00
X)
ее
Изобретение относится к обработке металлов давлением и может быть использовано при получении радиальной ковкой преимущественно полых изделий из различных сталей и сплавов.
Цель изобретения - улучшение качества получаемых поковок и псвьше- ние производительности ковки.
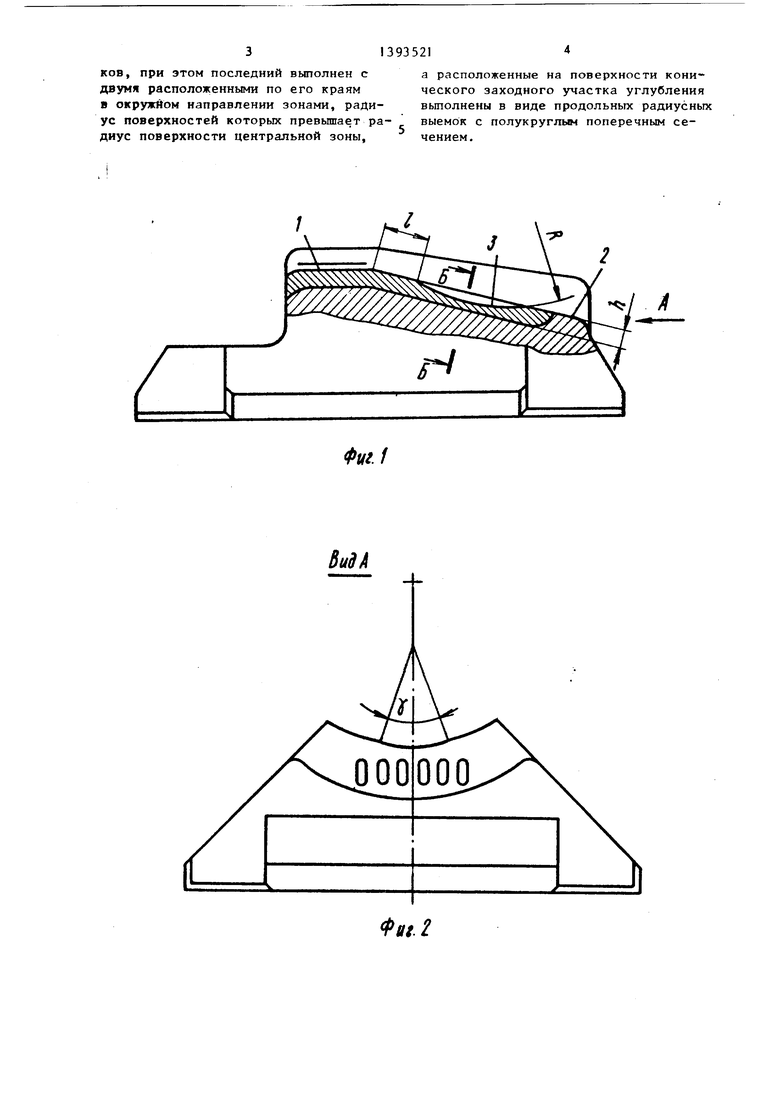
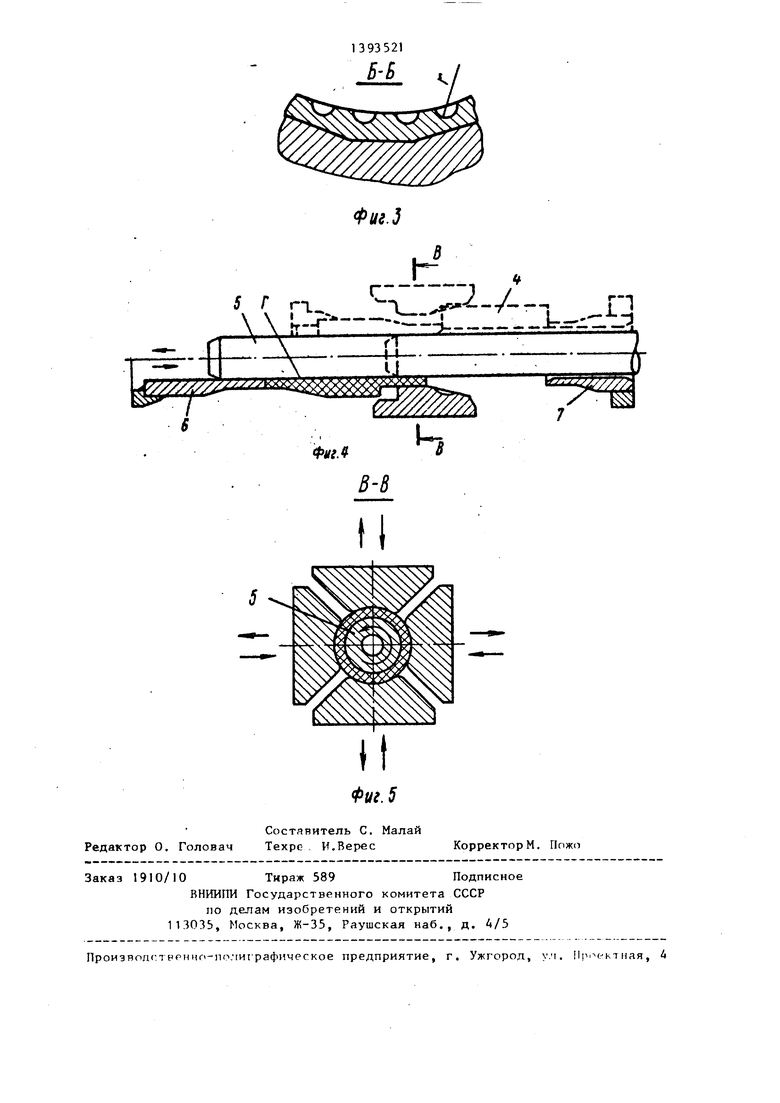
На фиг. 1 изображен инструмент для радиальной ковки; на фиг. 2 - вид А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема работы инструмента в начале и в конце ковки; на фиг. 5 - . разрез В-В на г фиг. 4 (конечная, стадия ковки).
Инструмент для радиальной ковки имеет наплавленную поверхность, состоящую из цилиндрического калибрующего 1 и конического заходного 2 участков . Последний вьтолнен с продольными радиусными выемками 3, граница зоны протяженности которых смещена относительно зоны сопряжения заходно0
0
ходное положение заготовки 4 для деформирования регулируется с помощью противодержателя 6 и съемника 7. В процессе ковки заготовка однойремен- но обжимается ковочными инструментами, в промежутках между обжатиями производятся продольная подача заготовки 4 и ее вращение. Вначале для обеспечения вращающего движения заготовки 4 она деформируется конической заходной частью 2 до прихвата оправки 5. Таким образом, заготовка 4 вместе с оправкой 5, вращаясь, двигается в осевом направлении и одновременно деформируется пульсирующими динамическими ударами ковочных инструментов до получения требуемых форм и размеров поковки.
Выполнение равномерно расположенных на поверхности конического заходного участка углублений в виде продольных радиусных выемок позволяет устранить образование зажимов при
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Инструмент для радиальной ковки заготовок прямоугольного сечения | 1988 |
|
SU1611538A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении радиальной ковкой преимущественно полых изделий из различных сталей и сплавов. Цель - улучшение качества получаемых поковок и повьшение производительности ковки. Инструмент для радиальной и ротационной ковки состоит из конического заходного и цилиндрического калибрующего участков. Калибрующий участок выполнен с двумя расположенными по его краям в окружном направлении зонами. Радиус поверхностей этих зон превышает радиус поверхности центральной зоны. На поверхности конического заходного участка равномерно расположены в окружном направлении углубления. Углубления имеют форму продольных радиусных выемок с полукруглым поперечным сечением. Граница зоны протяженности углублений смещена относительно зоны сопряжения заходного и калибрующего участков. 5 ил. с S (Л
го и калибрующего участков на величи- 25 ковке образующихся выступов в калиб- I
ну 1. В точке соприкосновения товки с заходным участком глубина г выемки достигает максимальной величи ны, не превьппающей половины толщины
h
у наплавленного слоя, т.е.
Дпина: 1 должна быть не менее величины осевой подачи заготовки за один ход инструмента. В противном случае поковка получается некачественной,
h а в случае j ковочный инструмент
может потерять свою стойкость. Дли- наЛ1 и глубина г выемки определяют величину продольного радиуса R выемки. Цилиндрический калибруюгдий участок выполнен с двумя расположенными по его краям в окружном направлении зонами, радиус поверхности которых превышает радиус поверхности центральной зоны.
Угол охвата у сектора, образованного двумя радиусами, не менее, чем угол вращения заготовки за один ход инструмента В противном случае калибровка полу 1}ается некачественной.
Инструмент для ковки работает следующим образом.
Горячая трубная заготовка 4 надевается на оправку 5 и подается в зону деформирования, где расположены ковочные инструменты с возможностью встречного перемещения р двух взаимно перпендикулярных плоскостях. Ис0
5
0
5
0
5
рующем участке инструмента.,
Изготовление поковок, имеющих наружную коническую поверхность, переходящую в цилиндрическую, предлагаемым ковочным инструментом позволяет устранить вогнутость, появляющуюся на внутренней поверхности (область Г, фиг.4). Дефект устраняется следующим образом. При обжатии заготовки коническим заходным участком на поверхности заготовки появляются выступы, которые устраняются в дальнейшем с помощью конического участка, имеющего гладкую поверхность, тем самым создаются направленные потоки течения металла, что способствует благополучному заполнению внутренней полости поковки.
Формула изобретения
Инструмент для радиальной и ротационной ковки преимущественно полых изделий, рабочая часть которого состоит из конического заходного участка с равномерно расположенными в окружном направлении на его поверхности углублениями и цилиндрического калибрующего участка, отличающийся тем, что, с целью улучще- ния качества получаемых поковок и повьшения производительности ковки, граница зоны протяженности углублений смещена относительно зоны сопряжения заходного и калибрующего участков, при этом последний выполнен с двумя расположенными по его краям в окружном направлении зонами, радиус поверхностей которых превьшает радиус поверхности центральной зоны.
Фш.1
а расположенные на поверхности кони ческого заходного участка углубления выполнены в виде продольных радиусных выемок с полукруглым поперечным сечением.
Фи1.г
Фиг. 4
Фи.З
| Инструмент для радиальной и ротационной ковки | 1976 |
|
SU637186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
