фиг 2
Изобретение относится к обработке металлов давлением и может быть использова- но для вырубки деталей в условиях серийного и мелкосерийного производства.
Цель изобретения - снижение стоимости инструмента и упрощение его изготовления.
На фиг. 1 показаны материал и инструменты после завершения первого перехода; на фиг. 2 - то же, после завершения второго перехода.
Способ осуществляется следующим образом.,
Заготовку 1 с толщиной s размещают на торцовой поверхности инструмента 2 с кольцевым клиновидным выступом, ограниченным с одной стороны конической поверхностью, образующей угол р с осью инструмента. Торцовая поверхность клиновидного выступа имеет форму плоского кольца с шириной А. На материал заготовки 1 воздействуют жесткой металлической плитой 3. При этом кольцевой выступ инст- румента 2 внедряется в материал на часть его толщины и образует в материале кольцевую канавку с глубиной h, которую опреАделяют из соотношения j - -- . На
стадии окончательного разделения материала заготовки 1 и получаемой детали 4 материал размещают на торце инструмента 5. Этот инструмент имеет кольцевой клиновидный выступ с углом наклона наклон- ной поверхности, равным углу наклона поверхности инструмента 2. Инструмент 5 имеет острую режущую кромку. На переходе, соответствующем стадии окончательного разделения, на материал заготовки 1 воздействуют эластичной средой 6. Клиновидный выступ инструмента 5 внедряется в материал заготовки 1. Поверхность инструмента 5, обращенная к оси, имеет форму и размеры, тождественные с соответствую- щей поверхностью инструмента 2. Наклонные поверхности инструментов 2 и. 5 эквидистантны. При внедрении инструмента 5 в материал заготовки 1 в кольцевой канавке образуют сквозное кольцевое уг- лубление и происходит разделение материала заготовки.
Пример. Проводили вырубку деталей из алюминиевых сплавов АМцН, АД1, меди М2 толщиной 10 мм. Диаметр отверстия в пуансоне 40 мм, клиновидная режущая кромка имела угол 45°. В качестве заготовок использовалась полоса шириной 60 мм. На первой стадии заготовку деформировали металлической плитой (ст. 3), обеспечивая внедрение пуансона в заготовку на величину 6 мм, а ширина торцовой площадки равнялась 5 мм. Окончательное разделение заготовки осуществляли эластичной средой, в качестве которой использовался полипропилен 01020, и пуансоном с острой клиновидной режущей кромкой.
При разделении по известному способу эластичная среда изнашивалась после получения 20-50 деталей.
Формула изобретения
Способ двухпереходной вырубки деталей из листового материала, при котором на первом переходе материал помещают между плоской поверхностью одного инструмента и клиновидным выступом другого инструмента, внедряют последний в материал на часть его толщины и образуют в материале кольцевую канавку с дном, ограниченную с одной стороны конической поверхностью, а на другом переходе производят разделение материала и в качестве одного по меньшей мере инструмента используют инструмент с клиновидной поверхностью, отличающийся тем,что, с целью снижения стоимости инструмента и упрощения его изготовления, на первом переходе в качестве инструмента с плоской рабочей поверхностью используют жесткую
металлическую плиту, а кольцевую канавку
д образуют с глубиной - -- ,
где А - ширина дна канавки;
s - толщина материала;
р- угол наклона образующей конической поверхности канавки, на другом переходе инструмент с клиновидным выступом внедряют в материал на всю толщину и образуют в дне канавки кольцевое углубление, ограниченное конической поверхностью, эквидистантной с поверхностью канавки, и в качестве другого инструмента используют эластичную среду.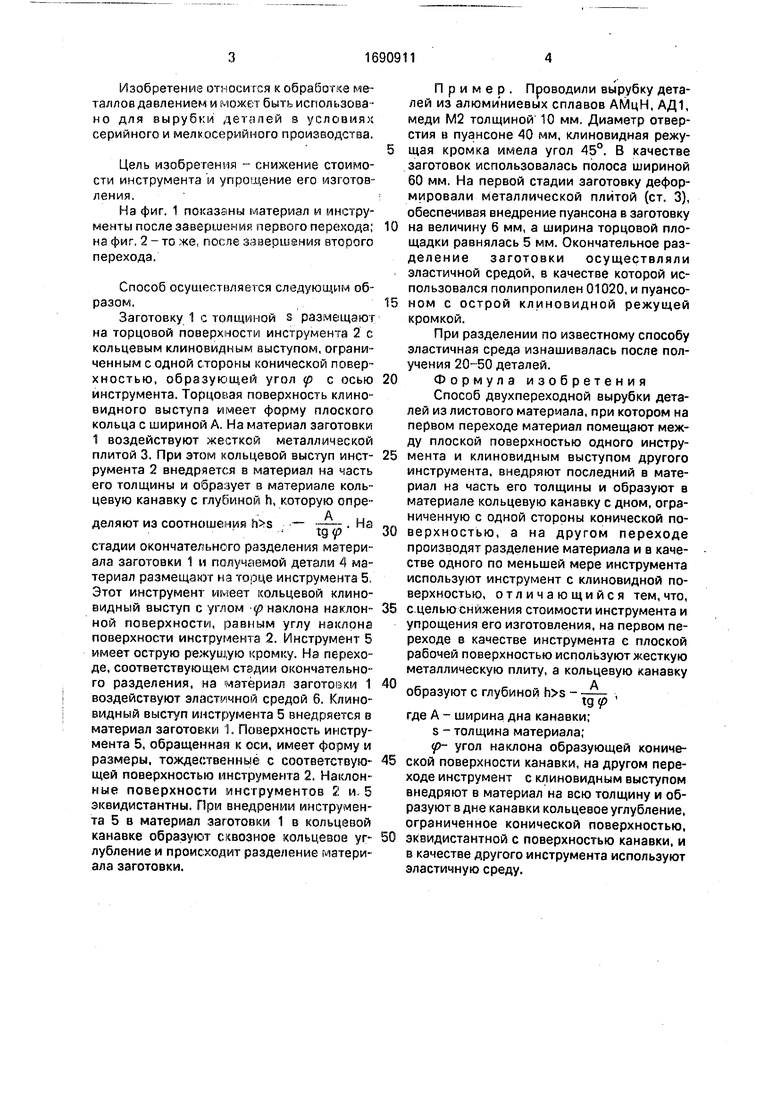
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырубки деталей из листового материала | 1989 |
|
SU1706755A1 |
| Штамп для чистовой вырубки | 1989 |
|
SU1706753A1 |
| Способ чистовой вырубки,пробивки | 1984 |
|
SU1393504A1 |
| Способ вырубки деталей из плоской заготовки | 1983 |
|
SU1148675A1 |
| Способ вырезки деталей из листового материала | 1983 |
|
SU1414492A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483824C1 |
| Устройство для разделительных операций эластичной средой | 1991 |
|
SU1811943A1 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Штамп для разделения листового материала | 1983 |
|
SU1183240A1 |
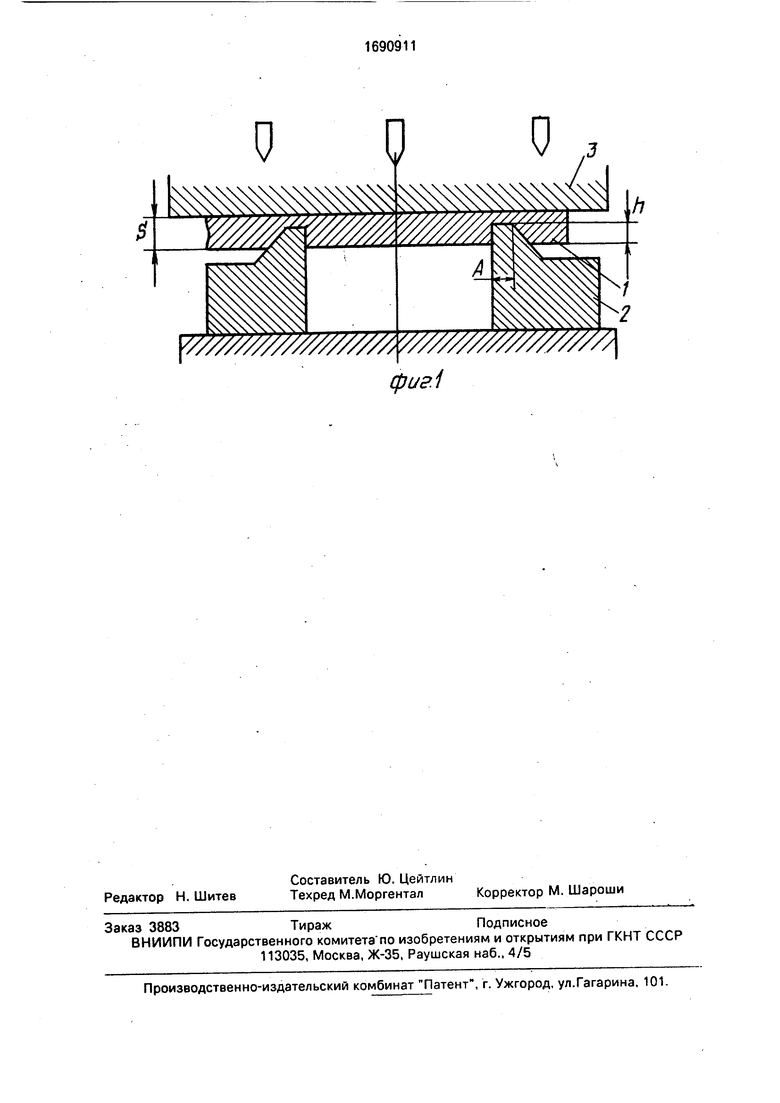
Изобретение относится к обработке металлов давлением и может быть использова- но дли вырубки деталей в условиях серийного и мелкосерийного производства. Цель изобретения - снижение стоимости инструмента и упрощение его изготовления. В листовом материале на первом переходе при помощи инструмента (И) с кольцевым клиновидным выступом и жесткой металлической плиты образуют кольцевую канавку с шириной А дна и углом р наклона боковой поверхности. На другом переходе производят разделение материала заготовки (30 1 и получают деталь 4. Для этого на ЗГ 1 с одной стороны воздействуют эластичной средой 6, а с другой внедряют кольцевой клиновидный выступ И 5 с острой режущей кромкой и углом р. 2 ил.
Y/////////
фиг.1
| Способ чистовой вырубки,пробивки | 1984 |
|
SU1393504A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США N 4362078, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
