Изобретение относится к обработке металлов давлением, в частности к инструментам для радиально-ковочных машин
Цель изобретения -- повышение качества поковок за счет обеспечения точности их размеров.
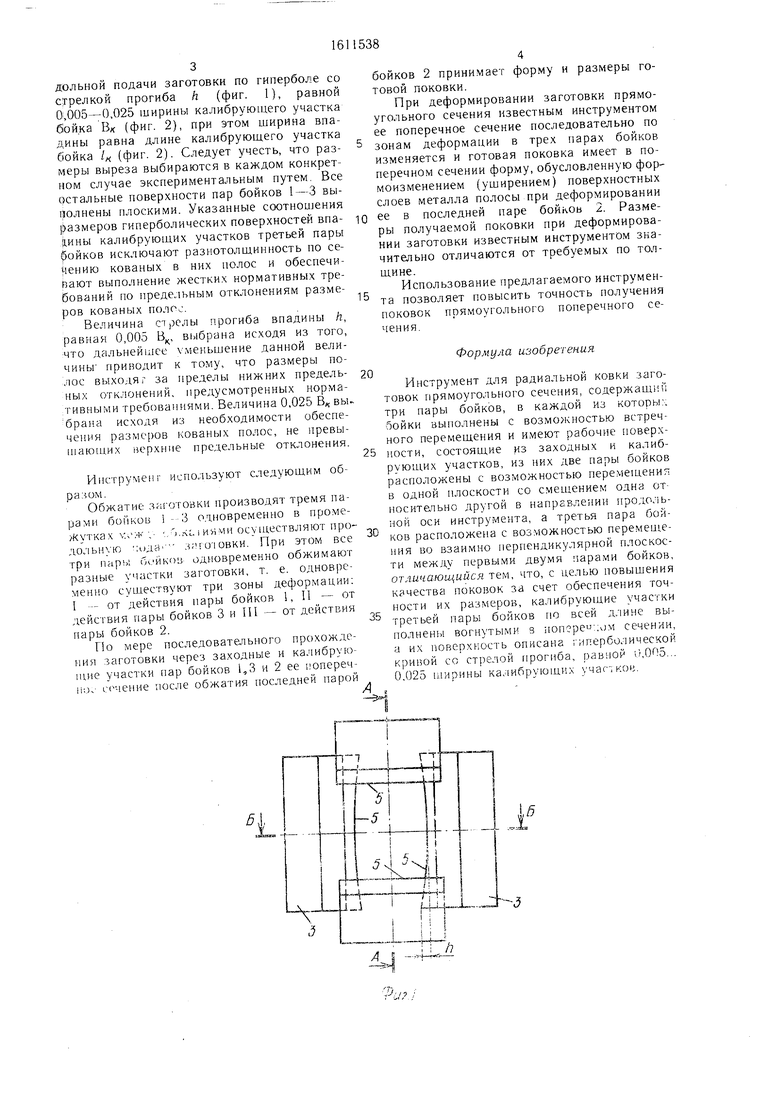
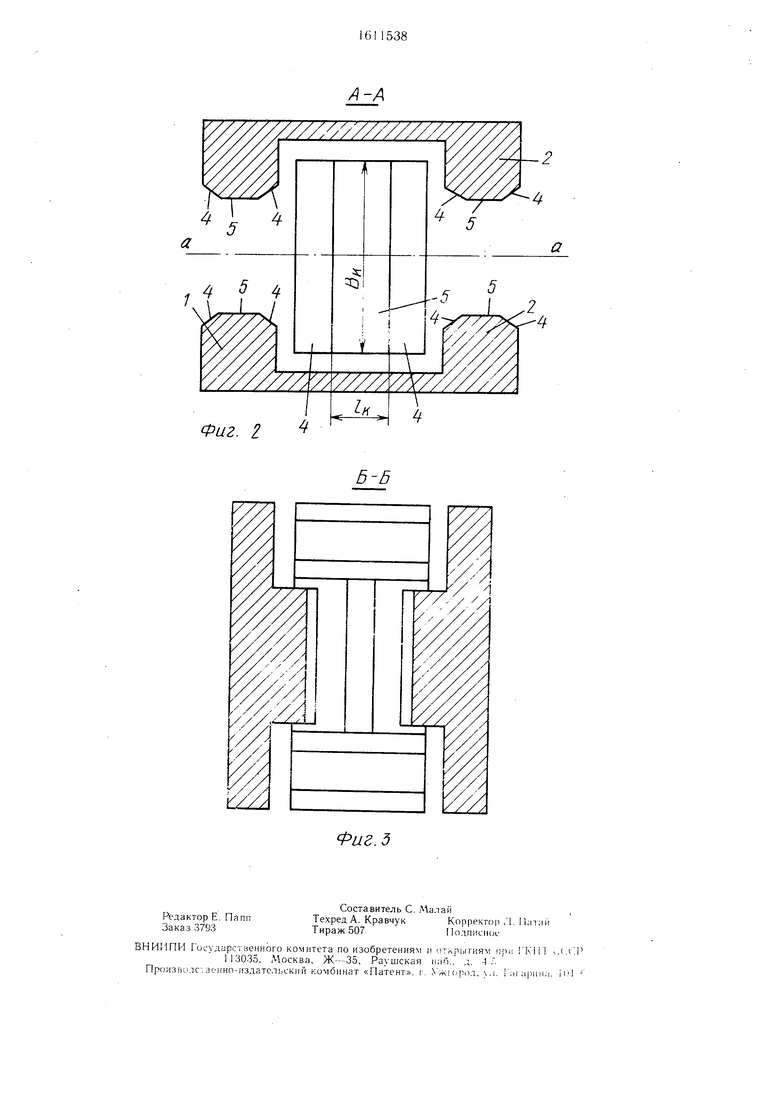
На фиг. 1 изображен инструмент для радиальной ковки; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Ь---Ь на фиг I.
Инструмент для радиальной ковки состоит из трех пар бойков -3 (фиг 1 и 2) установленных на радиал.ьно-ковочной машине, в каждой из которых бойки выполнены с возмож.чостью встречного перемещения и имеют рабочие поверхности состоящие из заходных 4 и калибрующих 5 участков.fj j
У двух пар бойков 1 и 2. распою- женных с возможностью перемещения в ov нои плоскости, рабочие поверхности захоц- ных и калибрующих участков 4 и 5 смещены одна относительно другой в направче- нии продольной JIoдaчи заготовки (направление по оси а-а, третья пара бойкот Ч имеет возможность перемещения во взаим но перпендикулярной плоскости относительно плоскости перемещения пар бойков I н 2 Рабочие поверхности заходных и калибрующих участков 4 и 5 пары бойков 3 расположены между рабочими поверхностями заходных и калибрующих участков 4 и 5 пар бойков и 2. При этом калибрующие участки 5 пары бойков 3 выполнены с профильными вырезами с образующими н поперечном направлении относите;пьно просо
00
дольной подачи заготовки по гиперболе со стрелкой прогиба h (фиг. 1), равной Q 005-0025 ширины калибрующего участка бойка В, (фиг. 2), при этом ширина впа- пины равна длине калибрующего участка бойка / (фиг. 2). Следует учесть, что размеры выреза выбираются в каждом конкрет ном случае экспериментальным путем Все остальные поверхности пар бойков 1--.3 выполнены плоскими. Указанные соотношения Аазмеров гиперболических поверхностей впа- 1ИНЫ калибрующих участков третьей пары бойков исключают разнотолщинность по сечению кованых в них полос и обеспечивают выполнение жестких нормативных требований по предельным отклонениям размеров кованых поло.:.
Ветичина стрелы прогиба впадины П, равная 0,005 В, выбрана исходя того, .что аальнейшее уменьшение данной величины приводит к тому, что размеры по- пос выходят за пределы нижних предельных отклонений. |федусмотреннь1х норма- тивными требованиями. Величина 0,02 Ь« вы брана исходя из необходимости обеспечения размеров кованых полос, не превышающих верхние предельные отклонения
используют следующим
„ -. .4 f It- Ч V rtJLLLri ОО
Ипструмен
О бжатие заготовки производят тремя па- пями бойков 1-3 одновременно в проме . : .,.. ,иями осу п ествляют про|i:;: L.;. :::;; eroS
. и--1лГрЛ .:оГз„ ° Г-:;1:.г,
™с.«довате. „рохожд.-. „„; ;,Г.«- «ре. за,од„.е и .;:
,:;,сл.ей.
бойков 2 принимает форму и размеры готовой поковки.
Пои деформировании заготовки прямоугольного сечения известным инструментом ее поперечное сечение последовательно по зонам деформации в трех парах бойков и меняется и готовая поковка имеет в по перечном сечении форму, обусловленную фор- мо изменением (уширением) слоев металла полосы при деформировании ее в последней паре бойков z. Размеры получаемой поковки при деформировании заготовки известным инструментом зна- отличаются от требуемых по тол Использование предлагаемого инструмента позволяет повысить точность получения поковок прямоугольного поперечного се- чения.
5
Формула изобретения
0
5
Инструмент для радиальной ковки заготовок прямоугольного сечения, содержащий три пары бойков, в каждой из которьг. бойки выполнены с возможностью встречного перемещения и имеют рабочие пов рх- „ости состоящие из заходных и калибрующих участков, из них две пары ооиков а ;олож1ны с возможностью перемещения в одной плоскости со смещением одна от „осите.пьно другой в направлении чой оси инструмента, а третья пара бои- 0 ков расположена с возможностью перемещения во взаимно перпендикулярной плоскос- и межаУ первыми двумя .арами бойков, .л.да.йся тем, что, с целью повышения качества поковок за счет обеспечения точ ности их размеров, калибрующие участки тпе-гьей пары бойков по всей длине вы- ю нены ВОГНУТЫМИ в нопереи::.м сечении, Пх поверхность описана гиперболической кривой CG стрелой прогиба, равной .лО -.о... 0,025 ширины калибрующих учаг- ко з.
35
,5
-д
Фаг. 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| Способ радиальной ковки | 1985 |
|
SU1402400A1 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
Изобретение относится к обработке металлов давлением, а именно к инструментам для радиально-ковочных машин. Цель изобретения - повышение качества поковок за счет обеспечения точности их размеров. Инструмент содержит три пары бойков. В каждой паре бойки выполнены с возможностью встречного перемещения и имеют рабочие поверхности, состоящие из заходных и калибрующих участков. Третья пара бойков имеет возможность перемещения во взаимно перпендикулярной плоскости. Рабочие поверхности бойков третьей пары расположены между рабочими поверхностями бойков первых двух пар. На поверхностях калибрующих участков третьей пары бойков выполнены впадины, очерченные в поперечном сечении гиперболической кривой, со стрелой прогиба, равной 0,005-0,025 ширины калибрующего участка бойка. Ширина впадины равна длине калибрующего участка. Ковка заготовок в инструменте на радиально-ковочной машине позволяет повысить точность получаемых поковок прямоугольного сечения, уменьшить припуски и трудоемкость механической обработки. 3 ил.
| Ковташок Ю | |||
| П | |||
| и др | |||
| Освоение технологии радиальной ховки полосы из стали Д,И--32.- КШП, 1986, № 12 | |||
| -- РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ |
