Изобретение относится к упаковке Кондитер.ских изделий и может быть г рименено в хлебопекарной и кондитерской промышленности} в частности для упаковки печенья, галет, креке-- jia и вафель различных размеров и йонфигуратдии,
Целью изобретения ЯБЛяется г|(ение повреждения изделий, исключение возможности .набора неполных стоп гзделий, снижение разброса стоп изделий по массе и повышение производительности.
Цель достигается обеспечением возможности упаковки изделий с отклоне ПИЯМИ размеров по высоте и различной 1|;онфигурации и механизацией процес- da загрузки вертикальных питателей.
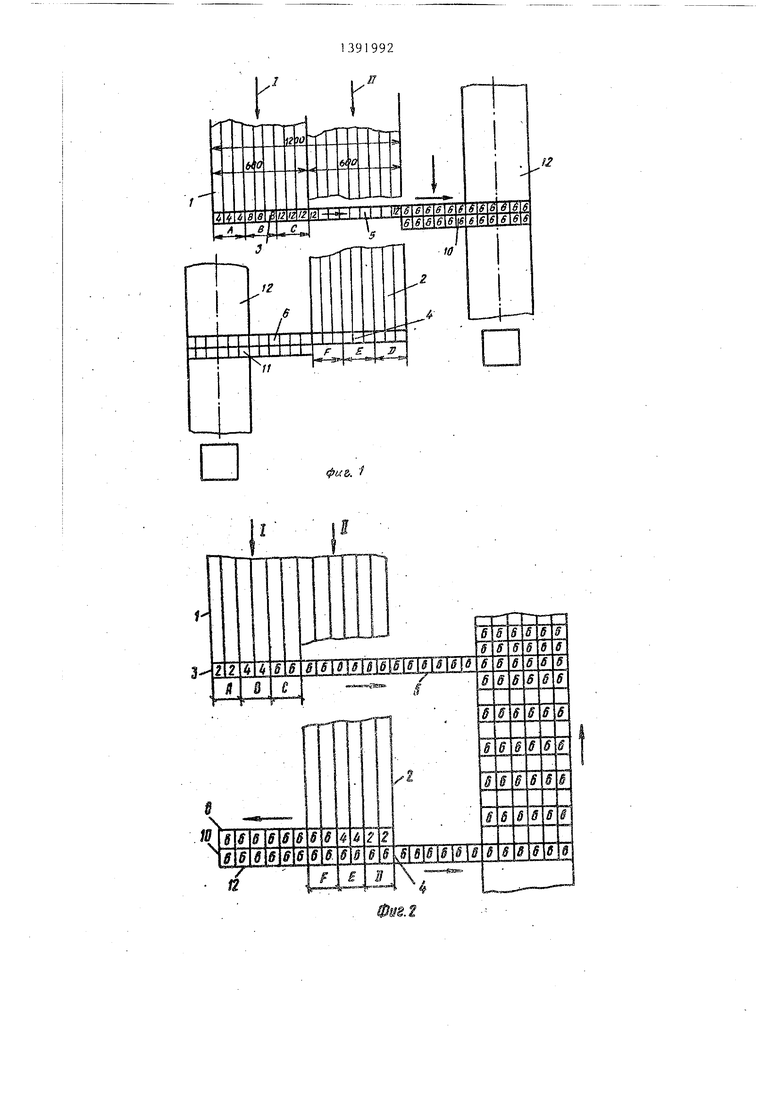
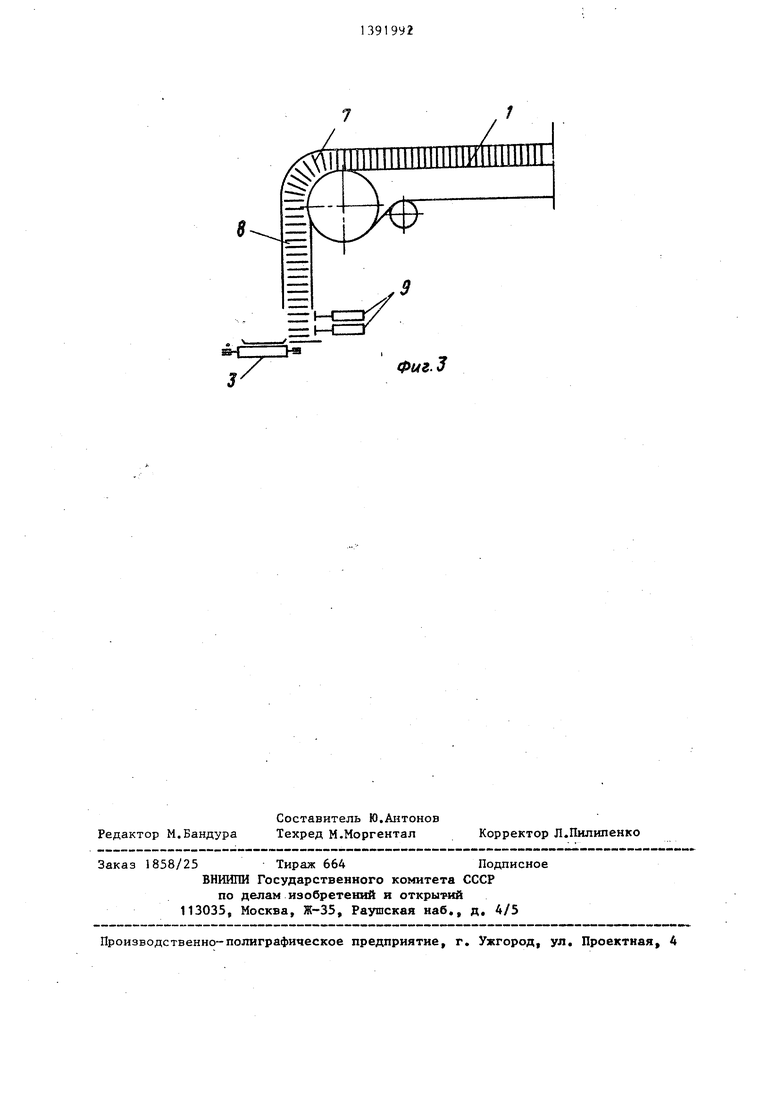
На фиг,1 изображена принципиальная схема выполнения способа упаковки мучнистых изделий| на фиг. 2 - го же,, при меньшей производительное- ги (пример) из фиГаЗ - принципиаль нал схема вертикального питателя : Способ упаковки мучнистых конди- ерских изделий осуществляется сле. / ующим образом,
: Изделия (например, печенье) со фтеккерующе го у(;;тройства (фиг,) поступают на ленточные транспортеры 1 И 2, разделяющие поток стеккерован- jjbix рядов изделий на два потока I и II, Разделение вызвано необходимостью гарантированной комплектации Стопы по принципу нарастающей степе- ш вероятности, т.е, от гфая к оси ijiOTOKaj поступающего со стеккерующе- ifo устройства. Это достигается тему JITO с пода печи изделия стеккеруют-. ся на двух отдел1зных транспортерах 1 и 2, имеющих различную длину, для отбора изделий на два приемных транспортера 3 и АЗ расположен1-1Ь Х перпендикулярно соответственно транспортерам 1 и 2, Продогисением транспортеров 3 и 4 являются отводящие транс-- портеры 5 и 6о При этом транспортер 4 расположен под верхней ветвью транспортера 2,
Транспортер I (фиг.З) подает стек 1«ерованные изделия на огибакзщий транспортер 7 и затем в шахты вертикальных питателей 8, количество которых соответствует числу рядов изделий на печном конвейере„ В результате изделия из положения на ребро переводятся в положение плашмя.
Тсе, из вертикального положения в горизонтальное„
Из шахты каждого питателя с по- ношдзЮ двух параллельных толкателей 9 изделия подаются на приемный транспортер 3 о Два толкателя преду смотре -- ны для обеспечения набора изделий из одного ряда за два приема (каждый
толкатель отбирает не более двух изделий) с целью сокращения погрешности по BiiicoTe стопы до ± 1 мм. При этом из потоков I и II разделен по ширине пода печи на части
AS Вр С и D, Е, F, число которых кратно трем. Такое дополнительное разделение необходимо для возможности набора стопы изделий из каждой части А, В, С или D, Ej F, так как
масса в крайних рядах печного конвейера (А и F)J как правило, минимальна, а в середине (Ej С и D, Е) максимальна5 поэтому комплектация каждой стопы изделий осуществляется
путем последовательной подачи на приемные транспортеры 3 и 4 изделий из питателей сначала из крайних частей А, D, затем из средних В Е и в Kojiu.e Cj F, В случае отсутствия изделий в крайних частях потока Aj D предусмотрена возможность д ополни- тельного набора изделий.в одном цикле за два раза в питателях -расположенных в средней части. Таким образом, обеспечивается гарантированный набор заданного количества изделий и обязательное наличие изделий 3 любой стопе из калздой части Aj В,
0
5
С и D, ЕЭ F потоков I и II, Таким образом., проводится полное усреднение массы единичных упаковок изделий.
Скомплектованные- стопы изделий приемных транспортеров 3 и 4 поступают на передающие транспортеры 5 и 6 и после переориентации устройствами 1 и 1 1 транспортеры i 2 и 13 упаковочной машины, где предваритель по из рулона упаковочного материала формируются коробочки, в.которые укладываются скомплектованные стопы изделий
Пример (фиг,J, Печенье со стеккерующего устройства, имеющего 8 рядов, поступает на транспортеры 1 и 2 которые разделяют 18 стекке- рованных рядов изделий на два потока I и II по 9 рядов в ка кдомо Кроме тоге, из котоков I и II разделен по ширине на три частиj соот
ветственно А, В, С и D, Е, F, по три стеккеровэнных ряда изделий в каждом.
С приемных транспортеров 1 и 2 (фиг.З) печенье поступает на огибающий транспортер 7 и, затем в 18 шахт вертикальных питателей 8 с переориентацией изделий из вертикального в горизонтальное положение. Из шахты питателя каждый из двух толкателей 9 направляет по два изделия на приемные транспортеры 3 и 4, движение которых перпендикулярно направлению стеккерованных рядов изделий. Таким образом в каждой кассете приемного транспортера за один цикл набираются стопы по Д изделия. После этого приемный транспортер сдвигается на шаг, равный по длине ширине трем ря- дам изделий, т.е. ширине частей А , и цикл повторяется. При этом в частях В и Е на три стопы по А изделия, поступивших .из трех рядов частей А и D, накладываются еще по четыре изделия. Таким образом образуются стопы по 8 изделий; Приемный транспортер вновь сдвигается на один шаг и на три стопы по 8 изделий поступивших из частей В и Е, в части С и F накладываются еще по 4 изделия После трех первых циклов на приемных транспортерах сформировано по три стопы из 12 изделий. Во все последующие циклы работы машины на приемных транспортерах при его сдвиге на один шаг комплектуются по 3 стопы из 12 изделий.
В случае отсутствия изделий в крайних рядах частей А и D потоков I и II питатели частей В и Е, С и F срабатывают за один цикл по два раза.
Скомплектованные стопы изделий с приемных транспортеров 3 и 4 (фиг.1) поступают на передающие транспорте0
5
0
5
0
5
0
5
ры 5 и 6, где после каждого второго цикла осуществляется переориентация изделий с помощью устройств 10 и 11, из шести стоп по 12 штук печений образуется 12 стоп по 6 изделий. Эти 12 стоп перемещаются на транспортеры 12 и 13 двух упаковочных машин, где они укладываются в предварительно сформированный блок коробок.После наполнения коробок изделиями он покрывается пленкой из полимерного материала с предварительно нанесенным трафаретом. Сформированный блок укладывается в короб.
Формула изобретения
Способ упаковки мучнистых кондитерских изделий, включающий подачу изделий к вертикальным питателям с их переориентацией из вертикального положения в горизонтальное, последо- вательный набор изделий из нескольких питателей в стопу путем ее перемещения с усреднением последней по массе, подачу сформированной стопы изделий транспортером; -к упаковочному устройству и упаковку, отличающийся тем, что, с целью снижения повреждения изделий, исключения возможности набора неполной стопы изделий, снижения разброса стоп изделий по массе и повышения производительности, изделия подают к вертикальным питателям рядами одним потоком, который разделяют по ширине на два, и затем каждый из них делят на части, кратные трем, последовательный набор изделий в стопу производят из каждой части потоков, а перемещение стоп изделий осуществляют перпендикулярно направлению движения рядов изделий от края к опи потока, при этом упаковку стопы изделий проводят в сформированную коробку.
фиг,. /
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДАЧИ ПЛОСКИХПРЕДМЕТОВ | 1968 |
|
SU220138A1 |
| СПОСОБ ПРОИЗВОДСТВА МУЧНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ ВИДА ПЕЧЕНЬЯ САХАРНОГО, ВАФЕЛЬ И ИЗДЕЛИЙ НА ВАФЕЛЬНОЙ ОСНОВЕ, ТОРТОВ И ПИРОЖНЫХ, КЕКСОВ, БИСКВИТНЫХ РУЛЕТОВ И РОМОВЫХ БАБ | 1997 |
|
RU2093033C1 |
| Способ распределения идентичных стандартных изделий в накопители | 1984 |
|
SU1168493A1 |
| Линия для упаковки изделий в коробки | 1989 |
|
SU1701591A1 |
| Устройство для ориентированияпРЕдМЕТОВ B пОТОКЕ | 1979 |
|
SU821303A1 |
| Установка для изготовления строительного войлока | 1986 |
|
SU1481297A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ИЗДЕЛИЙ | 1994 |
|
RU2125011C1 |
| Устройство для набора прямоугольных изделий в пакет | 1980 |
|
SU925775A1 |
| СИСТЕМА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2009 |
|
RU2499756C2 |
| Линия производства быстрозамороженных картофельных полуфабрикатов | 1979 |
|
SU904650A1 |
Изобретение относится к упаковке кондитерских изделий и может быть применено в хлебопекарной и кондитерской промышленности. Цель изоб- ратания - снижение повреждения изделий, исключение возможности набора неполной стопы изделий, снижение разброса стоп изделий по массе и повышение производительности. Способ упаковки мучных кондитерских изделий включает подачу изделий рядами одним потоком, который разделяют по ширине на два, а затем каждый из них делят на части, кратные трем, пбсле чего изделия подают к вертикальным питателям с переориентированием из вертикального положения в гориэонталь- ное, Последовательный набор изделий в стопу производят из каждой части потоков, перемещая стопы изделий перпендикулярно направлению движения рядов изделий от края к оси потока. Затем стопы изделий подаются на упаковку, которая проводится в сформированную коробку. 3 ил. с (Л
| Современное оборудование для упаковки пищевых производств./Под ред | |||
| Ю.Б.Бурляя и Л.А.Сухого | |||
| М.: Пищевая промышленность, 1978, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
