Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей из листовых материалов с чистой поверхностью разделения.
Цель изобретения.- повышение размерной точности деталей, качества поверхности разделений и стойкости инструмента.
Сущность предлагаемого способа поясняется фиг. 1-6.
Способ осуществляют следующим образом.
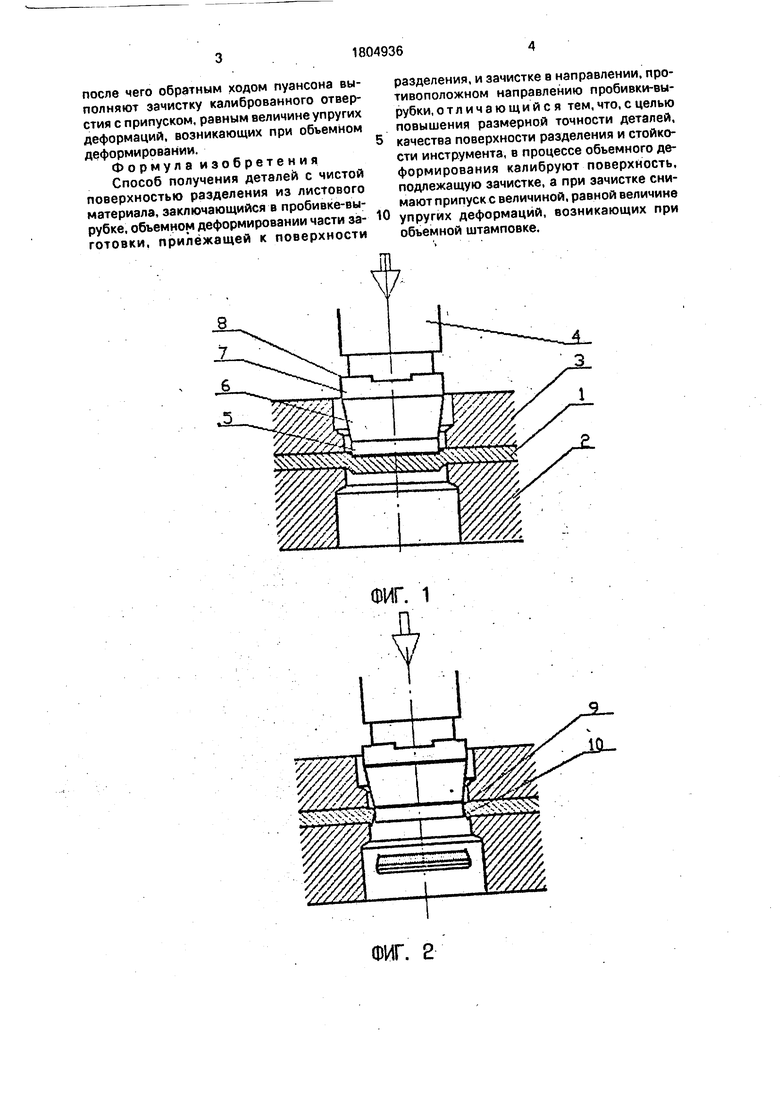
Заготовку 1 помещают на зеркало пробивной матрицы 2 и прижимают прижимом 3. Пуансон 4 с пробивной 5, формующей б, калибрующей 7 и зачистной 8 зонами внедряют в заготовку (фиг, 1). Затем в ней пробивают отверстие с узким блестящим пояском 9 и шероховатой зоной скола 10 (фиг.2).
При дальнейшем внедрении пуансона 4 его формующая зона б внедряется в заготовку 1 и металл из зоны, охватывающей блестящий поясок 9, перемещается в кольцевой участок, прилежащий к зоне скола 10
(фиг.З). В результате в заготовке 1 образуется отверстие с цилиндрическими стенками, которое затем калибруется калибрующей зоной пуансона 7 (фиг.4).
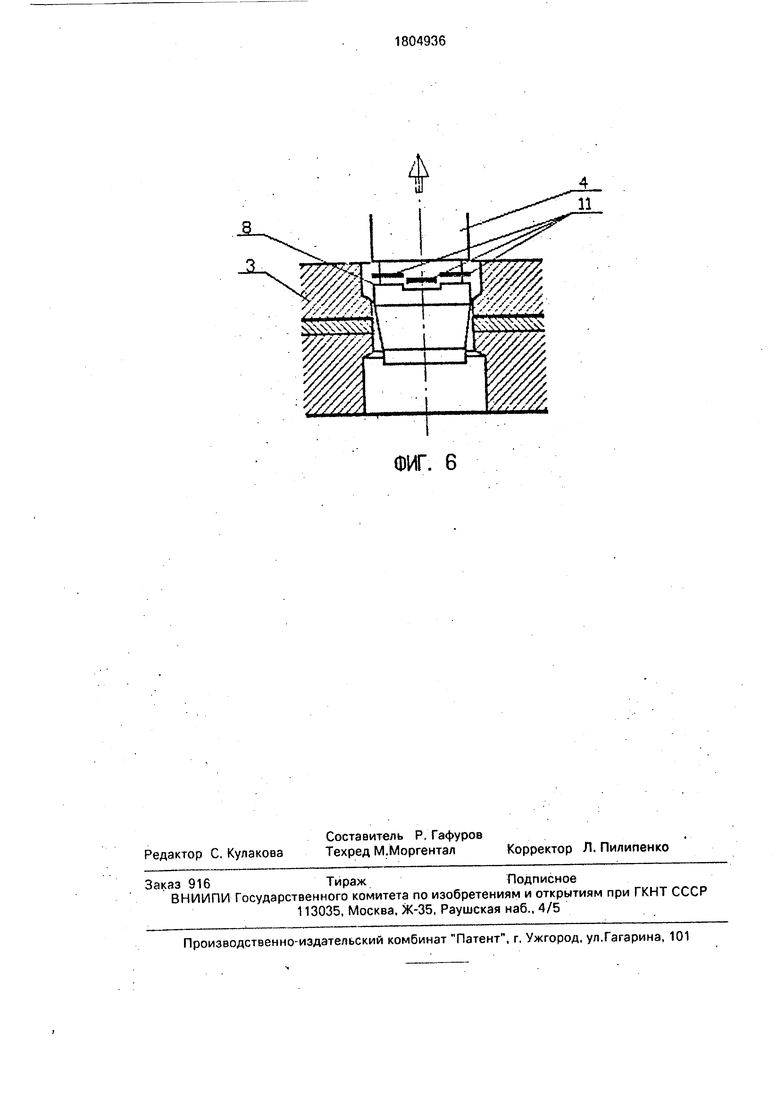
После прохождения калибрующей зоны 7 пуансона 4 по всей толщине заготовки 1, полученное отверстие под действием напряжений, возникающих в заготовке при объемном деформировании, сжимается на величину упругих деформаций (фиг.5). Затем обратным ходом пуансона 4 производят зачистку калиброванного отверстия режущей кромкой зачистной зоны 8 пуансона, срезая в отход 11 припуск, равный по величине упругим деформациям калибрование-. го отверстия (фиг.6). При этом прижим 3 служит зачистной матрицей.
П р и м е р. В заготовке из стали марки 15кп толщиной 2,5 мм пробивают отверстие с зазором 0,25 мм на сторону, производят обьемное деформирование части заготовки, прилежащей к поверхности разделения, калибровку пробитого отверстия с получением отверстия с цилиндрическими стенками,
ел С
со о чэ со о
после чего обратным ходом пуансона выполняют зачистку калиброванного отверстия с припуском, равным величине упругих деформаций, возникающих при объемном деформировании.
Формула изобретения Способ получения деталей с чистой поверхностью разделения из листового материала, заключающийся в пробивке-вырубке, объемном деформировании части заготовки, прилежащей к поверхности
разделения, и зачистке в направлении, противоположном направлению пробивки-вырубки, отличающийся тем, что, с целью повышения размерной точности деталей,
качества поверхности разделения и стойкости инструмента, в процессе объемного деформирования калибруют поверхность, подлежащую зачистке, а при зачистке снимают припуск с величиной,равной величине
упругих деформаций, возникающих при объемной штамповке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий в листовых заготовках | 1981 |
|
SU994086A1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| Способ получения отверстий с чистой поверхностью | 1986 |
|
SU1412842A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| Способ штамповки металлических деталей | 1975 |
|
SU551086A1 |
| Способ разделительной штамповки | 1990 |
|
SU1801046A3 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |

Использование: обработка металлов давлением. Сущность изобретения: детали с чистой поверхностью получают путем пробивки-вырубки, уменьшения величины припуска, калибровки и зачистки. Величину припуска уменьшают за счет объемной штамповки. Калибровку производят одновременное уменьшением величины припуска. Зачистку производят в направлении, противоположном направлению пробивки-вырубки. Припуск при зачистке, равный величине упругой деформации при объемной штамповке, снимают, 6 ил.
ФИГ. 1
ФИГ. 2
ФИГ. 6
| Способ получения отверстий с чистой поверхностью | 1986 |
|
SU1412842A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения деталей с чистовой поверхностью | 1983 |
|
SU1148676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
