Предлагаемый станок для изготовления одно - двух- и многоколенчатых валов предназначается для производства коленчатых валов к ткацким автоматам типа „Нортроп. Нагретая в месте изгиба кругЛая заготовка помещается в соответствующие канавки и гнезда в вырезах лежду продольными ползунами и закрепляется винтовыми зажимами, двигающимися вместе с ползунами. На одном конце продольных ползунов и их вкладышей выфрезерованы или помещены штампы, другим же концом ползуны шарнирно соединены с шатунами, которые приводятся в возвратно-поступательное движение от эксцентриковых валов с насаженными на них шестернями, сцепляющимися с червяками на продольном валу, один из которых с правой, другой с левой резьбой. Продольному же валу дви;Нение передается от вала электромотора посредством системы валов, муфт и червячных передач. Перпендикуля рно к оси, )торой расположены продольные ползуйы, помещается третий поперечный ползун с вкладышами, служащими для зажима шейки изготовляемого вала. По бокам поперечного ползуна и его вкладыша помещены .штампы для щек
колена, диаметрально противоположно которым помещен неподвижный штамп. Поперечный ползун получает возвратно-поступательное движение от серьги, надетой на второй эксцентриковый вал, который через червячную передачу соединен с поперечным валом, получающим движение от электромотора.
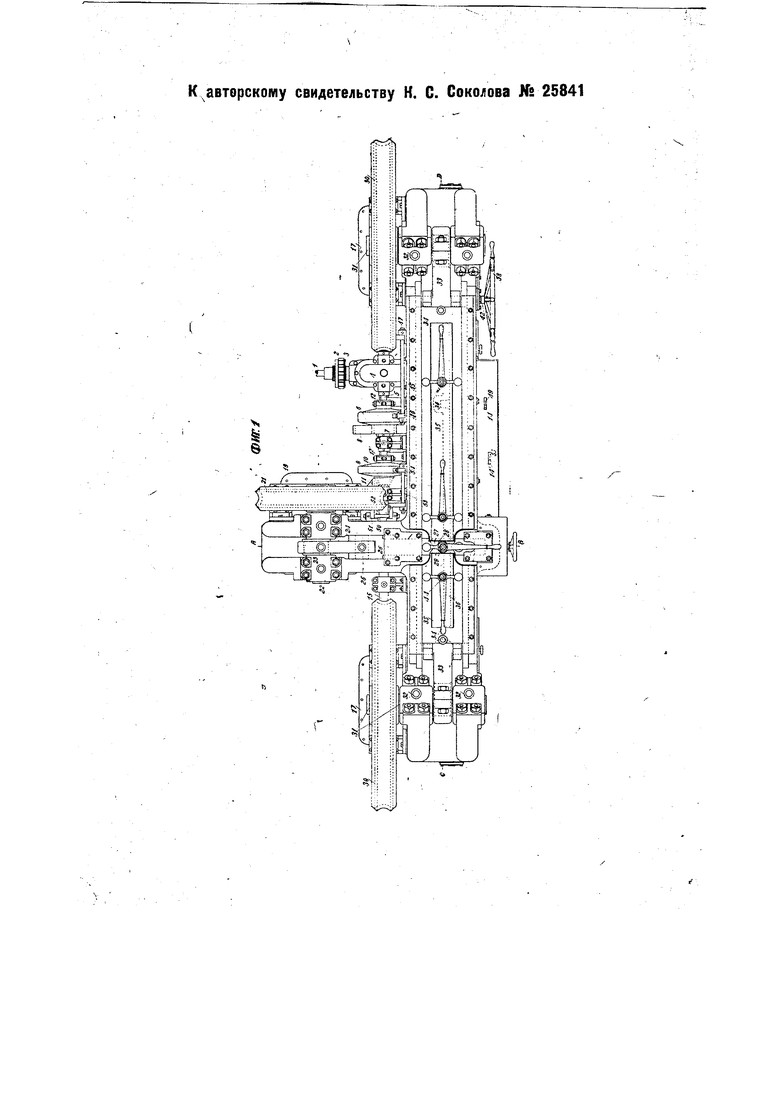
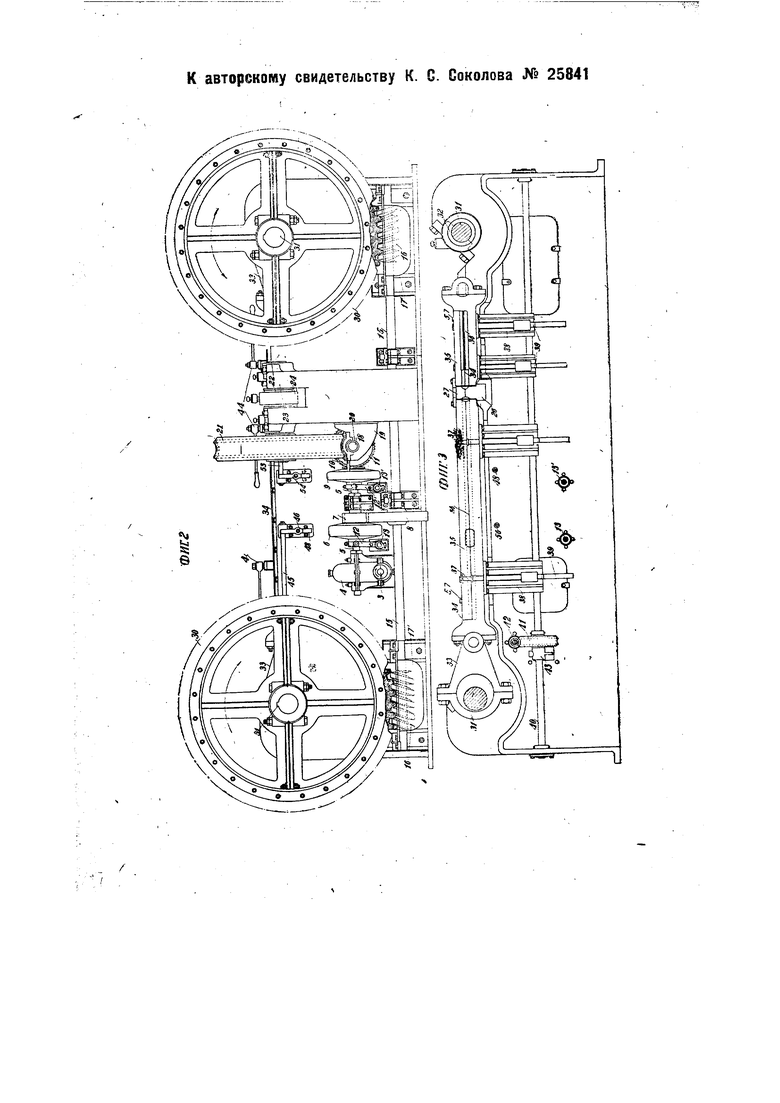
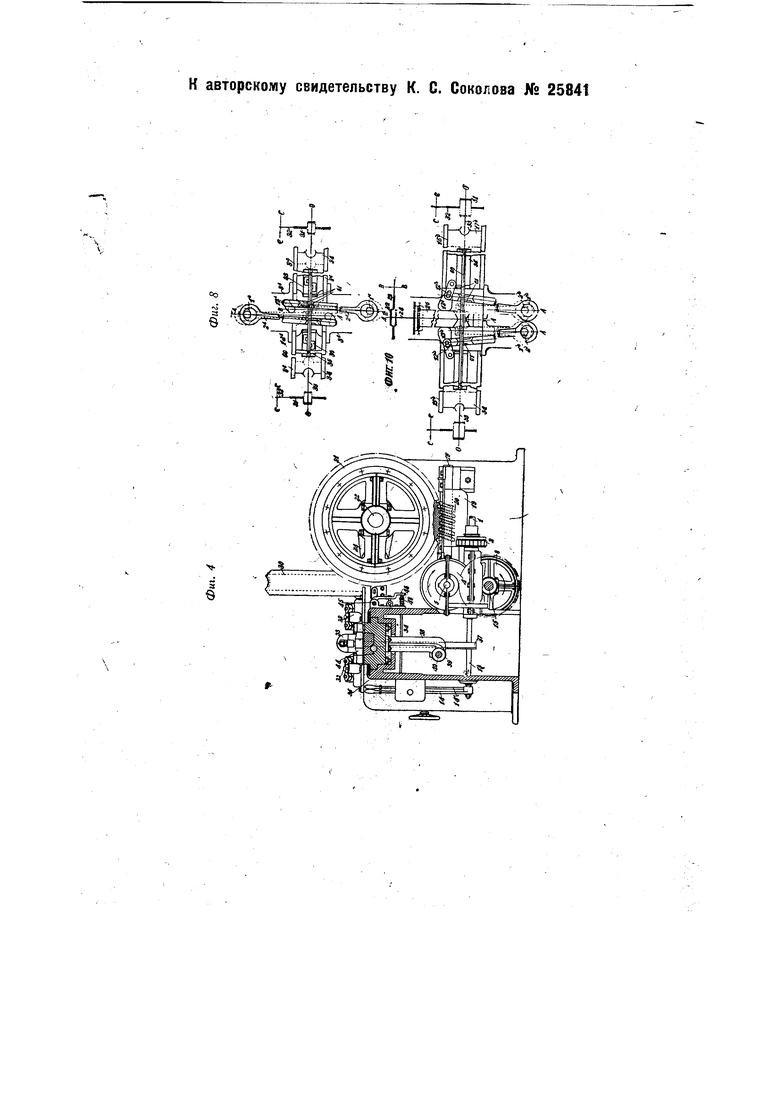
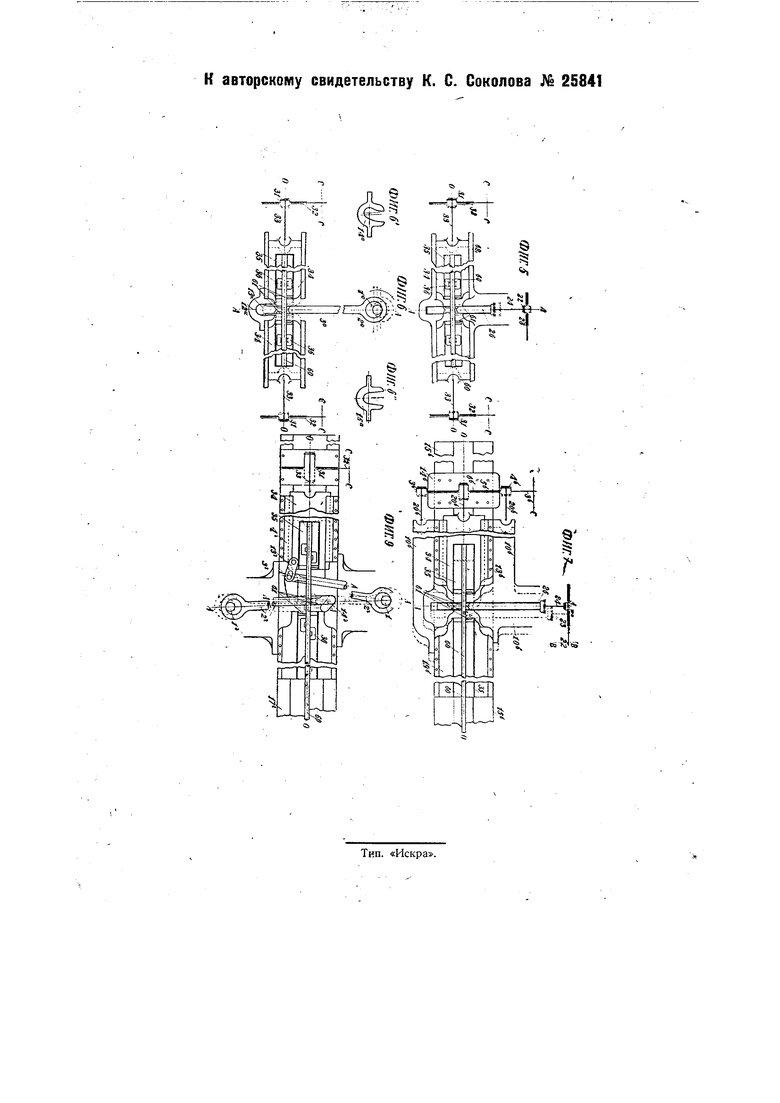
На чертеже фиг. 1 изобргикает вид сверху станка для изготовления коленчатых валов; фиг. 2 - боковой вид его; фиг. 3 - продольный разрез его по линии CD на фиг. 1; фиг. 4 - поперечный разрез его по линии АВнафиг. 1; фиг. 5- схему устройства для иГзгибания одноколенчатых валов на том же станке; фиг. 6 - схему первого варианта устройства для изгибания одноколенчатогр вала на том же станке; фиг. 6, вида направляющих для головки шатуна; фиг.7- схему видоизменения устройства для изгибания двухколенчатых валов; фиг. 8 - схему видоизмененного устройства для изготовления многоколенчатых валов с коленами, расположенными непосредственно одно за другим; фиг. 9 - схему варианта устройства по фиг. 7 и фиг. 10- схему видоизмененного устройства для изготовления трехколенчатых валов.
Вал / электромотора посредством муфты 2 (фиг, 1, 2, 3 и 4), укрепленной по типу ременных муфт, которыми связываются, например, валы дизелей с генераторами, соединен с валом 3, имеющим червяк, помещенный в масляной коробке кожуха 4.- Червячная шестерня передачи насажена на распределительный вал 5, несущий жестко насаженный на нем диск муфты 6 Домен-Леблана, кожух которой снабжен цилиндрической шестерней . 7, находящейся в зацеплении с цилиндрической шестерней 8, заклиненной на продольном валу /5. На том же распределительном валу 5 жестко насажен внутренний диск другой муфты Р Домен-Леблана, приводящий во вращение кожух муфты 9, несущий коническую шестерню JO, находящуюся в сцеплении с конической шестерней 77 поперечного вала 8. Для переключения муфт 6 и 9 служат вилки 12 и 72, связанные с подвижными втулками муфт 6 и и с валиками 75 и /5, проходящими через раму станка и снабженными рукоятками 14 и Г4. .
На продольном валу /5, расположенном в подшипниках /7, насажены помещенные в масляных коробках 77 два червяка 76 с правой и левой резьбой, сцепленные с червячными шестернями 30, имеющимися на эксцентриковых валах 37, служащих для перемещения двух продольных ползунов 34 и помещенных в подшипниках 32, установленных на раме станка (фиг. 3 и 5). На эксцентриковые валы 57 надеты шатуны 55, шарнирно связанные с продольными ползунами 34, свободно движущимися в направляющих станины. В вырезы продольных шатунов 34, снабженных гнездами и канавками, вкладываются вкладыши 35. Ё данном случае канавки вырезов для круглого изготовляемого вала 60 сделаны частично круглыми, частично же неправильной восьмигранной формы, чем обеспечивается надежный зажим изготовляемого вала при наличии забоин ни заготовке. Для натяжки при изготовляемого вала 60 предусмотрен зазор, , идущий во всю длину восьмигранных канавок между вкладышами 55 и ползунами 34.
На конце продольных ползунов 34 и вкладышей 55 устанавливаются штампы 61 (фиг. 5).
Изготовляемый вал закрепляется в канавках продольных ползунов 34 и вклаг дышей 55 при помощи винтовых зажимов 44; для обеспечения упора концов изготовляемого вала служат стальные упоры 57, прикрепляемые болтами к вкладышам 55 и в профиле соответствующие профилю изготовляемого вала или профилю канавки 36.
Для приподнимания и опускания вкладышей,в вырезах продольных ползунов 5- служат прикрепленные к последним кронштейны 38 (фиг. 4), снабженные двумя подшипниками для вала 40 и направХяющими для реек 57. Продольный вал 40, поддерживаемый подшипндком , снабжен перемещающимися по шпонкам цилиндрическими шестеренками 39, установленными между подшипниками кронштейнов 38 и сцепляющимися с рейками 57; эти шестеренки 39 могут свободно передвигаться по шпонке вала 40 при движении ползунов 34 и связанных с ними болтами кронштейнов 38. На продольный вал 40 еще жестко надета винтовая шестерня 41, сцепляющаяся с червяком валика 42, находящегося в подшипниках в стенках станины и. оканчивающегося впереди рамы маховиком 58, служащим для привода механизма для подъема и опускания вкладышей 55 в продольных ползунах 34 при помощи реек 57, соединенных с вкладышами 55 и движущихся в отверстиях, имеющих форму разрезов реек , 57 продольных ползунов. Реййи 57 на нижних концах снабжены зубцами и движутся в направляющих кронштейнов 38; на верхних же концах рейки 57 снабжены ребрами, которые при подъеме вкладышей 55 выбрасывают уже откованный вал (фиг. 4).
Для движения поперечного ползуна 26, подвижного в направляющих станины, служит эксцентриковый вал 22 (фиг. 1, 2, 3, 4 и 5), вращающийся в подшипниках 25, установленных на станине, и снабженный серьгой 24, служащей для передачи движения, посредством пальца 25, поперечному ползуну 26, несущему сухарь-вкладыш 27. В поперечном ползуне 26 и вкладыше 27 имеется канавка 28, в которой, при помощи винтовых зажимов 29, укрепляется шейка изготовляемого вала. На конце вкладыша 27 и ползуна 26 сделаны или укреплены штампы 61. На эксцентриковый ал 22 надета червячная тестер- i ня 2/, сцепляющаяся с червяком на поперечном валу 18, получающем вращение от электромотора, установленного в подшипниках 19 и помещенного в м,асляной коробке. Для автоматического выключения муфты 6 по окончании ковки, на ободе червячной шестерни 30 имеются два кулачка (на чертежах не показанные), свободно перемещаемые в пазах обода и прикрепляемые в любом месте гри вращении шестерни 30 кулачок касается ее выступа 47 (фиг. 1), связанного с валиком 45, передающим движение к рукоятке 14 и вращающимся около своей оси для поворота собачки 46, находящейся на другом конце валика 45. Собачка 46 при повороте валика 45 нажимает на пружинный валик 48, проходящий через станину и упирающийся другим концом в собачку 49 (фиг. 2) с зубом, задерживающим в Коробке рукоятку 14 и автоматически выключающим ее при нажиме на собачку 49.
Для выключения другой муфты 9 служат кулачки на ободе червячной шестерни 2/, которая касается выступа 51 на конце валика 50, поворачивающегося на небольшой угол вокруг своей оси. При повороте валика 50 поворачивается угловой шарнир 52 для передачи движения второму валику 53, снабженному собачкой 54, упирающейся в конец пружинного валика 56, на другом конце которого помещена собачка с зубом 55 (фиг. 1), задерживающим в коробкевторую рукоятку 14, При нажиме собачкой 54 на валик 55 последний оттгикивает собачку с зубом 55 и освобождает в коробке рукоятку 14, которая автоматически выключает муфту 9. Для включения последней переводится рукоятка 14, включающая, посредством валика 13 h вилки 12, муфту 9.
Вал 1 электромотора через ременную муфту 2, вал с червяком 3 и червячную шестерню, приводит во вращение распределительный валик 5. Когда рукоятки 14 и 14 не передвинуты, т.-е. при не включенных муфтах б и Р, вместе с валиком 5 вращаются лишь одни диски муфт, жестко насаженнь1е на этом валике; кожух же муфты 6 с цилиндрической шестерней 7 и кожух муфты 9 с конической шестерней 10 не вращаются, а с ними не рабоает и весь станок. При постоянном враении электромотора и распределителього валика 5 включением и выключением уфт 6 к 9 станок пускается в ход или останавливается.
Заготовка в виде прямого вала, предназначенная для изготовления коленчатого вала, нагретая в части предполагаемого колена, вкладывается под вкладыши 35 продольных ползунов на выступающие ребра реек 37 между упорами 57. Затем рукой вращают маховик 5, передающий движение через валик с червяком 42, червячную, шестерню 41, вал 40, шестеренки 39 к рейкам 37 для опускания вкладышей 35 в вырезы до отказа; эти же вкладыши прижимаются к ползунам винтовыми зажимами 44. В поперечный ползун 26 вкладь1вается сухарь 27 и тоже прижимается винтовым зажимом 29. Таким образом, вал зажимается и шейкой во всю их длину без возможности самостоятельного движения как вдоль канавок ползунов, так и в сторону от этих канавок.
При переводе рукоятки 14 в крайнее левое положение, .«благодаря собачке с зубом 49, происходит автоматическое запирание ее в этом положении до момента ее автоматического выключения кулачком червячной шестерни 30. От рукоятки 14 посредством валика 13 и вилки 72 вращающийся диск муфты 6 сцепляется с кожухом 4 той же муфты и, заставляя вместе с собой вращаться шестерню 7, шестерню 8, продольный вал 15, червяки б, червячные шестерни 30 и эксцентриковые валы 31, приводит в движение продольные ползуны 34 к центру рамы вместе с зажатыми в них концами вала.
При соответствууощем опережении движения продольных ползунов переводится в крайнее левое положение вторая рукоятка 14, которая посредством валика/5 и вилки 12 включает муфту 9, приводящую в движение коническую шестерню 10, вал 18, червяк 20 и червячную шестерню 21 с эксцентриковым валом 22, связанным с поперечным ползуном 26, сдвигающим шейку с оси вала в то время, как концы вала с продольными ползунами подходят к поперечному ползуну. В процессе обработки происходит осадка материала и выгибание колена.
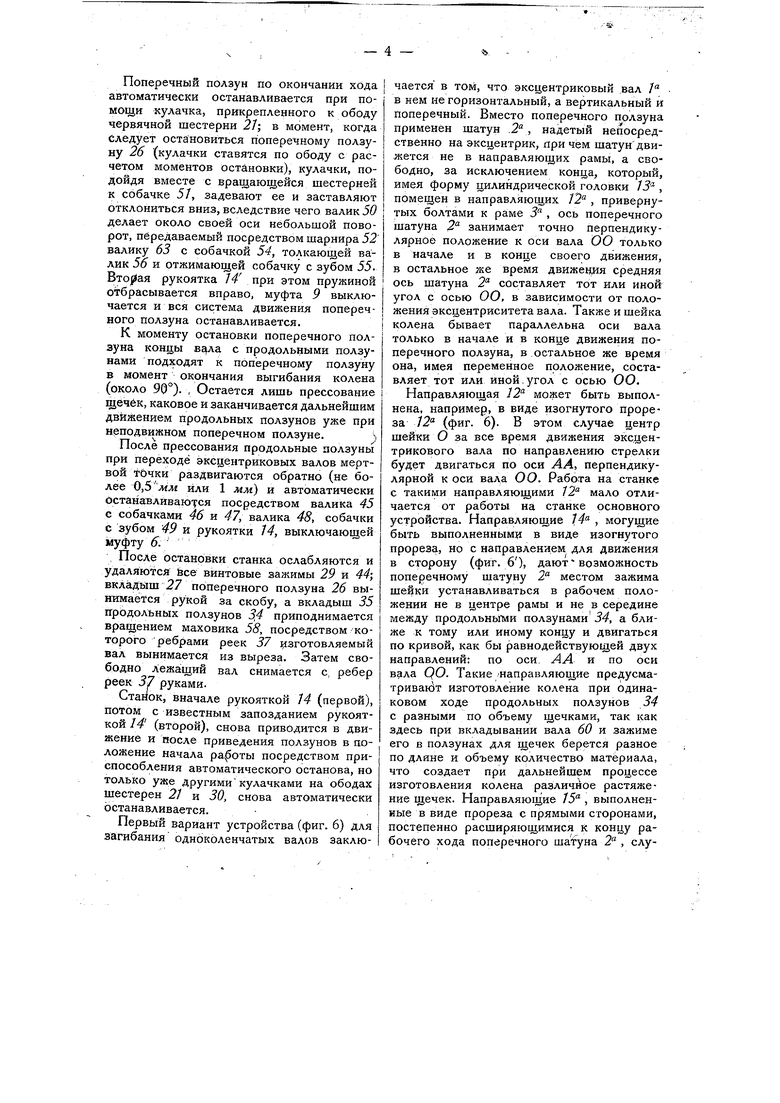
Поперечный ползун по окончании хода автоматически останавливается при помощи кулачка, прикрепленного к ободу червячной шестерни 21; в момент, когда следует остановиться поперечному ползуну 26 (кулачки ставятся по ободу с расчетом моментов остановки), кулачки, подойдя вместе с вращающейся шестерней к собачке 5/, задевают ее и заставляют отклониться вниз, вследствие чего валик 50 делает около своей оси небольшой поворот, передаваемый посредством шарнира 52 валику 63 с собачкой 54, толкающей валик 56 и отжимающей собачку с зубом 55. Вторая рукоятка 14 при этом пружиной отбрасывается вправо, муфта 9 выключается и вся система движения поперечного ползуна останавливается.
К моменту остановки поперечного ползуна концы с продольными ползунами подходят к поперечному ползуну в момент окончания выгибания колена (около 90°). , Остается лишь прессование щёчек, каковое и заканчивается дальнейшим движением продольных ползунов уже при неподвижном поперечном ползуне.S
После прессования продольные ползуны при переходе эксцентриковых валов мертвой тбчки раздвигаются обратно (не более 0, или 1 мм) и автоматически останавливаются посредством валика 45 с собачками 46 и 47, валика 48, собачки с зубом 49 и рукоятки 14, выключающей муфту 6.
, После остановки станка ослабляются и удаляютсй йсе винтовые зажимы 29 и 44; вкладыш 27 поперечного ползуна 26 вынимается рукой за скобу, а вкладыш 35 продольных ползунов 34 приподнимается вращением маховика 56, посредством которого ребрами реек 37 изготовляемый вал вынимается из выреза. Затем свободно лежащий вал снимается с. ребер реек 37 руками.
Станок, вначале рукояткой 14 (первой), потом с известным запозданием рукояткой 14 (второй), снова приводится в движение и после приведения ползунов в положение начала работы посредством приспособления автоматического останова, но только уже другими кулачками на ободах шестерен 21 и 30, снова автоматически останавливается.
Первый вариант устройства (фиг. 6) для загибания одноколенчатых валов заключается в том, что эксцентриковый вал / в нем не горизонтальный, а вертикальный и поперечный. Вместо поперечного ползуна применен шатун .2, надетый непосредственно на эксцентрик, при чем шатун движется не в направляющих рамы, а свободно, за исключением конца, который, имея форму цилиндрической головки /5, помещен в направляющих l , привернутых болтами к раме 3 , ось поперечного шатуна 2 занимает точно перпендикулярное положение к оси вала ОО только в начале и в конце своего движения, в остальное же время движения средняя ось шатуна 2 составляет тот или иной угол с осью ОО, в зависимости от положения эксцентриситета вала. Также и шейка колена бывает параллельна оси вала только в начале и в конце движения поперечного ползуна, в остальное же время она, имея переменное положение, составляет тот или иной.УГОЛ с осью ОО.
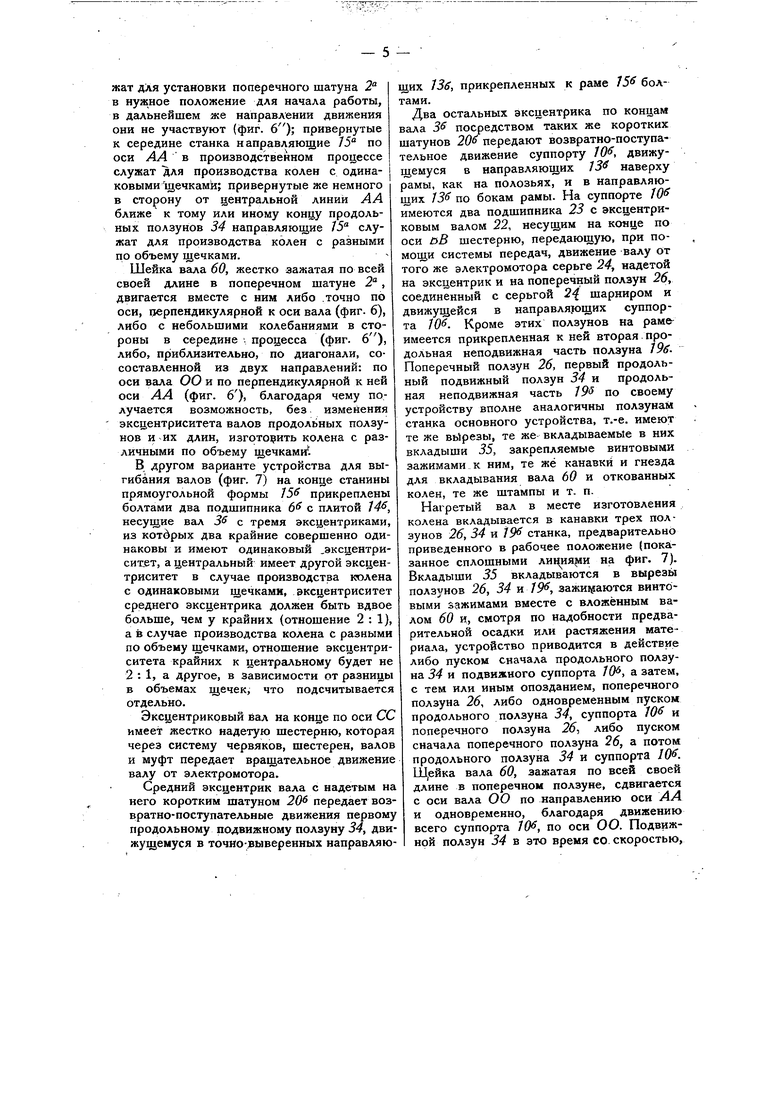
Направляющая 12 может быть выполнена, например, в виде изогнутого прореза /2 (фиг. 6). В этом случае центр шейки О за все время движения эксцентрикового вала по направлению стрелки будет двигаться по оси АА, перпендикулярной к оси вала О О. Работа на станке с такими направляющими 12 мало отличается от работы на станке основного устройства. Направляющие 14 , могущие быть выполненными в виде изогнутого прореза, но с направлением для движения в сторону (фиг. 6), дают возможность поперечному шатуну 2 местом зажима устанавливаться в рабочем положении не в центре рамы и не в середине между продольньШи ползунами 34, а ближе к тому или иному концу и двигаться по кривой, как бы равнодействующей двух направлений: по оси, АА и по оси вала QO. Такие Направляющие предусматриван т изготовление колена при одинаковом ходе продольных ползунов 34 с разными по объему щечками, так как здесь при вкладывании вала 60 и зажиме его в ползунах для щечек берется разное по длине и объему количество материала, что создает при дальнейшем процессе изготовления колена различное растяжение щечек. Направляющие /5 , выполненные в виде прореза с прямыми сторонами, постепенно расширяющимися К концу рабочего хода поперечного ша1гуна 2 , служат для установки поперечного шатуна 2 в нужное положение для начала работы, в дальнейшем же направлении движения они не участвуют (фиг. 6); привернутые к середине станка направляющие 15° по оси АА в производственном процессе служат для производства колен с одинаковыми щечками; привернутые же немного в сторону от центральной линии АА ближе к тому или иному концу продольных ползунов 34 направляющие 75 служат для производства колен с разными по объему щечками. Шейка вала 60, жестко зажатая по всей своей длине в поперечном шатуне 2, двигается вместе с ним либо .точно по оси, перпендикулярной к оси вала (фиг. 6), либо с небольшими колебаниями в стороны в середине процесса (фиг. 6), либо, приб.изительно, по диагонали, сосоставленной из двух направлений: по оси вала ОО и по перпендикулярной к ней оси АА (фиг. 6), благодаря чему получается возможность, без изменения эксцентриситета валов продольных ползунов и-их длин, изготовить колена с различными по объему щечками В другом варианте устройства для выгибания валов (фиг. 7) на конце станины прямоугольной формы 15 прикреплены болтами два подшипника 6 с плитой 14, несущие вгьл 3 с тремя эксцентриками, из котдрых два крайние совершенно одинаковы и имеют одинаковый .эксцентрисит ет, а центральный имеет другой эксцентриситет в случае производства колена с одинаковыми щечками, эксцентриситет среднего эксцентрика должен быть вдвое больше, чем у крайних (отношение 2:1), а в случае производства колена с разными по объему щечками, отношение эксцентриситета крайних к центральному будет не 2:1, а другое, в зависимости от разницы в объемах щечек, что подсчитывается отдельно. Эксцентриковый вал на конце по оси СС имеет жестко надетую шестерню, которая через систему червяков, шестерен, валов и муфт передает вращательное движение валу от электромотора. Средний эксцентрик вала с надетым на него коротким шатуном 20 передает воз вратно-поступательные движения первому продольному подвижному ползуну 34, дви жущемуся в точно-выверенных направляю их 13б, прикрепленных к раме 75 болами. Два остальных эксцентрика по концам с1ла 3 посредством таких же коротких атунов 20S передают возвратно-поступаельное движение суппорту 10, движуемуся в направляющих 13 наверху амы, как на полозьях, и в направляюих 756 по бокам рамы. На суппорте 10 меются два подшипника 23 с эксцентриовым валом 22, несущим на конце по оси д5 шестерню, передающую, при помощи системы передач, движение валу от того же электромотора серьге 24, надетой на эксцентрик и на поперечный ползун 26, соединенный с серьгой 2 шарниром и движущейся в направля ющих суппорта 106. Кроме этих ползунов на рамеимеется прикрепленная к ней вторая продольная неподвижная часть ползуна 19бПоперечный ползун 26, первый продольный подвижный ползун 34 и продольная неподвижная часть 19 по своему устройству вполне аналогичны ползунам станка основного устройства, т.-е. имеют те же вь1резы, те же- вкладываемые в них вкладыши 35, закрепляемые винтовыми зажимами к ним, те же канавки и гнезда для вкладывания вала 60 и откованных колен, те же штампы и т. п. Нагретый вал в месте изготовления колена вкладывается в канавки трех ползунов 26, 34 и 19 станка, предварительно приведенного в рабочее положение (показанное сплошными лиция и на фиг. 7). Вкладыши 55 вкладываются в вырезь ползунов 26, 34 и 19, зажи1 аются винтовыми лажимами вместе с вложенным валом 60 и, смотря по надобности предварительной осадки или растяжения материала, устройство приводится в действие либо пуском сначала продольного ползуна 34 и подвижного суппорта 10, а затем, с тем или иным опозданием, поперечного ползуна 26, либо одновременным пуском продольного ползуна 34, суппорта 10 и поперечного ползуна 26, либо пуском сначала поперечного ползуна 26, а потом продольного ползуна 34 и суппорта 106. Щейка вала 60, зажатая по всей своей длине в поперечном ползуне, сдвигается с оси вала О О по направлению оси А А и одновременно, благодаря движению всего суппорта 10, по оси ОО. Подвижной ползун 34 в это время со скоростью.
вдвое большей скорости движения суппорта 10 , продвигает конец вала 60 к центру рамы. В результате происходит осадка и изгибание колена. Затем поперечный ползун 26 останавливается, и дальнейшим движением суппорта W и продольного ползуна 34 оканчивается изгибание и прессование колена, после чего станок останавливается (пунктирные лииии фиг. 7). Винтовые зажимы ослабляются, сухари приподнимаются, вал 60 освобождается и станок вновь приводится в ; положение готовности к дальнейшей работе.
Третий вариант устройства применительно к изготовлению двухколенчатых валов с коленами, расположенными непосредственно одно за другим (фиг. 8), является видоизменением первого варианта устройства для изгибания одноколенчатых валов (фиг. 6).
Те же продольные подвижные и неподвижные ползуны с такими же канавками, вкладышами, прижимаемыми к ползунам винтовыми зажимами, такие же. поперечные ползуны и т. п. Разница лишь в том, что здесь не один поперечный ползун, а несколько-по числу отдельных шеек в комбинированном колене, а именно 2, 3, 4 к 6 к f, к.
На раме прямоугольной формы в направляющих 8 двигаются два продольных ползуна 34, связанные с эксцентриковыми валами 32 шатунами 33, На концах, по оси СС, валы имеют надетые шестерни, служащие посредством червяков и шестерен, муфт и валов и т. д. для. передачи вращательного движения эксцентриковым валом 37 от электромотора.
Продольные ползуны 34 имеют вырезы Р и канавки для вкладывания вала 60 гнезда 36 по форме изготовляемых колен, вкладыши 35, вкладываемые в вырезы ползунов 34 и прижимаемые к ним винтовыми зажимами, и на концах штампы // (по аналогии с схемой основного устройства фиг. 5).
По обеим сторонал рамы имеются придатки 3°, на которых имеются два пог еречных шатуна 2, движущиеся прямо противоположно друг другу от эксцентри, новых валов /. Головки 13 шатунов 2 двигаются в прорезях станины. Поперечные шатуны 2 имеют те же канавки для
вкладывания шеек вала, что и у всех предыдущих устройств, такие же вырезы, а также вк.адываемые и прижимаемые к ползуну винтовыми зажимами вкладыши для зажима намертво шеек ваЛа, и пб бокам - штампы 61.
Продольные ползуны 34 имеют только в конце направляющую 14, служащую для правильной установки продольных ползунов 34 в начале работьх. Направляющие 14 могут быть разной формы, в зависимости от формы изготовляемого колена и форм щечек. ,
Вал 60 определенной длины, предварительно нагретый в месте изготовления ко.ена, вкладывается в канавки продольных и поперечных ползунов станка, приведенного вначале в рабочее положение (фиг. 7, сплошные линии). В вырезах продольных ползунов 3 и поперечных шатунов 2 помещаются вкладыши 55, зажимаемые винтовыми зажимами. Вал жестко зажимается обоими концами и шейками по всей их длине в продольных и поперечных ползунах.
Пуск устройства производится так же, как и предыдущих, а именно: либо пуском вначале продольных ползунов, а потом поперечного-если нужно сделать предварительную осадку, либо пуском вначале поперечного ползуна, а потом продольных- если нужно сделать растяжение материала.
Одновременнымсдвиганиел обоих концов изготовляемого вала 60 и постепенным и одновременным удалением шеек прямо противоположно друг другу от оси вала ОО, получается согнутое, двойное колено, которое дальнейшим движением продольных ползунов при остановленных поперечных ползунах окончательно спрессовывается в щечках в форму штампа.
Продольные ползуны 34 останавливаются, винтовые зажимы ослабляются, вкладыши из всех ползунов удаляются, вал освобождается и устройство, пуском -в дальнейшее действие, снова приводится в положение начала работы и т. д.
В четвертом видоизменении устройства (фиг 9) имеется неподвижный суппорт 3 с двумя поперечными шатунами 2 -2 , и вместо двух подвижных ползунов имеется один подвижный ползун 5
и один неподвижный 17 . Кроме того, для отведения второго поперечного ползуна 3, благодаря тому, что он имеет в длину большое движение по оси О О, применена серьга J3 , так как в направляющих поперечный ползун не мог бы двигаться обратно, вследствие большого угла трения в направляющих 74 . Серьга /5 укреплена шарнирно на конце второго поперечного.ползуна
а другим
концом насажена на палец, укрепленный на подвижном ползуне 34.
Пятый вариант устройства применительно к изготовлению трехколенчатых валов с коле,нами, расположенными непосредственно одно за другим (фиг. 10), является усовершенствованной конструкцией основного устройства для изгибания одноколенчатых валов (фиг. 5). Устройство имеет два подвижных продольных ползуна 34, в которые жестко зажимаются концы вала; предусмотренный посередине рамы поперечный подвижной ползун 26, перемещающийся в направляющих станины /Р от горизонтального эксцентрикового вала 23, служит для вкладывания и зажимания срединой длины шейки изготовляемого вала 60.
По сторонам поперечного ползуна 26 имеются еще два поперечных шатуна 7 - /1, движущихся свободно, по типу четвертого варианта устройства (фиг. 9). Движение головок поперечных шатунов / - /, передвигающихся в прорезях 3J -13 станины /Р, бдинаково по направлению, но противоположно среднему ползуну 26. В поперечных шатунах 7 - / зажимаются две крайние шейки изготовляемого вала.
Предмет изобретения.
1. Станок ДЛЯ изготовления гнутых коенчатых валов (фиг. 1 и 5), отличаюийся применением одного поперечного 26 двух продольных 34 - 34, по отношеию к оси изгибаемого вала, ползунов, асположенных на одном уровне и приводимых в возвратно-поступательное движение с целью изгибания стержня 60, закрепленного зажимами 44 - 44 на продольных ползунах 34-34, каковые, ползуны 26, 34 - 34 получают при помощи кривошипных передач 33 - 32-- 57 движение через систему шестерен и валов от двигателя.
2.Видоизменение станка по п. 1, отличающееся тем, что вместо поперечного ползуна и приводящего его в движение шатуна использован один шатун 2 (фиг. 6), снабженный головкой 75° , передвигающийся в сменной направляющей 72, прикрепляемой к станине станка.
3.Видоизменение станка по п. 1, в случае изготовления двухколенчатых валов, отличающееся тем, что применены два поперечных ползуна 26 - 26 (фиг. 7), установленные в подвижных по станине станка суппортах , приводимых в возвратно-поступательное движение от общего механизма.
4.Видоизменение станка по п. 2, в случае использования его для -изготовления многоколенчатых валов с коленами, расположенными непосредственно одно за другим, отличающееся применением двух поперечных шатунов 2 (фиг. 8), расположенных по ту и другую сторону изгибаемого стержня,
5.Видоизменение станка по п. 4; отличающееся тем, что головки поперечных шатунов 2 - 2 (фиг. 9) соединены серьгами 75 - 75 с продольными ползунами 6 - 6.
6.Видоизменение станка по п. 1, в случае использования его . для изготовления трехколенчатых валов с коленами, расположенными непосредственно одно за другим, отличающееся применением двух поперечных шатунов 7 - 7 (фиг. 10), расположенных, противоположно ползуну 26, головки каковых шатунов J - передвигаются в прорезах А станины /Р и соединены серьгами 72 с продольными Ползунами 34--34.
00
4i



| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления гнутых коленчатых валов | 1929 |
|
SU27823A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБТОЧКИ КРИВОШИПНЫХ ПАЛЬЦЕВ ВЕДУЩИХ ПАРОВОЗНЫХ КОЛЕС | 1927 |
|
SU6235A1 |
| ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU292733A1 |
| Станок для точки шляпок чесальных машин | 1960 |
|
SU138845A1 |
| Станок для изготовления лекал | 1928 |
|
SU34261A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| ТОЛЧКОВЫЙ ПОДАЮЩИЙ ДЕРЕВО МЕХАНИЗМ В ЛЕСОПИЛКЕ | 1926 |
|
SU6457A1 |
| МЕХАНИЧЕСКИЙ МОЛОТОК С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ | 1931 |
|
SU36336A1 |