Окраска обрезов блоков, например, перекидного календаря, производится на полиграфических фабриках вручную, что ограиичнвает рост производительности труда.
Предлагается станок для выполнения этой операции, позволяющий механизировать процесс окраски и увеличить производительность труда. Станок снабжен кареткой для зажима блоков, имеющей периодически вращающиеся зажимные щечки, между которыми закрепляются блок11, контактирующие с вращающейся щеткой, погруженной в резервуар с краской. Подщипники вращающейся щетки расположены на раме, имеющей ролик, причем последний, взаимодействуя с плоским кулачком каретки, обеспечивает равномерное нанесение краски на все обрезы блоков.
Каретка станка может быть установлена на раме, снабнченной прогивовесом и жестко связанной с червячной шестерней, получающей движение от червяка, приводимого с помощью рукоятки.
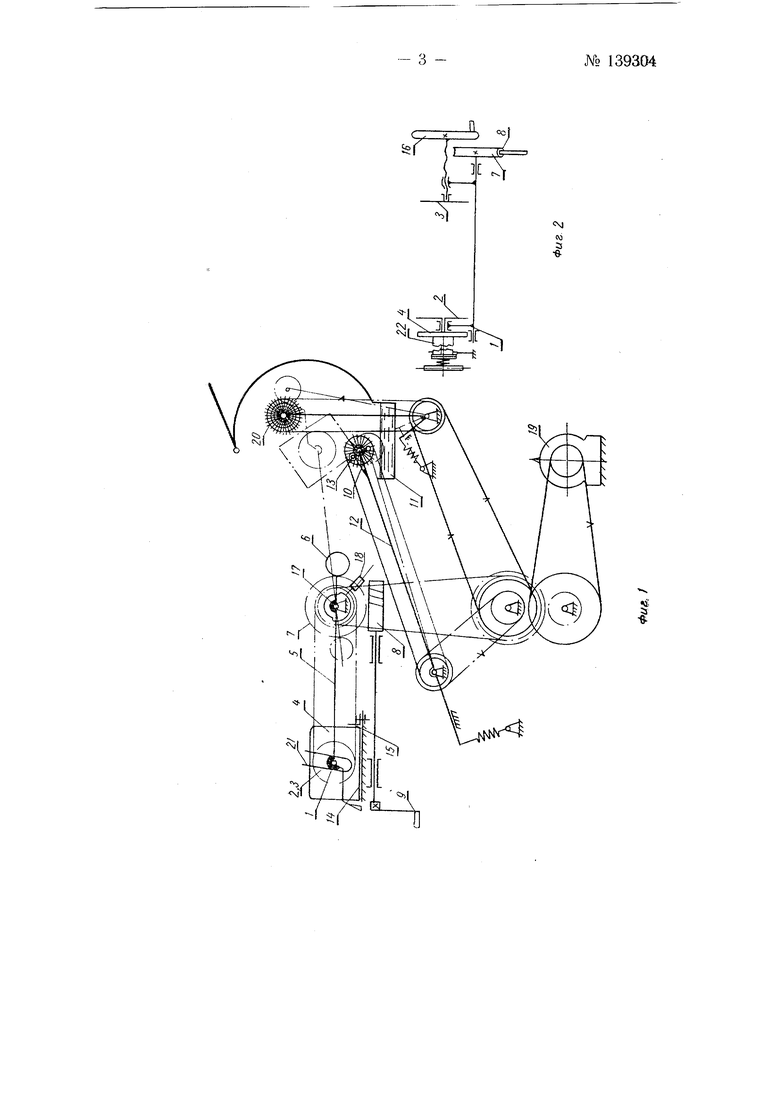
На фиг. 1 изображена кинематическая схема описываемого станка; на фиг. 2 - схема каретки станка.
Каретка / станка снабжена зажимными щечками 2 и 5 и плоским кулачком 4, установлена на раме 5, снабженной противовесом 6. Рама 5 жестко связана с червячной шестерней 7, получающей вращение от червяка 8 при повороте рукоятки 9. Вращающаяся щетка 10 погружена в резервуар У/ с краской, причем ее подшипники установлены на раме 12, имеющей ролик 13, взаимодействующий с кулачком 4.
Подлежащие окраске блоки, например, перекидного календаря, укладываются на стол 14, выравниваются по упору 15 и зажимаются между щечками 2 и 5 вращением щтурвала 16. Затем рукояткой 9 поворачивают раму 5 с кареткой 1 и блоками до соприкосновения последних со щеткой 10. При этом кулачок /7, воздействуя на конечный выключа№ 139304- 2 тель 18, включает привод /5; последний через систему ременных и ценных передач обеспечивает вращение щетки 10, щечки 2 (а вместе с ней блоков и щечки 3) и обтирающих щеток 20.
Нанесение краски на обрезы блоков происходит за 1 -2 оборота последних, после чего обратным вращением рукоятки 9 блоки подводятся к обтирающим щеткам 20, а затем возвращаются на стол 14. Далее щечки разжимаются, а окрашенные блоки снимаются. При возвращении каретки / с блоками в исходное положение вилка 21 расцепляет кулачковую муфту 22 и щечка 2 оказывается отсоединепной от привода.
Далее цикл окраски повторяется с новым блоком.
Предмет и з о б р е т е и ii я
1.Станок для окраски обрезов блоков, например, перекидного календаря, отличаю щи и с я тем, что, с целью увеличения производительности труда и механизации трудоемких ручных процессов, он снабжен кареткой для зажима блоков, имеющей периодически вращающиеся зажимные щечки и плоский кулачок, взаимодействующий с роликом, жестко связанным с рамой, несущей подшипники вращающейся щетки, погруженной в резервуар с краской.
2.Станок поп. 1, отличающийся тем, что каретка установлена на раме, снабженной противовесом и жестко связанной с червячной щестерней, нолучаюп1ей движение от червяка, приводимого с помощью рукоятки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сверления отверстий в предварительно подобранных бумажных стопах | 1958 |
|
SU120407A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Станок для заточки сегментных ножей уборочных машин | 1953 |
|
SU103977A1 |
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Кулачковая подвагонная цепь | 1960 |
|
SU131314A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| Машина для чистки консервных банок | 1938 |
|
SU57372A1 |
| Станок для намотки тороидальных сердечников | 1959 |
|
SU130118A1 |