Изобретение относится к первичной обработке пластических масс путем смешения их с модифицирующими добавками (стаби- |лизаторами, красителями, наполнителями ;и т. п.) и может быть использовано в про- I цессах химической технологии, реализующих ;синтез пластмасс в виде расплава, в химической промышленности.
Целью изобретения является повышение : качества модифицированных пластмасс и I экономия модифицирующих добавок.
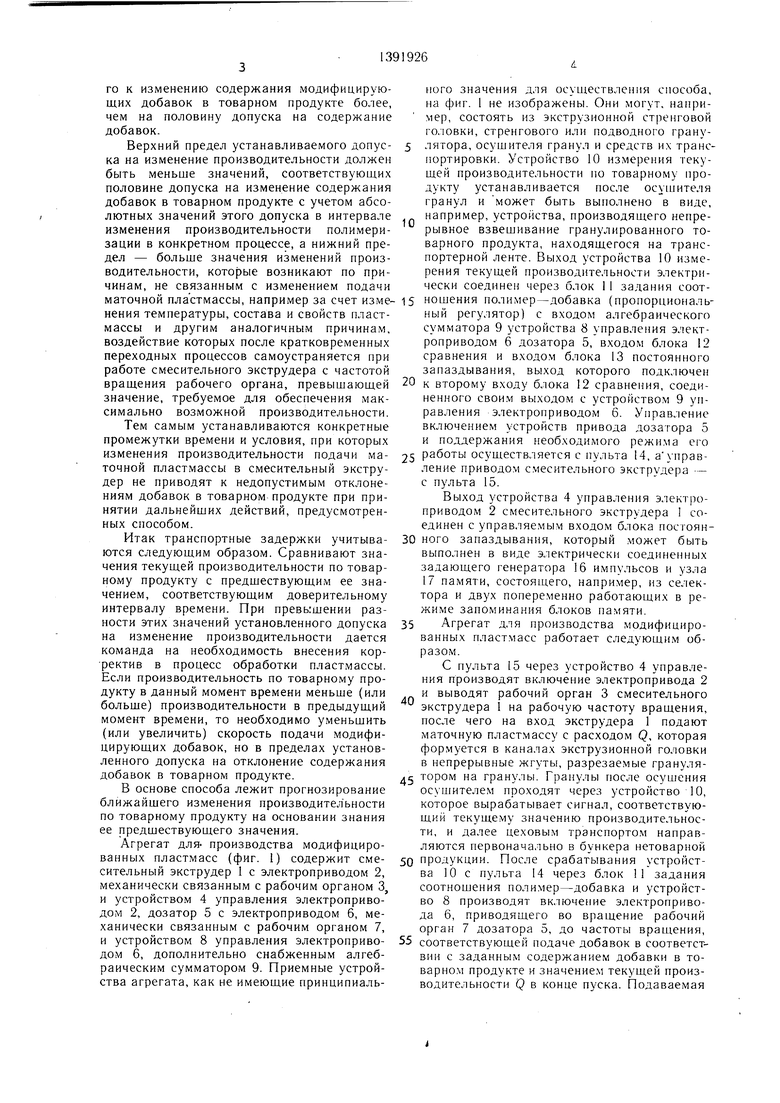
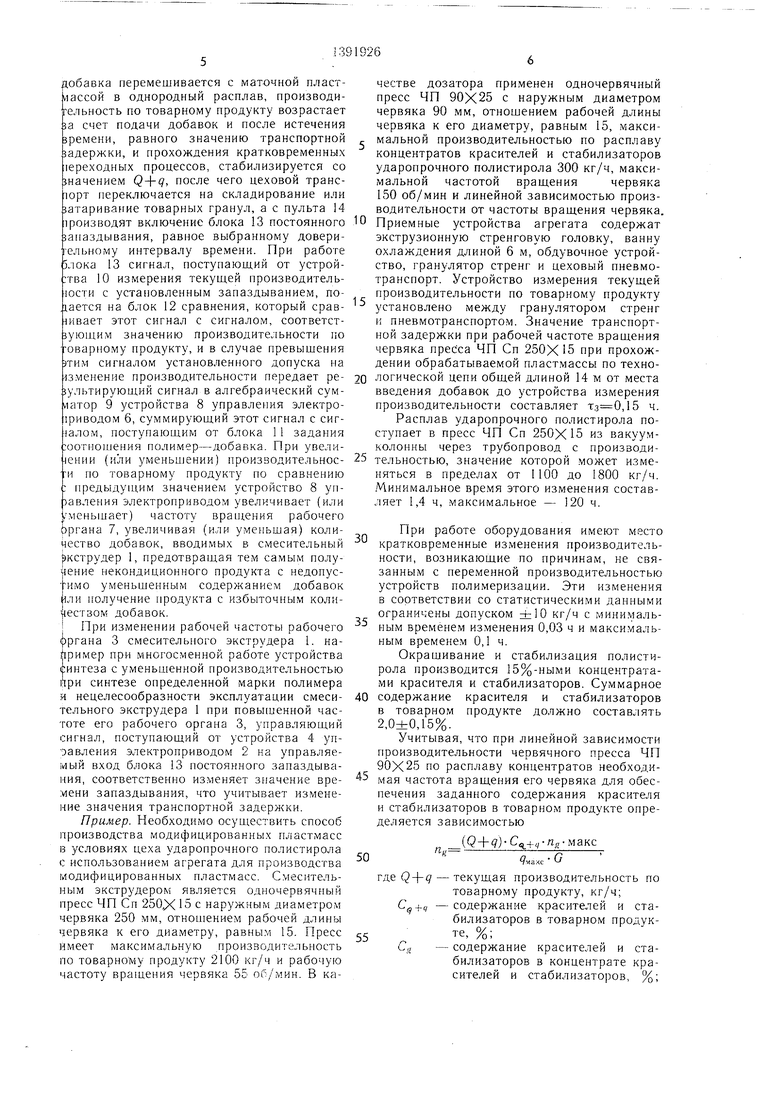
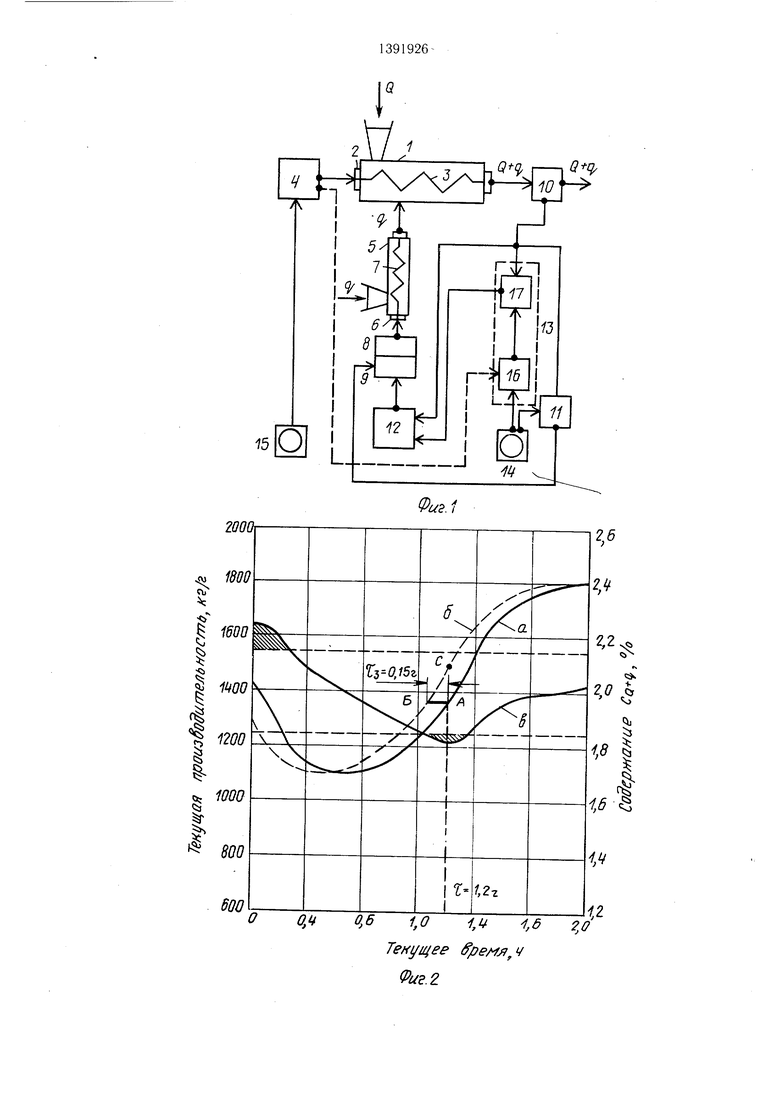
На фиг. 1 представлена блок-схема агрегата для производства модифицированных нластмасс; на фиг. 2 - кривые зависимости производительности по товарному продукту и содержания модифицирующих добавок в товарном продукте в процессе производства стабилизированного и окрашенного ударопрочного полистирола при работе агрегата после пуска без учета транспортных задержек; на. фиг. 3 - то же, при осуществлении агрегатом способа производства .модифицированных пластмасс и его работе с учетом транспортных задержек.
Способ производства модифицированных I пластмасс заключается в том, что в смеси- iтельный экструдер подают маточную пласт- ;массу и независимо и одновременно при по- ; мощи дозатора подают модифицируюш.ие добавки, производят смешение вращающимся рабочим органом смесительного экстру- дера маточной пластмассы и добавок в рав- номерный расплав. Процесс смещения производят при постоянной частоте вращения iрабочего органа смесительного экструдера iнезависимо от значения объемной подачи I маточной пластмассы. Полученный расплав гранулируют на гранулы, осушают и подают на складирование в бункера или затаривание, выполняя при этом измерение текущей производительности по товарному продукту. Скорость подачи модифицирующих добавок устанавливают в соответствии с заданным содержанием в товарном продукте с учетом возможных отклонений, не превышающих допуск на содержание модифицирующих добавок. Па основании статистического анализа изменений производительности устройств .синтеза маточной пласт.массы и значений транспортных задержек в технологической цепи от места введения добаво:; до места измерения текущей производительности по товарному продукту для конкретных условий производства устанавливают значения доверительного интервала времени и допуска на изменение производительности по товарному продукту в течение этого интервала. Одновременно с измерением текущей производительности производят запоминание ее значения и сравнивают это значение с предществующим значением, соответствующим доверительному интервалу времени. Допускается возможность как непрерывного, так и дискретного измерения и сравнения значений производительности. При
изменений этих значений друг по отношению к другу более установленного допуска на изменение производительности пропорционально этому изменению изменяют скорость
подачи модифицирующих добавок (воздействием на привод дозатора) в пределах установленного допуска на их содержание в готовом продукте. Выбираемый доверительный интервал времени в соответствии со способом производств.а модифицированных пластмасс могут изменять пропорционально устанавливаемой частоте рабочего органа смесительного экструдера.
Способ предназначен для производства полимеров, в которых маточную пластмассу
в виде расплава, получаемую в устройствах синтеза, через ряд устройств, не входящих в состав агрегата, подают на вход смесительного экструдера. Поско„тьку производительность устройств синтеза зависит от многих, в том числе случайных факторов, объ0 емная подача пластмассы является переменной величиной и в один и.тот же момент времени значение подачи маточной пластмассы на вход смесительного экструдера и значение производительности по готовому
- продукту оказываются различными в случае нестабильности подачи и сопутствующих этой нестабильности переходных процессов. Причиной возникновения разницы значений производительности является, транспортная задержка, соответствующая времени, необQ ходимому для прохождения пластмассой расстояния от места введения модифицированных добавок до места измерения производительности. При отсутствии учета транспортной задержки скорость подачи добавок устанавливают пропорциональной
5 производительности по готовому продукту, а поскольку производительность смесительного экструдера в месте введения модифицирующих добавок может быть больще (или меньше) производительности по товарному продукту в месте ее измерения, то в поток
0 маточной пластмассы вводится меньшее (или большее) количество добавок, качество товарного продукта ухудшается, при введении избыточного количества добавок неоправданно увеличивается их расход, а при ,,. введении меньшего количества по сравнению с установленным допуском на содержание добавок возникает брак товарного продукта. При осуществлении способа производства модифицированных пластмасс с учетом т ранспортных задержек в первую очередь
Q задаются доверительным интервалом времени и допуском на изменение производительности в течение доверительного интервала времени, которые выбирают исходя из следующих рекомендаций.
Доверительный интервал времени дол5 жен быть равным или меньше времени транспортной задержки, в течение доверительного интервала времени не должно произойти изменения производительности, приводящего к изменению содержания модифицирующих добавок в товарном продукте более, чем на половину допуска на содержание добавок.
Верхний предел устанавливаемого допуска на изменение производительности должен быть меньше значений, соответствующих половине допуска на изменение содержания добавок в товарном продукте с учетом абсолютных значений этого допуска в интервале изменения производительности полимеризации в конкретном процессе, а нижний предел - больще значения изменений производительности, которые возникают по причинам, не связанным с изменением подачи маточной пластмассы, например за счет изменения температуры, состава и свойств пластмассы и другим аналогичным причинам, воздействие которых после кратковременных переходных процессов самоустраняется при работе смесительного экструдера с частотой вращения рабочего органа, превышающей значение, требуемое для обеспечения максимально возможной производительности.
Тем самым устанавливаются конкретные промежутки времени и условия, при которых изменения производительности подачи маточной пластмассы в смесительный экстру- дер не приводят к недопустимым отклонениям добавок в товарном продукте при принятии дальнейших действий, предусмотренных способом.
Итак транспортные задержки учитываются следующим образом. Сравнивают значения текущей производительности по товарному продукту с предществующим ее значением, соответствующим доверительному интервалу времени. При превышении разности этих значений установленного допуска на изменение производительности дается команда на необходимость внесения кор- ректив в процесс обработки пластмассы. Если производительность по товарному продукту в данный момент времени меньше (или больше) производительности в предыдущий момент времени, то необходимо уменьшить (или увеличить) скорость подачи модифицирующих добавок, но в пределах установленного допуска на отклонение содержания добавок в товарном продукте.
В основе способа лежит прогнозирование ближайшего изменения производительности по товарному продукту на основании знания ее предшествующего значения.
Агрегат для- производства модифицированных пластмасс (фиг. 1) содержит смесительный экструдер 1 с электроприводом 2, механически связанным с рабочим органом 3, и устройством 4 управления электроприводом 2, дозатор 5 с электроприводом 6, механически связанным с рабочим органом 7, и устройством 8 управления электроприводом 6, дополнительно снабженным алгебраическим сумматором 9. Приемные устройства агрегата, как не имеющие принципиаль
ного значения для осуществления способа,
на фиг. 1 не изображены. Они могут, напри мер, состоять из экструзионной стренговой
головки, стренгового или подводного гранулятора, осушителя гранул и средств их транспортировки. Устройство 10 измерения текущей производительности по товарному продукту устанавливается после осу1пителя гранул и может быть выполнено в виде, например, устройства, производящего непрерывное взвешивание гранулированного товарного продукта, находящегося на транспортерной ленте. Выход устройства 10 измерения текущей производительности электрически соединен через блок 1I задания соот5 ношения полимер-добавка (пропорциональный регулятор) с входом алгебраического сумматора 9 устройства 8 управления электроприводом 6 дозатора 5, входом блока 12 сравнения и входом блока 13 постоянного запаздывания, выход которого подключен
0 к второму входу блока 12 сравнения, соединенного своим выходом с устройством 9 управления электроприводом 6. Управление включением устройств привода дозатора 5 и поддержания необходимого режима его
5 работы осуществляется с пульта 14, а прав- ление приводом смесительного экструдера - с пульта 15.
Выход устройства 4 управления электроприводом 2 смесительного экструдера I соединен с управляемым входом блока постоян0 ного запаздывания, который может быть выполнен в виде электрически соединенных задающего генератора 16 импульсов и узла 17 памяти, состоящего, например, из селектора и двух попеременно работающих в режиме запоминания блоков памяти.
5 Агрегат для производства модифицированных пласт.масс работает следующим образом.
С пульта 15 через устройство 4 управления производят включение электропривода 2 и выводят рабочий орган 3 смесительного экструдера 1 на рабочую частоту вращения, после чего на вход экструдера 1 подают маточную пластмассу с расходом Q, которая формуется в каналах экструзионной головки в непрерывные жгуты, разрезаемые грануля5 тором на гранулы. Гранулы после осушения осушителем проходят через устройство 10, которое вырабатывает сигнал, соответствующий текущему значению производительности, и далее цеховым транспортом направляются первоначально в бункера нетоварной
0 продукции. После срабатывания устройства 10 с пульта 14 через блок 1 задания соотнощения полимер-добавка и устройство 8 производят включение электропривода 6, приводящего во вращение рабочий орган 7 дозатора 5, до частоты вращения,
5 соответствующей подаче добавок в соответствии с заданным содержанием добавки в товарном продукте и значением текущей производительности Q в конце пуска. Подаваемая
0
добавка перемешивается с маточной пласт- иассой в однородный расплав, производи- гельность по товарному продукту возрастает за счет подачи добавок и после истечения зремени, равного значению транспортной задержки, и прохождения кратковременных переходных процессов, стабилизируется со значением Q+q, после чего цеховой транс- юрт переключается на складирование или }атаривание товарных гранул, а с пульта 14 фоизводят включение блока 13 постоянного запаздывания, равное выбранному довери- гельному интервалу времени. При работе олока 13 сигнал, поступающий от устрой- ггва 10 измерения текущей производитель- юсти с установленным запаздыванием, подается на блок 12 сравнения, который сравнивает этот сигнал с сигналом, соответст- зующим значению производительности по товарному продукту, и в случае превыщения этим сигналом установленного допуска на вменение производительности передает результирующий сигнал в алгебраический сум- натор 9 устройства 8 управления электро- фиводом 6, суммирующий этот сигнал с сигналом, поступающим от блока 11 задания :оотно1иения полимер-добавка. При увеличении (или уменьшении) производительности по товарному продукту по сравнению о предыдущим значением устройство 8 управления электроприводом увеличивает (или уменьшает) частоту вра1цения рабочего Органа 7, увеличивая (или уменьшая) количество добавок, вводимых в смесительный кструдер 1, предотврапдая тем самым полу- мнение некондиционного продукта с недопус- |имо уменьшеннь м содержанием добавок Или получение гфодукта с избыточным коли- |iecT30M добавок.
; При изменении рабочей частоты рабочего ||)ргана 3 смесительного экструдера 1. на- (1ример при многосменной работе устройства (ринтеза с уменьшенной производительностью йри синтезе определенной марки полимера и нецелесообразности эксплуатации смесительного экструдера 1 при повьпиенной частоте его рабочего органа 3, управляющий сигнал, поступающий от устройства 4 управления электроприводом 2 на управляемый вход блока 13 постоянного запаздывания, соответственно изменяет значение времени запаздывания, что учитывает измене- кие значения транспортной задержки.
Пример. Необходимо осуществить способ производства модифицированных пластмасс в условиях цеха ударопрочного полистирола с использованием агрегата для производства модифицированных пластмасс. Смесительным экструдером является одночервячный пресс ЧП Сп 250Х 15 с наружным диаметром червяка 250 мм, отноишнием рабочей длины червяка к его диаметру, равным 15. Пресс имеет максимальную производительность по товарному продукту 2100 кг/ч и рабочую частоту вращения червяка 55 об/мин. В качестве дозатора применен одночервячный пресс ЧП 90X25 с наружным диаметро.м червяка 90 мм, отношением рабочей длины червяка к его диаметру, равным 15, .максимальной производительностью по расплаву концентратов красителей и стабилизаторов ударопрочного полистирола 300 кг/ч, максимальной частотой вращения червяка 150 об/мин и линейной зависимостью производительности от частоты вращения червяка.
Приемные устройства агрегата содержат экструзиоиную стренговую головку, ванну охлаждения длиной 6 м, обдувочное устройство, гранулятор стренг и цеховый пневмотранспорт. Устройство измерения текущей производительности по товарному продукту установлено между гранулятором стренг и пневмотранспортом. Значение транспортной задержки при рабочей частоте вращения червяка прес са ЧП Сп 250X15 при прохождении обрабатываемой пластмассы по техно0 логической цепи общей длиной 14 м от места введения добавок до устройства измерения производительности составляет т.,15 ч. Расплав ударопрочного полистирола поступает в пресс ЧП Сп 250X15 из вакуу.м- колонны через трубопровод с производи5 тельностью, значение которой может изменяться в пределах от 1100 до 1800 кг/ч. Минимальное время этого изменения составляет 1,4 ч, максимальное - 120 ч.
При работе оборудования имеют место кратковременные изменения производительности, возникающие по причинам, не связанным с переменной производительностью устройств полимеризации. Эти изменения в соответствии со статистическими данными ограничены допуском ±10 кг/ч с минималь- ным временем изменения 0,03 ч и максимальным временем 0,1 ч.
Окрашивание и стабилизация полистирола производится 15%-ньши концентратами красителя и стабилизаторов. Суммарное 0 содержание красителя и стабилизаторов в товарном продукте должно составлять 2,0±0,15%.
Учитывая, что при линейной зависимости производительности червячного пресса ЧП 90X25 по расплаву концентратов необходи- 5 мая частота вращения его червяка для обеспечения заданного содержания красителя и стабилизаторов в товарном продукте определяется зависимостью
(),-nf,- макс
гле - текущая производительность по
товарному продукту, кг/ч; , -содержание красителей и стабилизаторов в товарном продук5 .
Сд - содержание красителей и стабилизаторов в концентрате красителей и стабилизаторов, %;
0
-максимальная частота вращения рабочего органа дозатора (червячного пресса ЧП 90X25), об/мин;
- требуемая частота вращения
рабочего органа дозатора,
об/мин;
- максимальная производительность дозатора, кг/ч,
- HF - -/ Исходя из этого соотнощения устанавливают задачу блока задачи соотнощения полимер-добавка.
Производят выбор доверительного интервала Бремени, который должен быть мень ще времени транспортной задержки, а также меньще времени, в течение которого изменение производительности может привести к изменениям содержания в товарном продукте, выходящем за поле допуска.
Вследствие изменения производительности полимеризации максимальное изменение производительности по товарному продукту в данном процессе составляет 700 кг/ч, а поскольку при измерениях на это значение могут накладываться кратковременные изменения производительности, принимаем во внимание значение 720 кг/ч. Учитывая минимальное время, за которое происходит изменение объемной подачи маточной пластмассы, находим максимальную скорость изменения производительности Киакс
1,4кг
Анализируя процесс стабилизации и окра щивания ударопрочного полистирола, находим, что наиболее опасная ситуация возникает при работе с меньщими значениями производительности. В этом случае увеличение производительности на 7,5% от минимального значения приводит к недопустимому уменьщению содержания добавок в товарном продукте, т. е. к его браку. Исходя из нижнего предела производительности по маточной пластмассе (дополнительное количество полистирола, поступающего с расплавом концентратов добавок, создает гарантированный запас), принимаем верхний предел допуска на изменение производительности равным ,5 кг/ч.
Учитывая максимальную скорость изменения производительности, находим, что доверительный интервал времени должен быть
,16 ч.
Поэтому выбор доверительного интервала вр емени выполняем по времени транспортной задержки.
,15 ч.
0
5
0
5
0
5
5
0
5
0
Нижний предел допуска на изменение производительности принимаем в соответствии со значением кратковременных изменений производительности, равным
Ла„„ 10 кг/ч.
Установку доверительного интервала времени производят при помощи блека постоянного запаздывания.
В пусковой период до включения блока 13 постоянного запаздывания агрегат осуществляет известный способ. Этот режим работы схематически представлен на фиг. 2, lia которой кривая а - зависимость от времени производительности по товарному продукту, измеряемой устройством 10, кривая б - то же, со смещение.м на вре.мя транспортной задержки, кривая а - зависи.мость от времени содержания добавок красителя и стабилизаторов в товарном ударопрочном полистироле. Горизонтальными пунктирными линиями на фиг. 2 представлены верхний и нижний пределы допустимого содержания добавок в ударопрочном полистироле, за- щтрихованные участки указывают на отклонение содержания добавок от допустимых значений. В качестве примера рассмотрим работу агрегата в момент времени ,2 ч. При этом измеренное значение текущей производительности составляет ), 1370 кг/ч. Блок 11 задания соотношения полимер-добавка устанавливает частоту вращения червяка червячного пресса ЧП 90X25 в соответствии с приведенным значением 1370 кг/ч, т. е. при таком регулировании предполагается, что производительность по расплаву в месте введения добавок равна производительности по товарному продукту, т. е. {Q+9)(Q + ), кг/ч В действительности (фиг. 2) производительность по расплаву 8 месте введения добавок в момент из.мерения уже возросла и составляет (Q-4-9) кг/ч,в расплав маточной пластмассы вводится недостаточное количество добавок и их содержание составляет 1,82% вместо минимально допусти.мого значения 1,85%, а продукт (нижняя защтрихо- ванная область) идет в брак. По аналогичным причинам возникает введение лип1него количества добавок (защтрихованный участок в верхней части на фиг. 2).
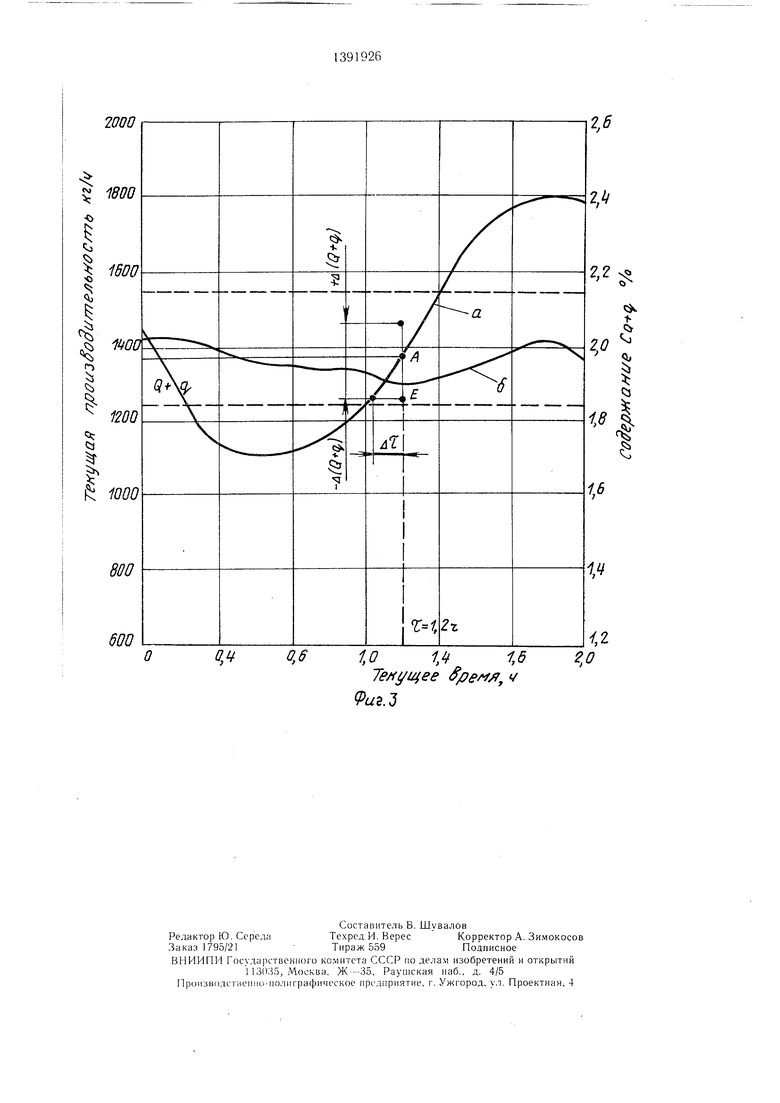
После включения блока 13 постоянного запаздывания агрегат для производства модифицированных пластмасс осуществляет данный способ. График режи.ма работы аг-- регата при осуществлении способа представлен на фиг. 3, на которой кривая а - зависимость от времени производительности по товарно.му продукту, измеряемой устройством 10, кривая б - зависимость от времени содержания добавок красителя и стабилизаторов в товарном ударопрочном полистироле. Как и ранее (фиг. 2), при аналогичных условиях (в качестве примера рассматривается работа агрегата при значении
Текущего времени ,2 ч) устройство 10 1|змерения текущей производительности из- г еряет значение {Q-l-), 1370 кг/ч. Ранее тим устройством в момент времени, отстоя- от настоящего на доверительный интервал времени ,15 ч, было измерено : начение (Q + )i. кг/ч. Блок 12 срав- 1ения сравнивает поступающие на него сиг- 1алы, соответствующие значениям (), i (Q-{-q)f, и вырабатывает сигнал, равный )азности, т. е. пропорциональный значению i(Q4-9l 110 кг/ч. Поскольку это значение по абсолютному значению больще установленного минимума случайных изменений производительности (10 кг/ч) данный сигнал поступает в алгебраический сумматор 9 уст- юйства 8 управления электроприводом 6 и преобразовывается в сигнал, соответствующий значению производительности {Q + (/)A-A(Q+9)A 1370-f210 1480 кг/ч. Тем самым на основании предшествующей информации о производительности в месте ее измерения прогнозируется значение в месте введения добавок, которое оказывается близким к фактическому (фиг. 2), так как {Q+ ) кг/ч, частота вращения червяка пресса ЧП 90X25 устанавливается в соответствии со значением, близким к требуемому для подачи количества добавок в-соответствии с принятой рецептурой, и содержание добавок не выходит из поля допуска и состав; яет 1,9% вместо минимально допустимого значения 1,85%. В области верхнего допуска на содержание добавок (фиг. 3) способ осуществляется аналогично.
Тем самым исключается перерасход добавок и повышается качество товарного продукта.
Таким образом, использование предлагаемого способа повышает качество модифицированных пластмасс (устраняется брак или перевод в более низкую категорию качества до 15% продукта) и уменьшается расход модифицирующих добавок до 2,8%.
Формула изобретения
1. Способ производства модифицированных пластмасс путем подачи модифицирующих добавок дозатором в смесительный экструдер, запитываемый маточной пластмассой, смещения добавок и маточной пластмассы вращающимся рабочим органом смесительного экструдера с образованием равномерного расплава, гранулирования расплава и измерения текущей производительности по товарному продукту с изменением скорости подачи добавок в соответствии с их заданным содержанием и допуском на отклонение от их содержания в товарном продукте, отличающийся тем, что, с целью повышения качества модифицированных пластмасс и экономии модифицирующих добавок, устанавливают доверительный интервал времени и допуск на изменение производительл ности в течение этого интервала, одновременно с измерением текущей производительности производят запоминание ее значения, сравнивают это значение с предшествующим значением, соответствующим доверительному интервалу времени, и при отклонении
5 значений одно от другого более установлен. ного допуска на изменение производительности пропорционально этому отклонению изменяют скорость подачи модифицирующих добавок в пределах установленного допуска на их содержание в товарном продукте.
2.Способ по п. 1, отличающийся тем, что доверительный интервал времени изменяют пропорционально устанавливаемой частоте вращения рабочего органа смесительного
5 экструдера.
3.Агрегат для производства модифицированных пластмасс, содержащий смесительный экструдер и дозатор для подачи модифицирующих добавок с устройствами управления их электроприводами, гранулятор и уст0 ройство измерения текущей производительности по товарному продукту, соединенное своим выходом с устройством управления электроприводом дозатора, отличающийся тем, что, с целью повыщения качества модифицированных пластмасс и экономии моди5 фицирующих добавок, агрегат снабжен блоком постоянного запаздывания и блоком сравнения текущего и предществуюцлего за доверительный интервал времени значений производительности, при этом выход устройства измерения текущей производи-., тельности соединен с входом блока сравнения и блока постоянного запаздывания, выход которого подключен к второму входу блока сравнения, соединенного своим выходом с устройством управления электропри5 водом дозатора, дополнительно снабженным алгебраическим сумматором.
4.Агрегат по п. 3, отличающийся тем, что выход устройства управления электроприводом смесительного экструдера подключен к управляемому входу блока постоянного запаздывания.
0
I
h
,
2000
600
0,8
2
1,,6
7e/ft/uiee pe/, /
ae.J
2,0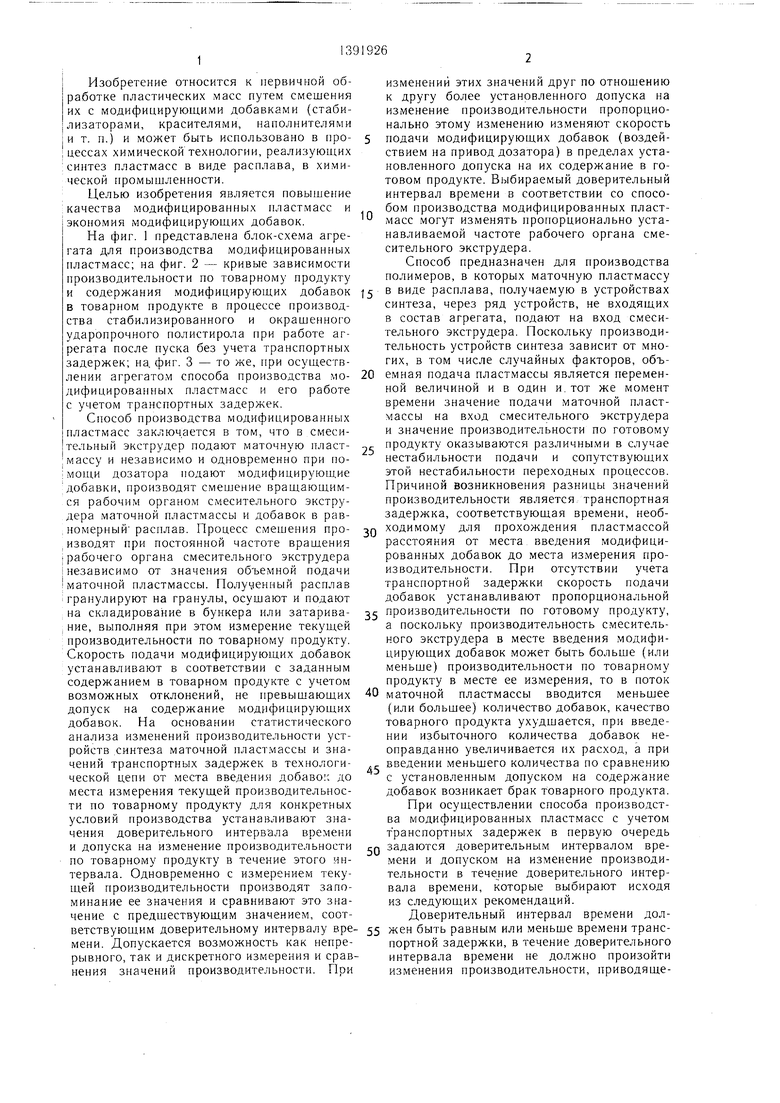
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер для переработки пластмасс | 1985 |
|
SU1572826A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ (ВАРИАНТЫ) | 2011 |
|
RU2506283C2 |
| ЭЛАСТОМЕРНЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2482137C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СУПЕРКОНЦЕНТРАТА | 1992 |
|
RU2076116C1 |
| Способ управления процессом дозирования шихты для окускования железорудных материалов | 1989 |
|
SU1792438A3 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИЙ БИОПОЛИМЕРНОГО НАНОЧАСТИЧНОГО БИОЛАТЕКСА, ДЕМОНСТРИРУЮЩИХ УЛУЧШЕННЫЕ ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ, И КОМПОЗИЦИИ НА ИХ ОСНОВЕ | 2009 |
|
RU2531297C2 |
| БИОЛОГИЧЕСКИ РАЗРУШАЕМАЯ ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ СЛОЖНЫХ ЭФИРОВ ЦЕЛЛЮЛОЗЫ | 1996 |
|
RU2117016C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОНЦЕНТРАЦИИ МИНЕРАЛЬНЫХ УДОБРЕНИЙ В ПОЛИВОЧНОМ РАСТВОРЕ | 1993 |
|
RU2034442C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОИЗВОДСТВА ПЮРЕОБРАЗНЫХ КОНЦЕНТРАТОВ | 2007 |
|
RU2337552C1 |
| ПЛАСТМАССА, ПОГЛОЩАЮЩАЯ КИСЛОРОД | 2011 |
|
RU2559461C2 |
Изобретение относится к первичной обработке пластических масс путем смешения их с модифицирующими добавками и может быть использовано в химической промышленности. Цель изобретения - повышение качества модифицированных пластмасс и экономия модифицируюши.х добавок. Способ заключается в установлении доверительного интервала времени и допуска на изменение производительности, сравнении текущей производительности с предшествующим значением, соответствующим доверительному интервалу времени. При отклонении этих значений друг от друга более установленного допуска на изменение производительности пропорционально этому отклонению измеряют скорость подачи модифицирующих добавок в пределах установленного допуска на их содержание в товарном продукте. .Агрегат для осуществления способа содержит смесительный экструдер, дозатор, блок постоянного запаздывания и блок сравнения текущего и предшествующего за доверительный интервал времени значений производительности, выходы которых соединены с устройством управления электроприводом дозатора. Данное решение позволяет устранить брак или перевод в более низкую категорию качества до 15% продукта и уменьшить расход модифицирующих добавок до 2,8%. 2 с. п. ф-лы, 2 з. п. ф-лы, 3 ил. to (Л со со со Ю с
| Бармашин Е | |||
| П | |||
| и др | |||
| Крупнотоннажные червячные прессы для гранулирования расплавов термопластов | |||
| Обзорная информация | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЦИНТИ, ХИМНЕФТЕ- МАШ,-М.: 1979, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Патент США Хд 4155655, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
