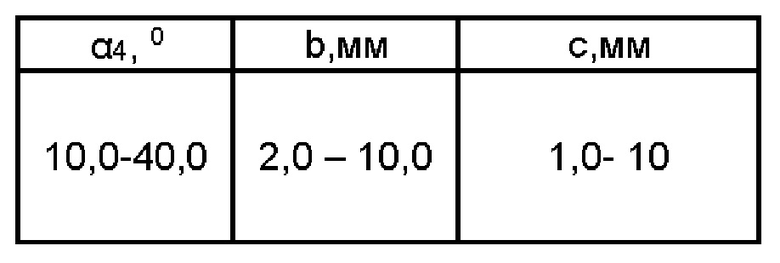
На торцы труб наносится фаска, варианты геометрических параметров которой приведены на фигурах 3 (а - в) и приведены в соответствующих таблицах.
Вариант выполнения фаски в соответствии с Фиг. 3 (а), геометрические параметры которой приведены ниже, применяется для толщин базового слоя более 25 мм:
Вариант выполнения фаски в соответствии с Фиг. 3 (б), геометрические параметры которой приведены ниже, применяется для толщин базового слоя от 15 мм до 25 мм:
Вариант выполнения фаски в соответствии с Фиг. 3 (в), геометрические параметры которой приведены ниже, применяется для толщин базового слоя до 15 мм:
Данная форма фаски позволяет исключить перемешивание базового и плакирующего слоя при сварке кольцевых соединений при монтаже трубопроводов, что минимизирует возникновение горячих трещин.
Затем производят гидравлическое испытание.
Гидравлическое испытание производится на гидротестере HAT 20ʺ-56ʺ×1.375 Х70.
Гидравлическому испытанию подвергается каждая труба по всей длине.
Трубы должны выдерживать давление гидроиспытания без наличия течей.
Давление гидроиспытания рассчитывают по формуле

где
S - минимальная толщина стенки базового слоя, мм;
R - расчетное значение окружных напряжений в стенке трубы, принимаемое равным 95% минимального нормативного предела текучести базового слоя, МПа;
D - номинальный наружный диаметр, мм.
Результат расчета округляют с точностью до 0,1 МПа.
Фактическое давление гидроиспытания не должно превышать минимальное расчетное давление испытания более чем на 5%.
Минимальное время выдержки должно быть не менее 10 секунд после стабилизации давления.
После чего осуществляют обработку поверхности плакированного слоя.
Для обеспечения коррозионной стойкости плакированного слоя производится пассивация - формирование на поверхности металла тонких оксидных или солевых пленок, которые защищают его от внешней коррозии. Такое покрытие препятствует контакту металла с кислородом и агрессивными средами.
При пассивировании поверхности металлических изделий, производится обработка растворами химических соединений, обладающих окислительными свойствами. Нанесение растворов на поверхность осуществляется методами распыления или погружения, с помощью специального оборудования.
Процесс пассивирования трубы состоит из следующих этапов:
1. Обезжиривание внутренней поверхности трубы.
2. Промывка внутренней поверхности трубы водой от остатков обезжиривающего раствора.
3. Обработка водным кислотным раствором (содержащим до 25 масс. % азотной кислоты и до 3 масс. % дихромата натрия (Na2Cr2O7)), с выдержкой в течении 30-60 минут, при температуре 18-30°С. Увеличение концентрации реагентов и температуры ведения процесса оказывают непосредственное влияние на скорость образования защитной пленки, и, как следствие, уменьшая время выдержки. Таким образом коррозионная стойкость обеспечивается оптимальным сочетанием указанных параметров проведения процесса (концентрацией реагентов, температурой, временем выдержки).
4. Промывка внутренней поверхности трубы щелочным водным раствором (KOH или NaOH) концентрацией до 6%, с целью нейтрализации остатков пассивирующих растворов.
5. Промывка внутренней поверхности трубы водой, с целью удаления следов реагентной обработки.
6. Сушка внутренней поверхности трубы.
После проведения технологического процесса проводится оценка качества нанесенного слоя. Для этого используется химический метод: поверхность трубы обрабатывается химическим раствором (например, раствор железосинеродистого калия в азотной кислоте). Процедура дает возможность выявить области некачественной обработки. В области, где полученный слой довольно тонкий или его нет, появляется синий оттенок. Данным методом выборочно проверяют трубы одной партии.
ВАЖНО: процедура проводится сразу после цикла пассивации, т.к. с течением времени на внутреннюю поверхность трубы из воздуха цеха покрытий труб возможно попадание частиц металлической пыли, которая может вступить в реакцию при проведении контроля.
При получении неудовлетворительных результатов труба возвращается на повторную пассивацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| Способ производства прямошовных труб большого диаметра из низколегированной стали | 2022 |
|
RU2792989C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ изготовления электросварных труб диаметром от 508 до 1422 мм с толщиной стенки от 6 до 20 мм из аустенитных марок стали | 2022 |
|
RU2787204C1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
Изобретение относится к изготовлению прямошовной сварной плакированной трубы. Осуществляют обработку продольных кромок плакированного стального листа одновременно с обеих сторон методом фрезерования. Осуществляют формовку листов в трубную заготовку методом трехвалковой гибки и дополнительно догибают до заданного радиуса продольные кромки. Осуществляют предварительную сварку базового слоя методом однодуговой автоматической сварки в среде защитного газа технологическим продольным швом по всей длине базового слоя и приваривают технологические планки механизированной дуговой сваркой в среде защитного газа. Осуществляют сварку внутреннего и наружного продольных швов базового слоя многодуговой автоматической сваркой под слоем флюса. Осуществляют наплавку плакирующего продольного шва на внутренний продольный шов базового слоя посредством электрошлаковой наплавки наплавочной лентой. Толщина наплавленного слоя выполнена не менее толщины плакированного слоя. Осуществляют удаление технологических планок и снимают усиление наружного шва. Осуществляют экспандирование полученных труб и их торцовку. В результате повышается стойкость к коррозионному воздействию. 8 з.п. ф-лы, 4 ил.
1. Способ изготовления прямошовной сварной плакированной трубы, включающий этапы, на которых:
изготавливают плакированный стальной лист, состоящий из базового и плакирующего слоя,
осуществляют обработку продольных кромок плакированного стального листа одновременно с обеих сторон методом фрезерования,
при этом удаляют плакированный слой на расстоянии 5-30 мм от края базового слоя и снимают фаску на плакированном слое под углом 5-60°, причем на базовом слое со стороны плакированного слоя снимают фаску под углом от 20 до 50°, а с противоположной стороны от плакированного слоя снимают фаску под углом 20-45°,
осуществляют травление продольных кромок,
осуществляют формовку листов в трубную заготовку методом трехвалковой гибки и дополнительно догибают до заданного радиуса продольные кромки,
осуществляют предварительную сварку базового слоя методом однодуговой автоматической сварки в среде защитного газа технологическим продольным швом по всей длине базового слоя и приваривают технологические планки механизированной дуговой сваркой в среде защитного газа,
осуществляют сварку внутреннего продольного шва базового слоя многодуговой автоматической сваркой под слоем флюса за один проход таким образом, что сварной шов начинается и заканчивается на технологических планках,
осуществляют сварку наружного продольного шва базового слоя многодуговой автоматической сваркой под слоем флюса за один проход таким образом, что сварной шов начинается и заканчивается на технологических планках,
осуществляют визуальный контроль продольного шва,
и осуществляют рентгенотелевизионный контроль продольных швов базового слоя по всей длине труб,
осуществляют наплавку плакирующего продольного шва на внутренний продольный шов базового слоя посредством электрошлаковой наплавки наплавочной лентой,
при этом толщина наплавленного слоя выполнена не менее толщины плакированного слоя, усиление наплавленного слоя составляет до 7,0 мм, а ширина наплавленного слоя на 1,5 мм больше величины разделки,
при этом наплавку осуществляют материалами, аналогичными по химическому составу с плакированным слоем, при этом содержание легирующих элементов в наплавленном слое не меньше, чем в плакированном слое;
осуществляют удаление технологических планок и на расстоянии не менее 150 мм снимают усиление наружного шва до 0,5 мм,
осуществляют экспандирование полученных труб с коэффициентом не более 1,5%,
производят торцовку труб, при этом снимают фаску на базовом слое под углом от 10 до 50°, и снимают фаску на плакирующем слое под углом от 1 до 5°,
и производят обработку поверхности плакированного слоя.
2. Способ по п.1, отличающийся тем, что в качестве плакирующего слоя используют нержавеющую сталь ферритного, аустенитного, мартенситного и смешанных классов, а также используют сплавы на основе никеля.
3. Способ по п.1, отличающийся тем, что в качестве защитного газа при предварительной сварке базового слоя используют СО2.
4. Способ по п.1, отличающийся тем, что изготавливают плакированный стальной лист по технологии горячей пакетной прокатки, или технологии наплавки, или технологии сварки взрывом, или порошковой металлургией.
5. Способ по п.1, отличающийся тем, что травление продольных кромок осуществляют 10% водным раствором персульфата аммония.
6. Способ по п.1, отличающийся тем, что в качестве базового слоя используют сталь классов прочности К42-К90 различных марок стали, сталь базового слоя в том числе может характеризоваться следующими характеристиками: повышенная хладостойкость, повышенная чистота по неметаллическим включениям.
7. Способ по п.1, отличающийся тем, что при сварке технологического продольного шва плакированный слой защищают от попадания брызг от сварки.
8. Способ по п.1, отличающийся тем, что обработка поверхности плакированного слоя состоит из этапов, на которых:
обезжиривают внутреннюю поверхность трубы,
промывают внутреннюю поверхность трубы водой от остатков обезжиривающего раствора,
обрабатывают водным кислотным раствором, содержащим до 25 мас.% азотной кислоты и до 3 мас.% дихромата натрия (Na2Cr2O7), с выдержкой в течение 30-60 минут, при температуре 18-30°С,
промывают внутреннюю поверхность трубы щелочным водным раствором KOH или NaOH концентрацией до 6%,
промывают внутреннюю поверхность трубы водой с целью удаления следов реагентной обработки,
осуществляют сушку внутренней поверхности трубы.
9. Способ по п.1, отличающийся тем, что экспандирование осуществляют в холодном состоянии по всей длине полученных труб, при этом перед экспандированием трубы промывают внутри водой под высоким давлением и на внутреннюю поверхность трубы наносят эмульсию, смазывающую поверхность, а после процесса экспандирования осуществляют промывку внутренней поверхности труб.
| Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва | 1988 |
|
SU1639931A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| WO 2016143271 A1, 15.09.2016. | |||

