Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при ковке на радиально-ковочных машинах. .
Известен инструмент для радиально-ковочных машин, представляющий с собой бойки, рабочая поверхность которых состоит из заходной и калибрующих частей, вьтолненных соответственно конической и цилиндрической.
Ковка таким инструментом не обеспечивает интенсивной проработки металла во всем объеме заготовки, что отрицательно влияет на качество изделий .
Наиболее близким решением по технической сущности и достигаемому
СО результату является инструмент для
QO радиальной ковки, содержащий две паелры бойков, установленных с возможносо .стью попарного перемещения в двух взаимно перпендикулярных плоскостях, каждый из которых вьтолпен с заходным и калибрующим участками рабочей поверхности.
Инструмент такой конструкции широко применяется при ковке на радиально-ковочных машинах поковок круглого и квадратного сечений. Однако применение такого инструмента не обеспечивает получения удовлетворительного качества металла. Это обусловлено характером течения металла в процессе деформации. Бойки данной конструкции создают преимущественное перемещение потоков металла поковки в осевом и радиальном направлении, что не обеспечивает проработки металла по всему сечению.
Цель изобретения - повышение качества получаемых изделий за счет снижения неравномерности свойств в объеме поковки.
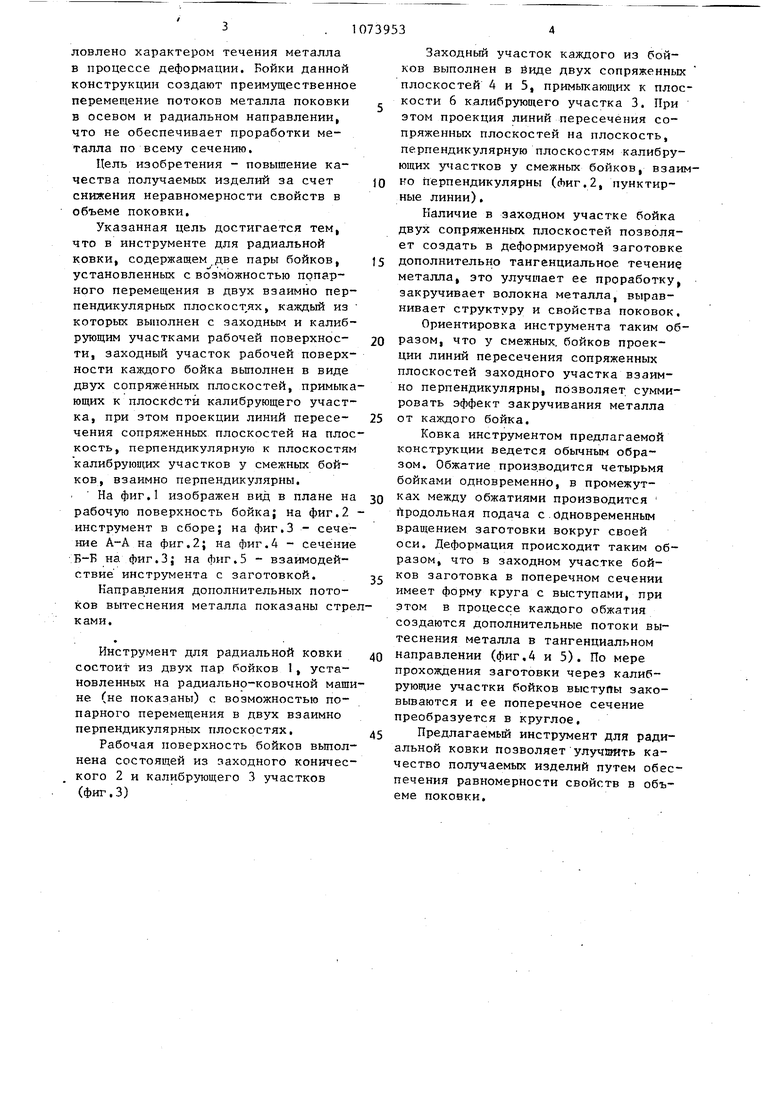
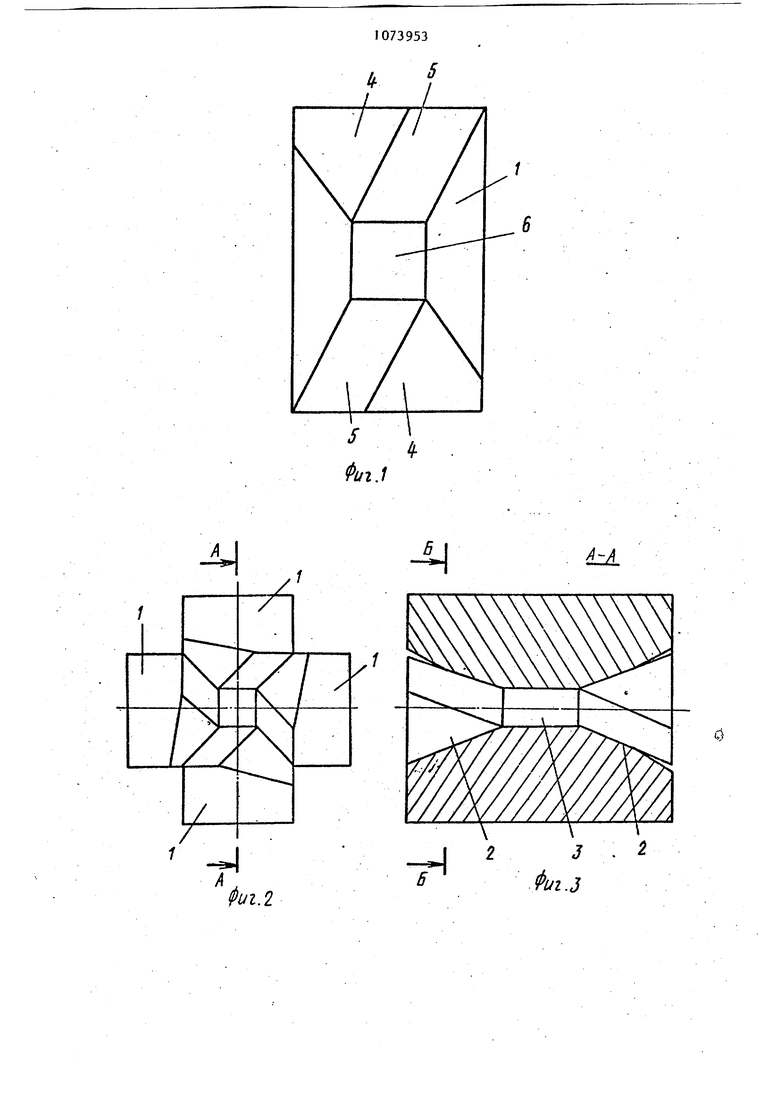
Указанная цель достигается тем, что в инструменте для радиальной ковки, содержащем две пары бойков, установленных с во зможностью попарного перемещения в двух взаимно перпендикулярных плоскост ях, каждый из которых выполнен с заходным и калибрующим участками рабочей поверхности, заходный участок рабочей поверхности каждого бойка выполнен в виде двух сопряженных плоскостей, примыкающих к плоскиетй калибрующего участка, при этом проекции линий пересечения сопряженных плоскостей на плоскость, перпендикулярную к плоскостям калибрующих участков у смежньк бойков, взаимно перпендикулярны, i На фиг.1 изображен вид в плане на рабочую поверхность бойка; на фиг.2 инструмент в сборе; на фиг.З - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.З; на фиг.З - взаимодействие инструмента с заготовкой.
Направления дополнительных потоков вытеснения металла показаны стреками.
Инструмент для радиальной ковки состоит из двух пар бойков 1, установленных на радиальнр-ковочной мащине (не показаны) с возможностью попарного перемещения в двух взаимно перпендикулярных плоскостях.
Рабочая поверхность бойков вьтолнена состоящей из заходного конического 2 и калибрующего 3 участков (фиг.З)
Заходный участок каждого из бойков выполнен в йиде двух сопряженных плоскостей 4 и 5, примыкающих к плоскости 6 калибрующего участка 3. При этом проекция линий пересечения сопряженных плоскостей на плоскость, перпендикулярную плоскостям калибрующих y iacTKOB у смежных бойков, взаино перпендикулярны (Лиг.2, пунктирные линии),
Наличие в заходном участке бойка двух сопряженных плоскостей позволяет создать в деформируемой заготовке дополнительно тангенциальное течение металла, это улучшает ее проработку закручивает волокна металла, выравнивает структуру и свойства поковок.
Ориентировка инструмента таким образом, что у смежных, бойков проекции линий пересечения сопряженных плоскостей заходного участка взаимно перпендикулярны, позволяет суммировать эффект закручивания металла от каждого бойка.
Ковка инструментом предлагаемой конструкции ведется обычным образом. Обжатие произ.водится четырьмя бойками одновременно, в промежутках между обжатиями производится продольная подача с.Одновременным вращением заготовки вокруг своей оси. Деформация происходит таким образом, что в заходном участке бойков заготовка в поперечном сечении имеет форму круга с выступами, при этом в процессе каждого обжатия создаются дополнительные потоки вытеснения металла в тангенциальном направлении (фиг.4 и 5). По мере прохождения заготовки через калибрующие участки бойков выступы заковываются и ее поперечное сечение преобразуется в круглое.
Предлагаемый инструмент для радиальной ковки позволяет улучзгтть качество получаемых изделий путем обеспечения равномерности свойств в объеме поковки.
Фиг.1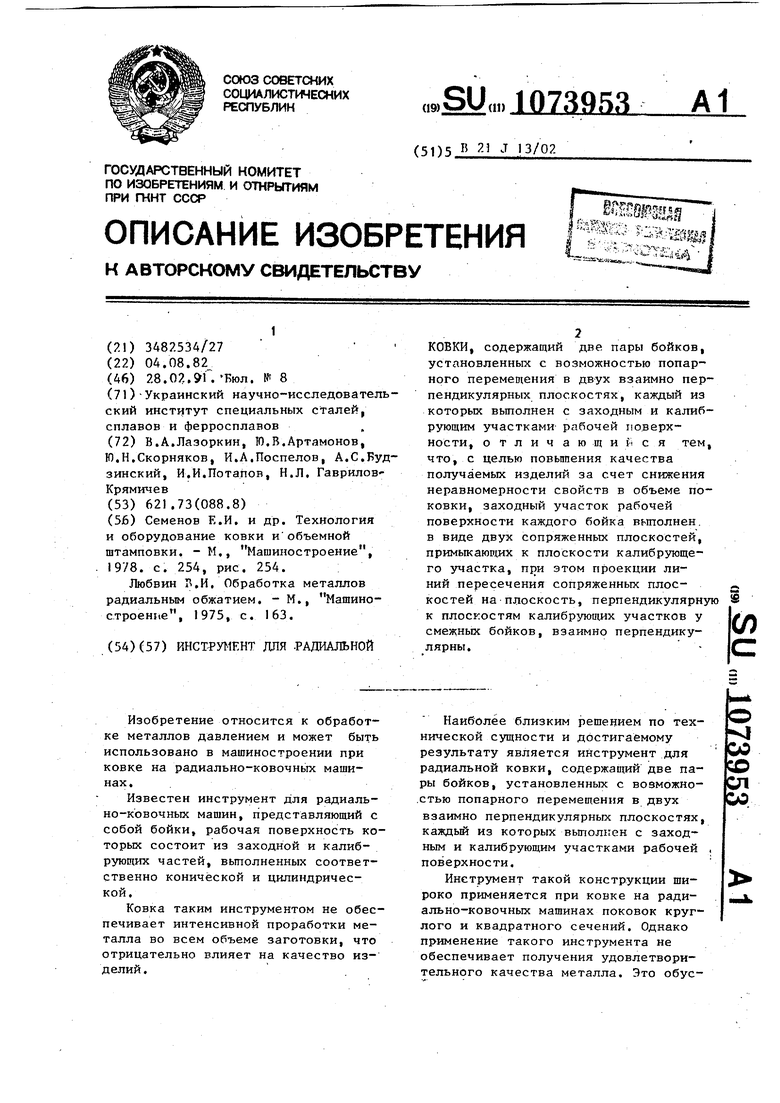
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Инструмент для радиальной ковки | 1985 |
|
SU1382571A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
ИНСИУМЕНТ ЛПЯ -РАДИАЛЬНОЙ КОВКИ, содержащий две пары бойков, установленных с возможностью попарного перемеп1ения в двух взаимно перпендикулярных плоскостях, каждый из которьк выполнен с заходным и калибрующим участками рабочей поверхности, отличаю щи и с я тем, что, с целью повьппения качества получаемых изделий за счет снижения неравномерности свойств в объеме поковки, заходный участок рабочей поверхности каждого бойка вьтолнен. в виде двух сопряженных плоскостей, примыкающих к плоскости калибрующего з 1астка, П15и этом проекции линий пересечения сопряженных плос- д костей на плоскость, перпендикулярную S (Л к плоскостям калибруюп1их участков у смежных бойков, взаимно перпендикулярны.
- 2 5Фиг.5
| Семенов Е.И | |||
| и др | |||
| Технология и оборудование ковки иобъемной штамповки | |||
| -М., Машиностроение, 1978 | |||
| с | |||
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Гонок для ткацкого станка | 1923 |
|
SU254A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Обработка металлов радиальным обжатием | |||
| - М., Машиностроение, 1975, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
