1
Изобретение относится к валяльно- войлочной промышленности, в частности к производству технических войлоков, преимущественно строительных.
Цель изобретения - повышение производительности и улучшение качества войлока.
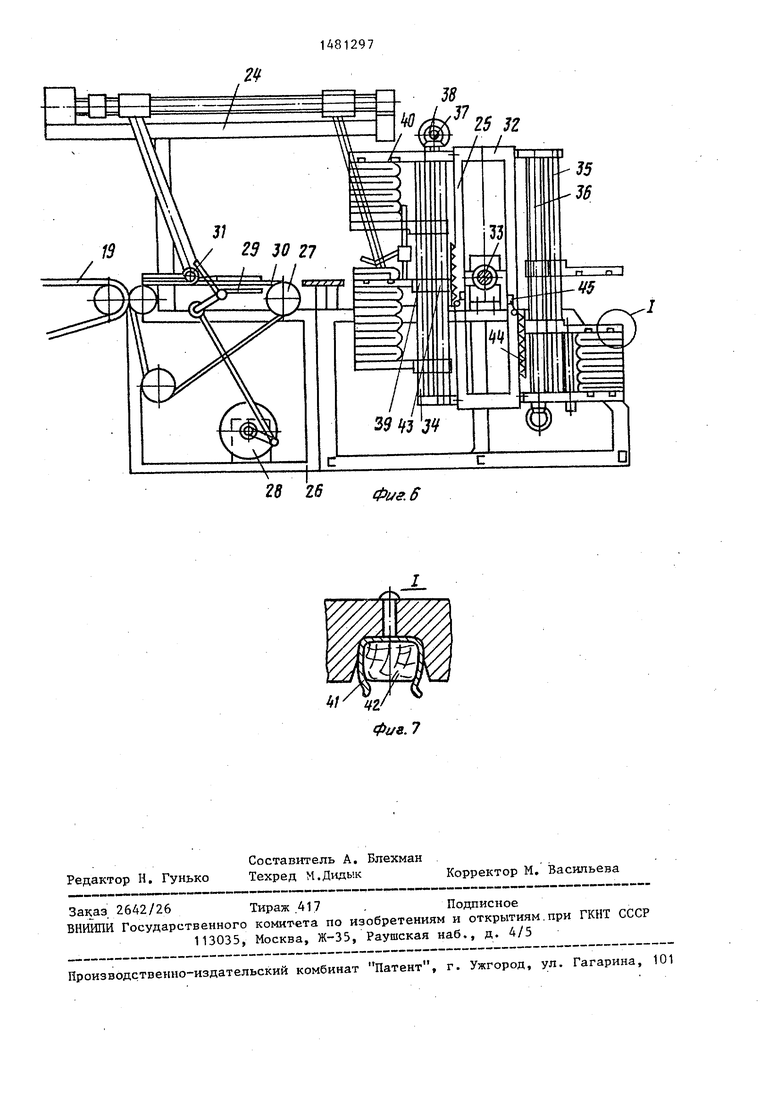
На фиг. 1 схематично изображена предлагаемая установка, вид сбоку; на фиг. 2 - бункер с шахтным питателем и двухскоростным транспортером, вид сбоку; на фиг. 3 - -азрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - плиточная машина периодического действия, вид сбоку; на фиг. 6 - устройство для упаковки войлока в кипы, вид сбоку; на фиг. 7- узел I на фиг. 6.
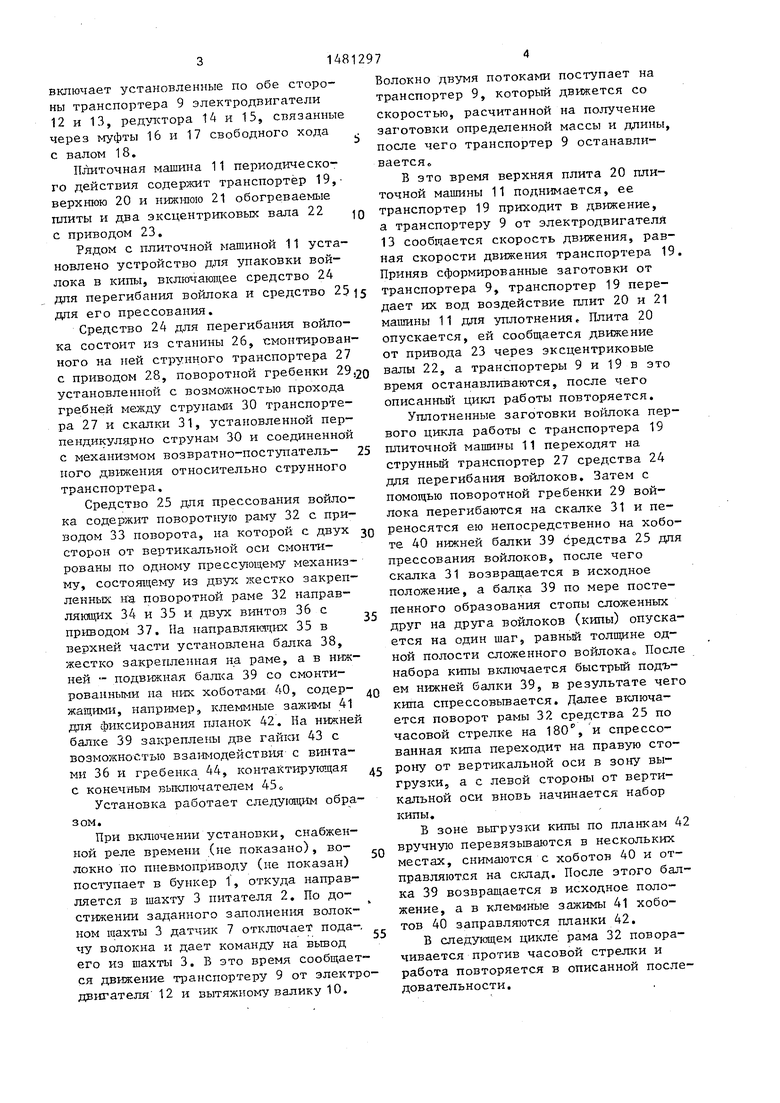
Установка содержит бункер 1 с шахтным питателем 2, шахта 3 которо2
разделена
го вертикальной стенкой на две равные части.
На передней стенке шахты 3 шарнир- но установлен направляющий щиток 5 с возможностью регулировки зазора, на задней стенке шарнирно установлен щиток 6 с возможностью колебательного движения, а в шахте - датчики контроля верхнего 7 и нижнего 8 уровней волокон.
Под выходным отверстием шахты 3 смонтирован транспортер 9 с вытяжным валиком 10, который является устройством для формирования линейных размеров заготовки войлока.
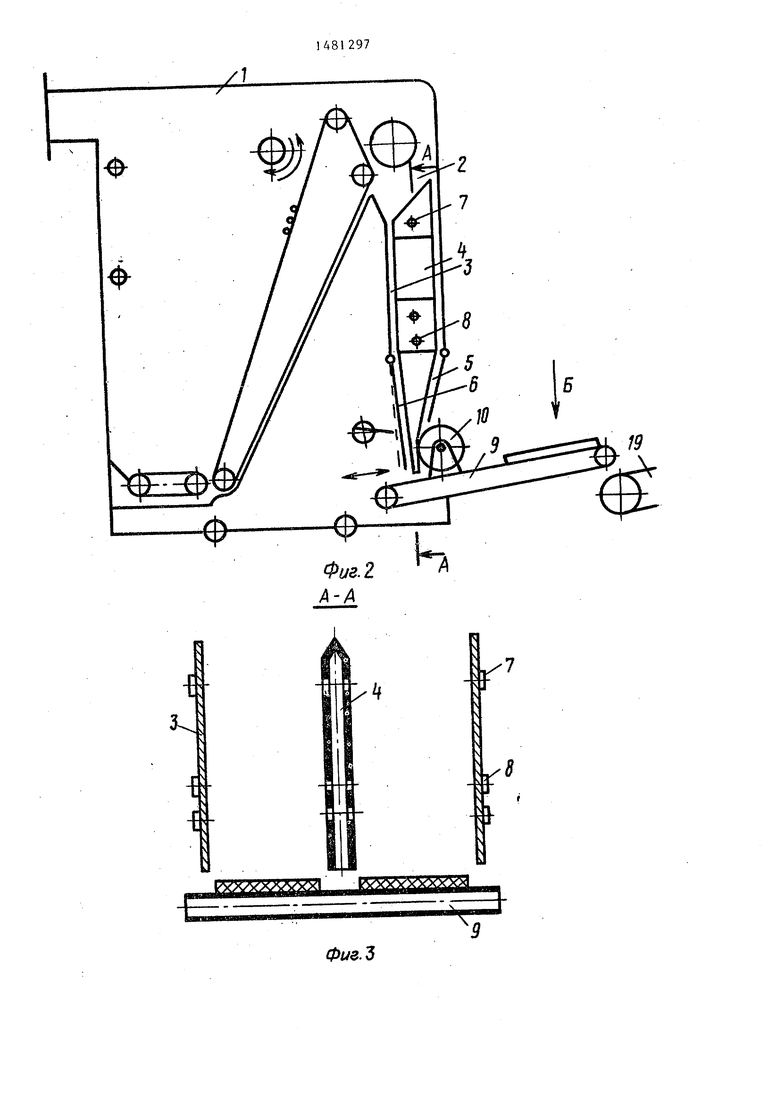
Транспортер 9 соединяет шахтный питатель 2 с устройством для уплотнения заготовки в виде плиточной машины 1 1 периодического действия и снабжен двухскоростным приводом, который
м А
включает установленные по обе стороны транспортера 9 электродвигатели 12 и 13, редуктора 14 и 15, связанные через муфты 16 и 17 свободного хода с валом 18.
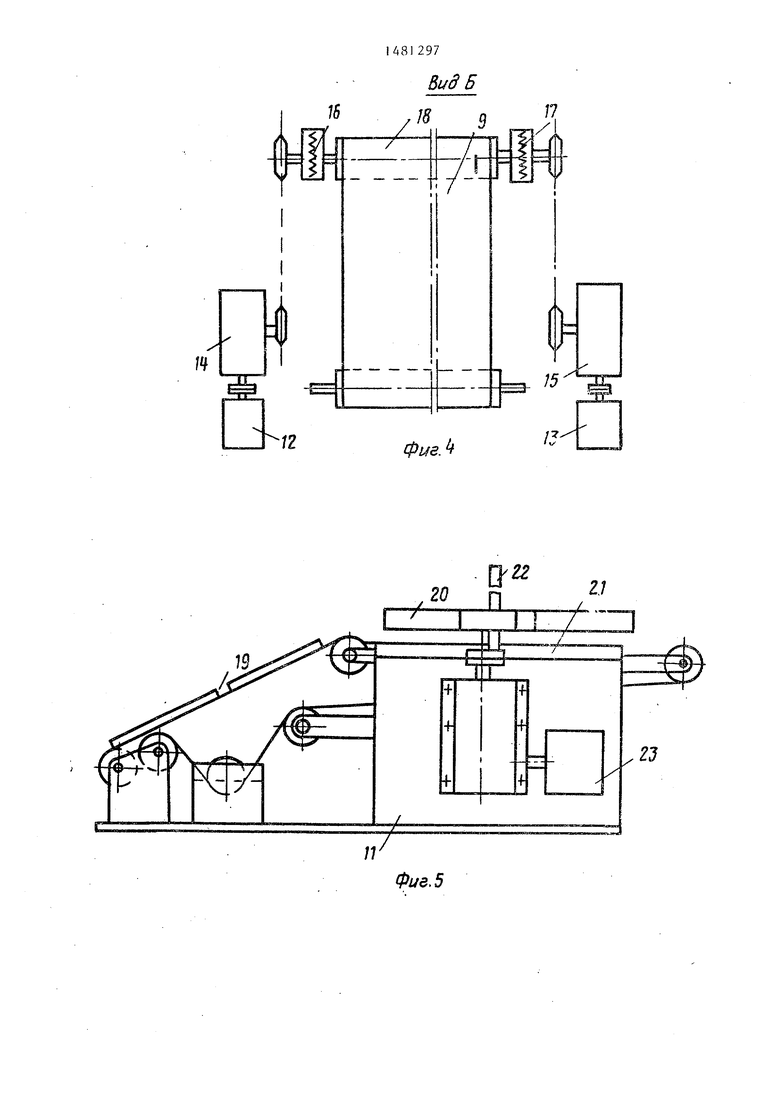
Плиточная машина 11 периодического действия содержит транспортер 19, верхнюю 20 и нижнюю 21 обогреваемые плиты и два эксцентриковых вала 22 с приводом 23.
Рядом с плиточной машиной 11 установлено устройство для упаковки войлока в кипы, включающее средство 24
Волокно двумя потоками поступает на транспортер 9, который движется со скоростью, расчитанной на получение заготовки определенной массы и длины, после чего транспортер 9 останавли- вается
В это время верхняя плита 20 плиточной машины 11 поднимается, ее транспортер 19 приходит в движение, а транспортеру 9 от электродвигателя 13 сообщается скорость движения, равная скорости движения транспортера 19. Приняв сформированные заготовки от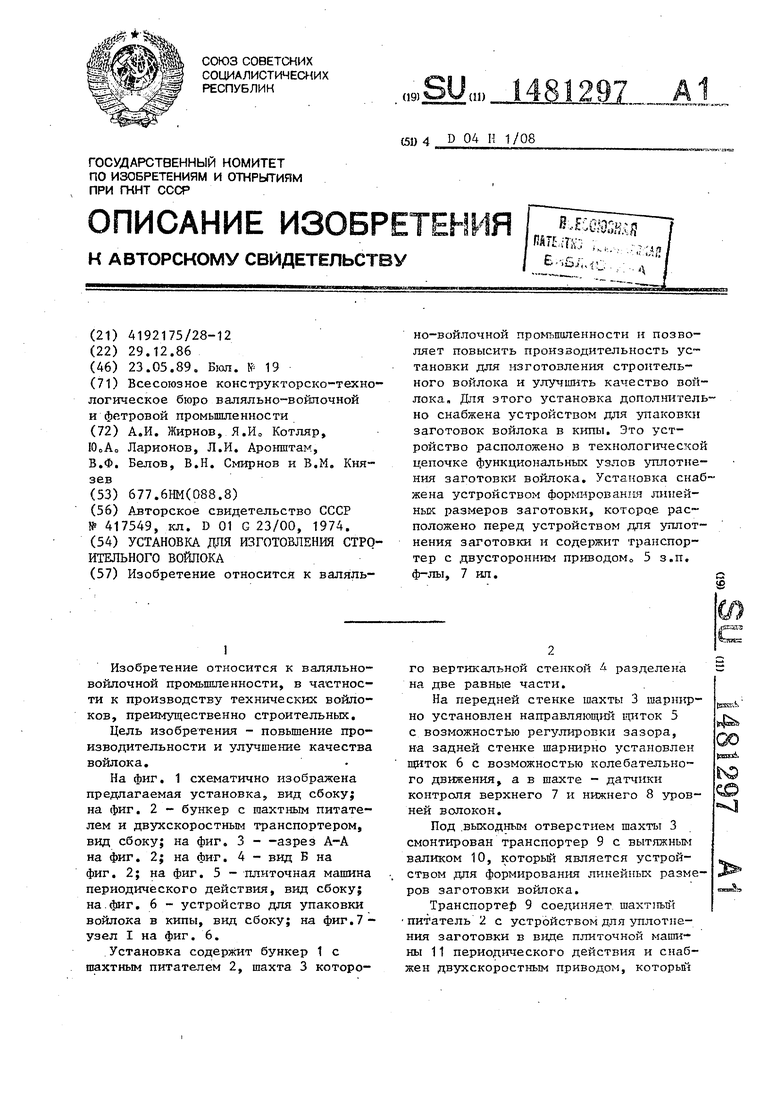

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительного войлока | 1989 |
|
SU1728313A1 |
| Установка для изготовления войлока | 1984 |
|
SU1300050A1 |
| Установка для изготовления заготовок строительного войлока | 1988 |
|
SU1553587A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Установка для упаковывания кип волокнистого материала | 1987 |
|
SU1521664A1 |
| Универсальная свойлачивающая машина для предварительного уплотнения войлоков | 1955 |
|
SU132414A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ КИП ИЗ КОРНЕЙ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 2000 |
|
RU2192734C2 |
| Устройство для намотки в рулон листового материала | 1990 |
|
SU1756252A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
Изобретение относится к валяльно-войлочной промышленности и позволяет повысить производительность установки для изготовления строительного войлока и улучшить качество войлока. Для этого установка дополнительно снабжена устройством для упаковки заготовок войлока в кипы. Это устройство расположено в технологической цепочке функциональных узлов уплотнения заготовки войлока. Установка снабжена устройством формирования линейных размеров заготовки, которое расположено перед устройством для уплотнения заготовки и содержит транспортер с двусторонним приводом. 5 з.п. ф-лы, 7 ил.
35
для перегибания войлока и средство транспортера 9, транспортер 19 передня его прессования.
Средство 24 для перегибания войлока состоит из станины 26, смонтированного на ней струнного транспортера 27 с приводом 28, поворотной гребенки установленной с возможностью прохода гребней между струнами 30 транспортера 27 и скалки 31, установленной перпендикулярно струнам 30 и соединенной с механизмом возвратно-поступатель- 25 иого движения относительно струнного транспортера.
Средство 25 для прессования войлока содержит поворотную раму 32 с приводом 33 поворота, на которой с двух JQ сторон от вертикальной оси смонтированы по одному прессующему механизму, состоящему из двух жестко закрепленных на поворотной раме 32 направляющих 34 и 35 и двух винтов 36 с приводом 37. На направляющих 35 в верхней части установлена балка 38, жестко закрепленная на раме, а в нижней - подвижная балка 39 со смонтированными па них хоботами 40, содержащими, например, клеммные зажимы 41 для фиксирования планок 42. На нижней балке 39 закреплены две гайки 43 с возможностью взаимодействия с винтами 36 и гребенка 44, контактирующая .с с конечным выключателем 450
Установка работает следующим образом.
При включении установки, снабженной реле времени (не показано), волокно по пневмоприводу (не показан) поступает в бункер 1, откуда направляется в шахту 3 питателя 2. По достижении заданного заполнения волокном шахты 3 датчик 7 отключает пода-, чу волокна и дает команду на вывод его из шахты 3. В это время сообщается движение транспортеру 9 от электродвигателя 12 и вытяжному валику 10.
40
50
55
дает их вод воздействие плит 20 и 21 машины 11 для уплотнения, Плита 20 опускается, ей сообщается движение от привода 23 через эксцентриковые валы 22, а транспортеры 9 и 19 в это время останавливаются, после чего описанный цикл работы повторяется.
Уплотненные заготовки войлока первого цикла работы с транспортера 19 плиточной машины 11 переходят на струнный транспортер 27 средства 24 для перегибания войлоков. Затем с помощью поворотной гребенки 29 войлока перегибаются на скалке 31 и переносятся ею непосредственно на хоботе 40 нижней балки 39 средства 25 для прессования войлоков, после чего скалка 31 возвращается в исходное положение, а балка 39 по мере постепенного образования стопы сложенных друг на друга войлоков (кипы) опускается на один шаг, равный толщине одной полости сложенного войлока После набора кипы включается быстрый подъем нижней балки 39, в результате чего кипа спрессовывается. Далее включается поворот рамы 32 средства 25 по часовой стрелке на 180°, и спрессованная кипа переходит на правую сторону от вертикальной оси в зону выгрузки, а с левой стороны от вертикальной оси вновь начинается набор кипы.
В зоне выгрузки кипы по планкам 42 вручную перевязываются в нескольких местах, снимаются с хоботов 40 и отправляются на склад. После этого балка 39 возвращается в исходное положение, а в клеммные зажимы 41 хоботов 40 заправляются планки 42.
В следующем цикле рама 32 поворачивается против часовой стрелки и работа повторяется в описанной последовательности.
5
5 транспортера 9, транспортер 19 пере05
Q .с
0
0
5
дает их вод воздействие плит 20 и 21 машины 11 для уплотнения, Плита 20 опускается, ей сообщается движение от привода 23 через эксцентриковые валы 22, а транспортеры 9 и 19 в это время останавливаются, после чего описанный цикл работы повторяется.
Уплотненные заготовки войлока первого цикла работы с транспортера 19 плиточной машины 11 переходят на струнный транспортер 27 средства 24 для перегибания войлоков. Затем с помощью поворотной гребенки 29 войлока перегибаются на скалке 31 и переносятся ею непосредственно на хоботе 40 нижней балки 39 средства 25 для прессования войлоков, после чего скалка 31 возвращается в исходное положение, а балка 39 по мере постепенного образования стопы сложенных друг на друга войлоков (кипы) опускается на один шаг, равный толщине одной полости сложенного войлока После набора кипы включается быстрый подъем нижней балки 39, в результате чего кипа спрессовывается. Далее включается поворот рамы 32 средства 25 по часовой стрелке на 180°, и спрессованная кипа переходит на правую сторону от вертикальной оси в зону выгрузки, а с левой стороны от вертикальной оси вновь начинается набор кипы.
В зоне выгрузки кипы по планкам 42 вручную перевязываются в нескольких местах, снимаются с хоботов 40 и отправляются на склад. После этого балка 39 возвращается в исходное положение, а в клеммные зажимы 41 хоботов 40 заправляются планки 42.
В следующем цикле рама 32 поворачивается против часовой стрелки и работа повторяется в описанной последовательности.
Таким образом, предлагаемая установка для изготовления строительного войлока позволяет повысить производительность и улучшить качество войло-
ка.
Формула изобретения
и связанные кинематически автопитатель волокон, устройство для уплотне- ния заготовки войлока и устройство формирования линейных размеров заготовки войлока, отличающая- с я тем, что, с целью повышения производительности при одновременном улучшении качества продукции, она дополнительно снабжена устройством для упаковки войлока в кипы, смонтированным в направлении перемещения волокнистого материала за устройством для уплотнения заготовки войлока и расположенным перед ним устройством формирования линейных размеров заготовки, содержащим транспортер с двух- скоростным приводом.
5 о Установка по пп. 1 и 4, о т - личающаяся тем, что средство для перегибания войлока выполнено в виде струнного транспортера, поворотной гребенки, установленной с возможностью прохода гребней между струнами транспортера и скалки, установленной перпендикулярно струнам с воз можностыо возвратно-поступательного движения относительно струнного транспортера.
двустороннюю раму с приводом поворота, прессующий механизм, смонтированный на раме с каждой стороны от ее вертикальной оси и выполненный в виде по меньшей мере из двух балок с хоботами, закрепленных на посредством направляющих, приводных винтов и съемных планок, при этом балки в верхней части рамы сконтиро™ ваны жестко, а в нижней - с возможностью цикличного перемещения по вертикали, а хоботы снабжены зажима- ми для фиксации планок.
фме.1
Фиг.З
fxXxxxxX
gg.
16
Щ
12
/
J8 9
15
фие.1
пЛ
,™ П
Фив.5
28 26
Фиг. 6
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЙЛОЧНОГОПОЛОТНА | 1972 |
|
SU417549A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
