со со
со
СП
Изобретение относится к обработке металлов давлением, в частности к обработке листового металла.
Цель изобретения - повышение качества изделий в результате исключения шероховатой зоны скола и снижения трудоемкости процесса.
На чертеже представлена схема осуществления способа - в левой части в промежуточной стадии процесса, в правой - в окончательной стадии.
Матрица 1 выполнена из инструментальных материалов с наклонными рабочими гранями, образующими острую кромку. Плоская плита 2 (инструмент) изготовлена из материалов, обеспечивающих возможность ее локальной деформации. Для установки матрицы служит подкладная плита 3. На чертеже также изображено заготовка 4 ; деталь 5; отход 6.
Способ осуществляется следующим образом.
Заготовку А размещают на матрице , При опускании подвижных частей устройства вниз инструмент 2 выдавливает часть материала заготовки в отверстие матрицы 1 с одновременным приложением сжимающих усилий к отходу, обеспечиваемым за счет осадки отхода 6 между матрицей 1 и инструментом 2. Окончательное отделение отхода 6 осуществляется за счет сдвига центральной части заготовки 4, что обеспечивается в результате локальной деформации инструмента 2, как показано на правой части чертежа.
При проходе подвижных частей вверх припуск (отход ) б убирают с матрицы 1, а.готовую деталь 5 удаляют с плиты 3, поднимая матрицу 1.
Способ обладает следующими преимуществами: во-первых, повьппается ка
соба, так как не требуется сложных штампов.
Пример. Проводят вырубку, пробивку деталей из алюминиевых сплавов АМцМ, АД1, Д 16М, меди М2, латуни Л68 и других сплавов толщиной 4 мм. Диаметр отверстия в матрице 15 мм, а передний угол матрицы назначается в пределах 30-50 . В качестве заготовки используется полоса шириной 23 мм. В устройстве используется инструмент из термопластической массы.
в том числе из полипропилена
01020, полизтилена низкого давления, полиамида П610 и др.
Деформирующее усилие прикладывают к инструменту до полного отделения припуска. На вырубленных деталях локальная деформация полностью отсутствует. Шероховатость поверхности среза достигает Ra 0,32-0,16 мкм, а шероховатая зона скола отсутствует. Применение предлагаемого технического решения позволяет повысить качество среза деталей, получаемых листовой штамповкой, и тем самым снизить трудоемкость их изготовления, поскольку не требуется последующей
доработки поверхностей деталей. Одновременно для осуществления способа требуется упрощенная оснастка, что расширяет границы применения способа.
Формула изобретения
Способ чистовой вырубки, пробивки деталей из листового материала путем вьщавливания части материала в отверстии, осадку отхода и отделение детали от отхода сдвигом, отличающийся тем, что, с целью снижения трудоемкости процесса и по- вьшения качества изделий за счет исключения шероховатой зоны скола, вы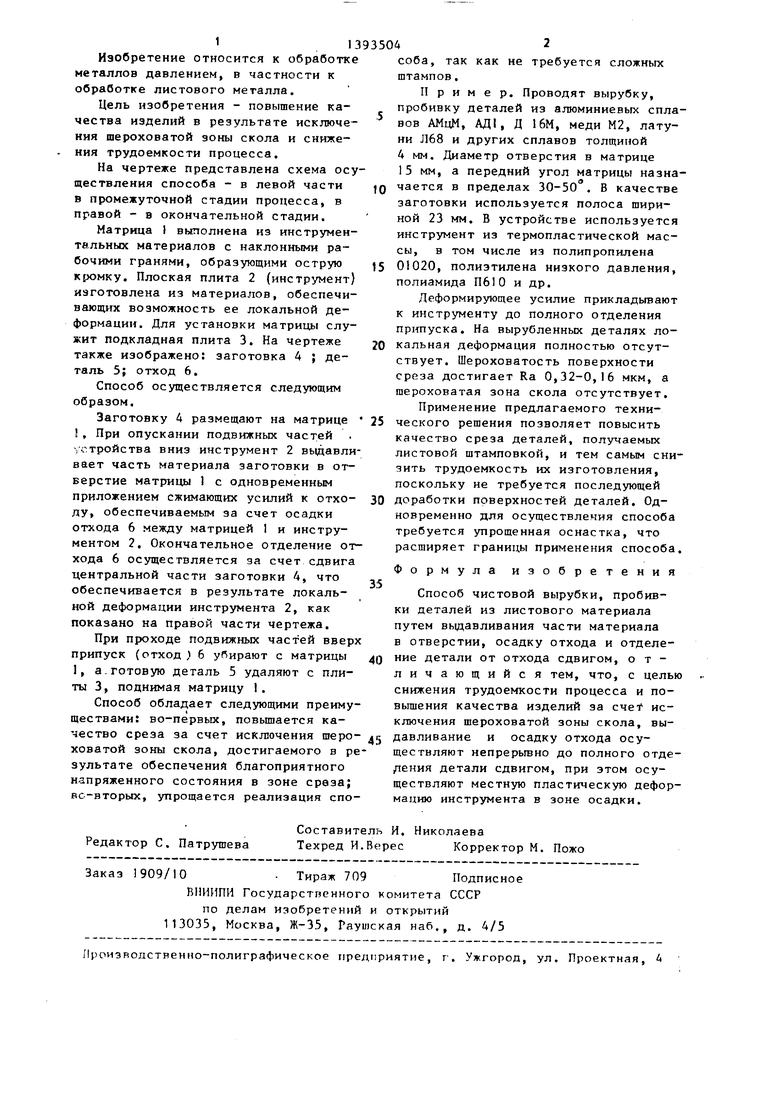
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезки деталей из листового материала | 1983 |
|
SU1414492A1 |
| Способ вырезки деталей из листового материала | 1983 |
|
SU1266610A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Способ двухпереходной вырубки деталей | 1989 |
|
SU1690911A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Способ вырубки деталей из листовых многослойных материалов с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2686440C1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| Способ вырубки деталей из листового материала | 1989 |
|
SU1706755A1 |
Изобретение относится к обработке металлов давлением, в частности к обработке листового металла. Цель - повышение качества изделий. Для этого инструмент 2 выдавливает часть материала заготовки в отверстие матрицы 1 с одновременным приложением сжимающих усилий к отходу. Усилия обеспечиваются за счет осадки отхода 6 между матрицей и инструментом. Окончательное отделение отхода осуществляется за счет сдвига центральной части заготовки, что обеспечивается в результате локальной деформации инструмента. В результате исключается возможность образования шероховатой зоны скола, что снижает трудоемкость процесса. 1 ил.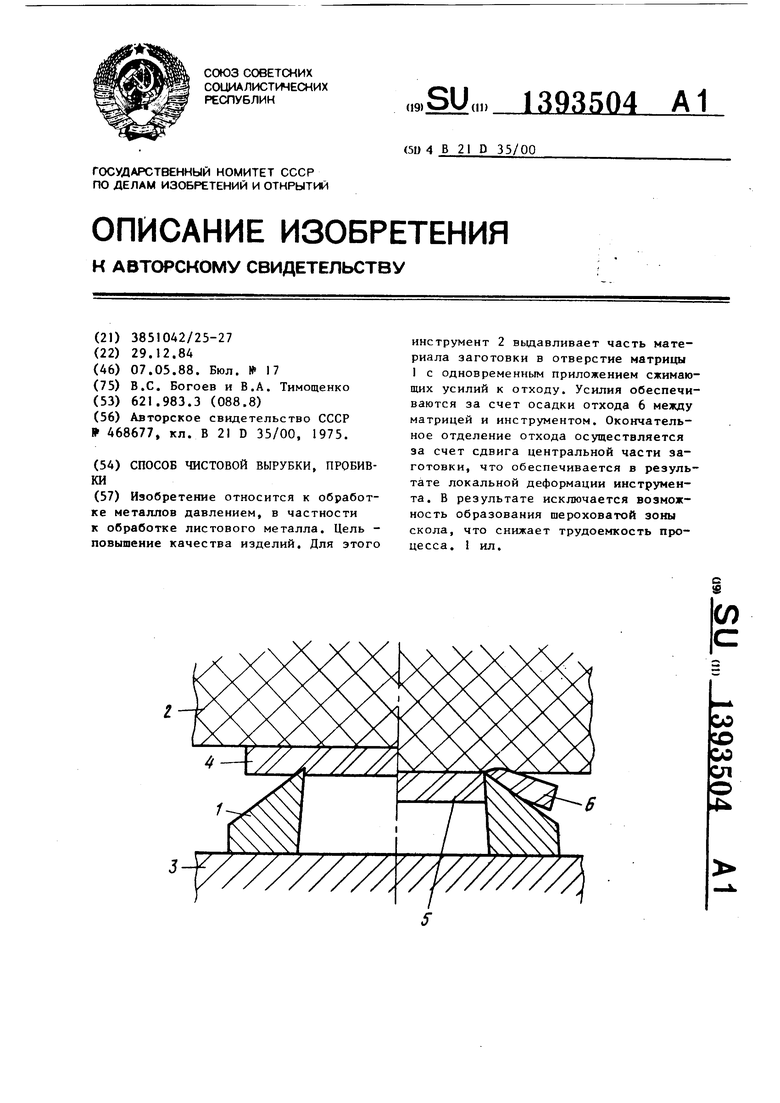
чество среза за счет исключения шеро- ijдавливание и осадку отхода осуховатой зоны скола, достигаемого в ре-ществляют непрерьшно до полного отдезультате обеспечений благоприятногодения детали сдвигом, при зтом осунзпряженного состояния в зоне среза;ществляют местную пластическую дефорвс-вторых, упрощается реализация спо-мацию инструмента в зоне осадки.
| Способ чистовой вырубки | 1973 |
|
SU468677A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
