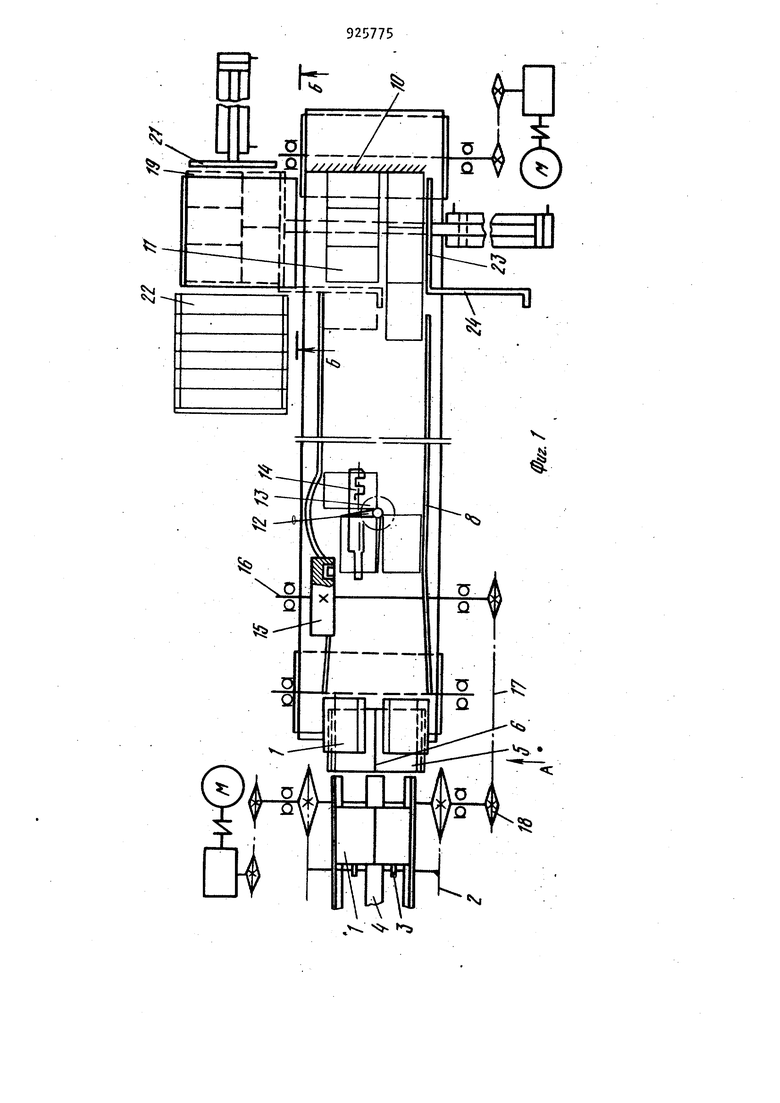
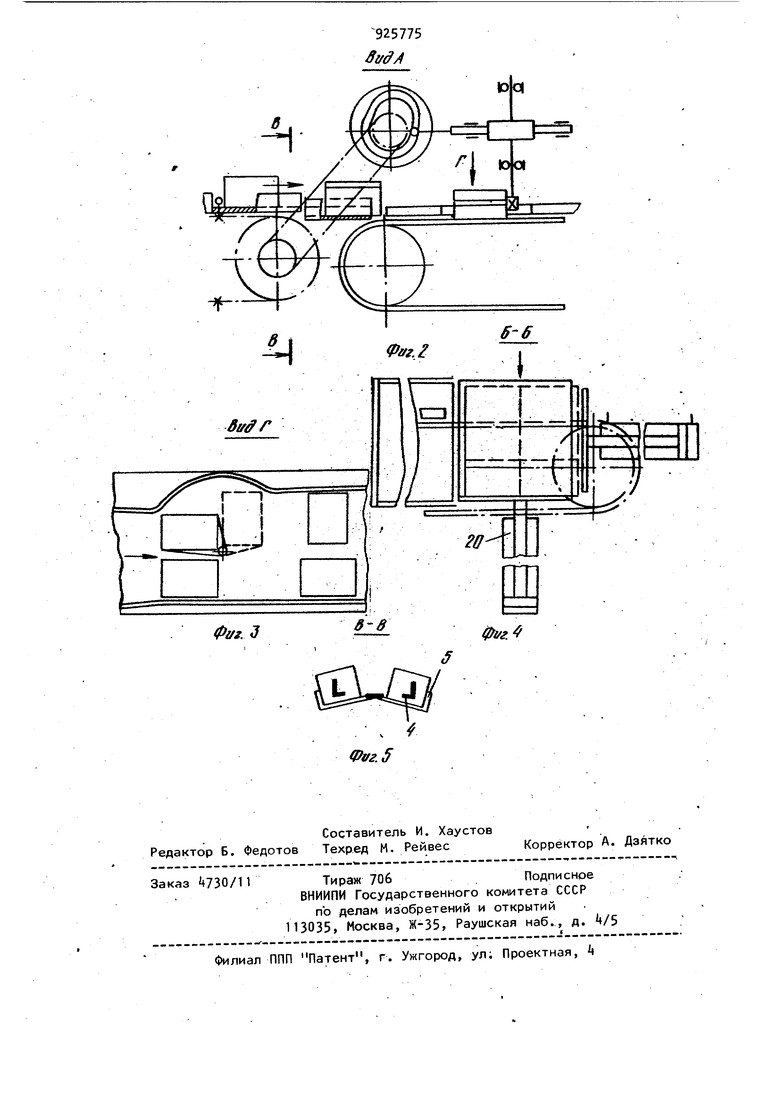
Изобретение относится к упаковке, в особенности к бспомогательным устройствам упаковочных машин, а в част ности, к устройствам для группирования и подачи изделий партиями. Устройство предназначено для груп пирования штучных прямоугольных упаковок в пакеты, состоящие в каждом слое из пяти упаковочных единигц. Известно устройство для набора прямоугольных изделий в пакет, содержащее подающий изделия транспортер с приводом, многорядный конвейер для изделий и установленные у его выходного конца упор и поперечный тол катель . Это устройство малопроизводительно, так как затруднен разворот изделий на конвейере. Целью данного устройства является повышение производительности путем облегчения разворота изделий на конвейере. Для достижения поставленной цели в устройстве для набора прямоугольных изделий в пакет, содержащем транспортер для подачи изделий с приводом, многорядный конвейер для изделий и установленные у его выходного конца упор и поперечный толкатель, на последнем закреплена Г-образная скоба для изделий, а на конвейере на одном из его рядов установлен поворотный уголок, который связан с приводом транспортера при помощи зубчатой рейки и кулачка; при этом транспортер для подачи изделий выполнен дву; рядным и между ним и конвейером укреплен двухскатный лоток с перегородкой. На фиг, 1 схематически изображено устройство.., вид сверху; на фиг. 2 вид А фиг. 1; на фиг. 3 - вид Г; на фиг. k - сечение Б-Б фиг. 1; на фиг. 5 - сечение «В-В фиг. 2. Устройство содержит подающий изделия 1 двухручьевой транспортер . Для обеспечения двухручьевого потока транспортер оснащен парными толкателями 3, перемещающими изделия по направляющим k. На конечном учас ке транспортера установлен наклонны двухскатный переходный лоТок 5 с пе городкой 6 для разветвления ручьев изделий, направляемых в пакетоформующий механизм, выполненный в виде непрерывно движущегося конвейера 7 с ограничительными бортами 8, 9. На конечном участке конвейера устан лен жесткий упор 10 для набора груп руемых изделий и формирования из нИх с помощью ограничительных бортов пакета 11. В средней части конвейера на трассе одного из ручьев изделий установлен ориентирующий поворотный уголок 12, кинематически свя занный посредством шестерни 13, рей ки }Ц, кулачка 15, вала 16 и цепной передачи 17 с приводной звездоч кой Т8 подающего транспортера 2. Кр ме того, устройство оснащено шахтой с подъемно-опускным поддоном 19 для накопления пакетов. Поддон снабжен механизмом шаговой подачи 20. Сбоку поддона смонтирован толкатель 21 для передачи стопы пакетов на отвод щий рольганг 22. На уровне упора 10 для набора группируемых издЛлий 1 установлен поперечный толкатель 23 для перевода сформированных пакетов 11 на поддон 19 накопительной шахты. На толкателе жестко закреплена Г-образная скоба 2 для переориентирования одного из поступающи на очередное группирование изделий и одновременно перевода его из одно го ручья в другой. Устройство работает следующим об разом. Толкатель 3 подающего двухручьевого транспортера 2 перемещает пару сближенных друг к другу изделий 1 по направляющим k на двухскатный переходной лоток 5. Перегородка 6 лотка обеспечивает разделение потока на два ручья с образованием зазо ра между изделиями. Следующая пара изделий сталкивает раздвинутые изделия на конвейер 7 пакетоформующего механизма. Конвейер 7 свободно перемещает изделие одного ручья до встречи с жестким упором .10 для набора пакета. Изделия другого ручья попадают в поворотный уголок 12. Уголок посредством импульсов от кулака 15, связанного с приводной звездочкой 18 транспортера 2, поворачивает изделие на 90°, после чего оно в паре с изделием другого ручья продолжает свободное движение до Упора 10. Упор во взаимодействии с ограничительными бортами 8, 9 набирает три пары коробок. После .этогопоперечный толкатель 13 сталкивает пять изделий, отсекает шестое и сформировав при этом пакет-пятерник 11, перемещает его на подъемно-опускной поддон 19 пакетонакопительной шахты. При ходе толкателя 23 закрепленная на нем скоба 2 переориентирует оставшееся шестое изделие-, подобно, ориентирующему уголку 12, на 90 с одновременным перемещением его на трассу другого ручья. После возврата толкателя 23 в исходное положение конвейер 7 перемещает переориентированное изделие до упора 10. Механизм шаговой подачи 20 опускает поддон 19 с поданным на него пакетом 11 до занятия верхней поверхностью .пакета уровня конвейера, обеспечивая тем самым возможность подачи на поддон 19 следующего пакета. Конвейер 7 подает к упору 10 следующие две пары изделий. Тем самым упор 10 набирает следующий пакет-пятерник 11. Толкатель 23 сталкивает этот пакет на поддон 19, образуя в пакетонакопительной шахте следующий слой. После набора на поддоне 19 стопы пакетов 11 толкатель 21 переводит ее из шахты на отводящий рольганг 22. Описанное устройство производительнее известных благодаря облегчению , разворота изделий на конвейере. Формула изобретения Устройство для набора прямоугольных изделий в пакет, преимущественно в каждом слое пакета по пять изделий, содержащее Транспортер для подачи изделий с приводомJмногорядный конвейер для изделий и установленные у его выходного конца упор и поперечный толкатель, отличающееся тем, что, с целью повышения производительности путем облегчения разворота изделий на конвейере, на поперечном толкателе закреплена Г-образная скоба для изделий, а на кон5 9257756
вейере на одном из его рядов, уста-конвейером укреплен двухскатный лоновлен поворотный уголок, которыйток с перегородкой,
связан с приводом транспортера приИсточники информации,
помощи зубчатой рейки и кулачка, припринятые во внимание при экспертизе
этом транспортер для подачи изделийs 1. Авторское свидетельство СССР
выполнен двухрядным и между ним и№ кл. В 65 В , 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Пакеторазборная машина для штучных грузов | 1987 |
|
SU1470634A1 |
| Устройство для укладки изделий в пакет | 1990 |
|
SU1823855A3 |
| Пакеторазборная машина для штучных грузов | 1988 |
|
SU1615100A2 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
| Устройство для расформирования пакета мешков | 1980 |
|
SU943156A1 |
| Устройство для укладки коробок в ящики | 1980 |
|
SU874481A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Агрегат для укладки в пакеты на поддонах штучных предметов | 1972 |
|
SU445596A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ЧУШЕК МЕТАЛЛА В ПАКЕТ | 1990 |
|
RU2025426C1 |