Изобретение относится к обработке металлов давлением, а именно к инструменту для радиально-ковочных машин (РКМ).
Цель изобретения - повышение качества поковок за счет интенсификации проработки металла в осевой зоне непрерывно литых заготовок.
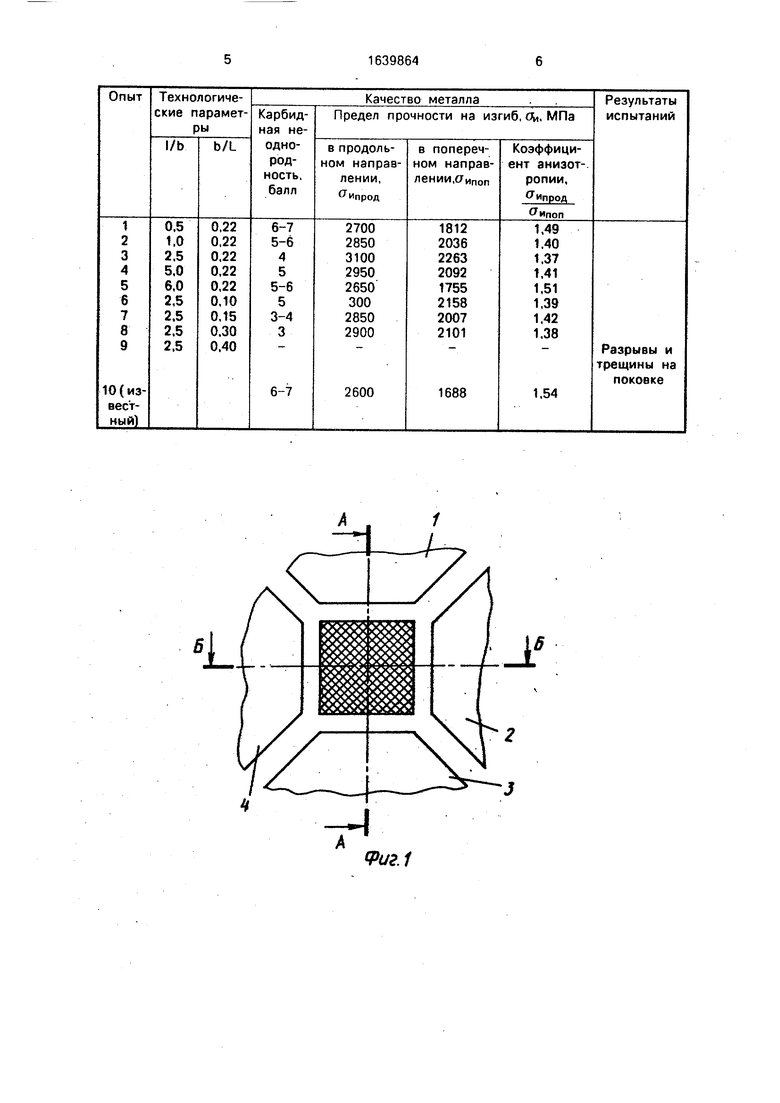
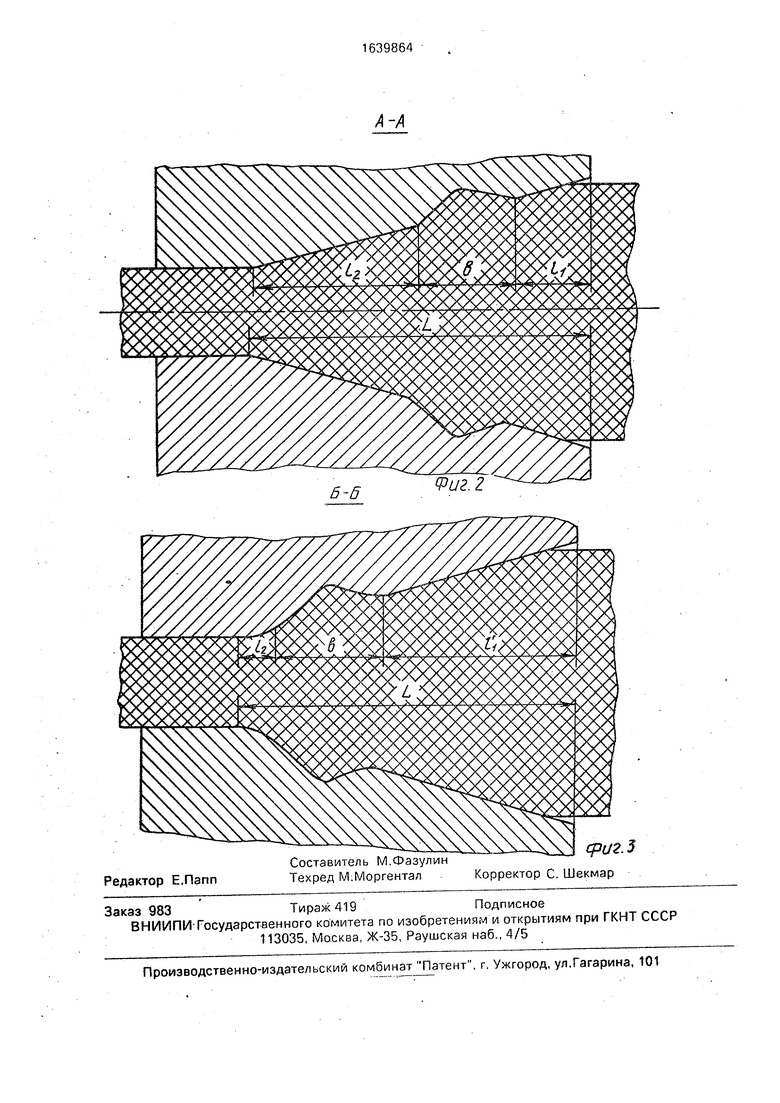
На фиг. 1 изображен инструмент для радиальной ковки; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Ковку инструментом осуществляют следующим образом.
Исходная заготовка в поперечном сечении имеет форму квадрата. Нагретую заготовку подают в бойки и первоначально обжимают ее заходными участками длиной И(пара бойков 1 и 2)и длиной И(пара бойков 3 и 4). В этом случае течение металла направлено вдоль продольной оси инструмента. Так как li Ь, то при дальнейшем продвижении заготовки наступает момент, когда часть заготовки будет обжиматься только бойками 3 и 4, а поперечные каналы шириной b на выходных участках бойков 1 и 2 будут заполняться металлом за счет потоков вытеснения. При следующих подачах заготовки вследствие того, что la la. часть заготовки, расположенная напротив каналов, выполненных на бойках 3 и 4,будет обжиматься бойками 1 и 2 и выдавливать металл в эти каналы.
Таким образом, расположение каналов перпендикулярно продольной оси бойков со смещением их относительно каналов другой пары бойков, обеспечивает значительные потоки вытеснения металла в поперечном
О
со
Ю 00
о
сечении заготовки с чередованием их то в одном, то в другом направлении поперечного сечения заготовки.
Такой организацией потоков вытеснения металла достигается последовательное 5 перемещение зон сдвиговых деформаций в поперечном сечении заготовки и в результате этого лучшая проработка структуры металла осевой зоны, а также создаются благоприятные условия для заваривания 10 несплошностей металлургического происхождения. Более интенсивная проработка структуры металла приводит к повышению механических характеристик металла и их однородности по сечению поковки.15
Каналы у одной пары бойков смещены в продольном направлении относительно каналов другой пары бойков на расстоянии ,0...5,0)Ь, где b - ширина канала. При величине смещения l b и О 5b не происхо- 20 дит существенное улучшение качества металла.
Ширину каналов определяют из соотношения Ь(0,15...0,3)1, где L-длина заходно- го участка бойка.25
При b 0.15L не обеспечивается интенсивная проработка структуры металла в осевой зоне, а при b 0.3L возможны разрывы на поверхности заготовки из-за интенсивных сдвиговых деформаций.30
Глубина каналов выбирается такой, при которой обеспечивается беспрепятственное затекание металла при любых режимах деформирования изданной РКМ. Величина смещения каналов и их ширмнэ определи- 35 лись экспериментальным путем.
Пример. Непрерывно литую заготовку квадратного сечения со стороной квадрата 280 мм из стали Х12Ф1 проковали в инструменте предлагаемой конструкции на РКМ 40 усилием 10,0 МН на поковки с поперечным сечением 100x100 мм. Ковку производили в бойках с углом наклона заходных участков 8°, длиной калибрующих участков 120 мм, длиной заходных участков 460 мм, шириной 45 вырезов 92 мм (,2L). Каналы одной пары бойков были смещены в продольном направлении относительно каналов другой пары бойков на 184 мм (h 2b). Заготовки перед ковкой нагревали до 1160°С, Ковку 50 производили за четыре прохода по следующей схеме (указаны размеры поперечного сечения заготовки яо прохо- дам):280х280мм - 250х250мм - 210x210мм - 165x165 мм - 100x100 мм. Скорость по - дачи заготовки составляла 30-40 мм/с.
Из полученных заготовок вырезали образцы на механические испытания и исследования микроструктуры. Испытания предлагаемого инструмента были проведены при граничных (опыты 4, 6, 7 и 8), оптимальном (опыт 3) и запредельных (опыт 1, 5 и 9) значениях параметров инструмента для получения сравнительных данных одновременно были проведены испытания известного инструмента (опыт 10). Данные приведены в таблице.
Анализ данных, приведенных в таблице, показывает, что качество металла поковок, полученных предлагаемым инструментом (оцениваемое баллом карбидной неоднородности, механическими свойствами и коэффициентом анизотропии) выше, чем качество металла поковок, полученных известным инструментом.
Использование предлагаемого инструмента по сравнению с известным обеспечивает повышение качества поковок за счет более- интенсивной проработки металла в осевой зоне.
Формула изобретения Инструмент для радиальной ковки, содержащий две пары бойков, расположенных с возможностью встречного перемещения в двух взаимно перпендикулярных плоскостях, имеющих калибрующие участки и заходные участки с каналами, отличающийся тем, что, с целью повышения качества поковок за счет интенсификации проработки металла в осевой зоне непрерывно литых заготовок, каналы на заходных участках каждого бойка расположены в поперечном относительно продольной оси бойка направлении, при этому каждой пары бойков каналы расположены на одинаковом расстоянии от калибрующих участков, а ка- налы у одной пары бойков смещены в продольном направлении относительно каналов другой пары бойков на расстояние 1(1,0...5,0)Ь, где b - ширина канапа, равная 0,15...0,30 длины заходного участка бойка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кузнечной протяжки | 1989 |
|
SU1639861A1 |
| Боек к радиально-ковочной машине | 1986 |
|
SU1465167A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Инструмент для радиальной ковки | 1985 |
|
SU1382571A1 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| Инструмент для радиального обжатия | 1990 |
|
SU1803247A1 |
| Способ радиальной ковки | 1988 |
|
SU1637926A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| Способ радиальной ковки | 1985 |
|
SU1402400A1 |
| Способ радиальной ковки | 1985 |
|
SU1346316A1 |
Изобретение относится к обработке металлов давлением, в частности к инструменту для радиально-ковочных машин. Цель изобретения - повышение качества поковок за счет интенсификации проработки металла в осевой зоне непрерывно литых заготовок. Инструмент для радиальной ковки содержит две пары бойков, расположенных с возможностью встречного перемещения в двух взаимно перпендикулярных плоскостях Бойки имеют калибрующие участки и заходные участки с каналами. Каналы на заходных участках каждого бойка расположены перпендикулярно продольной оси бойка. При этом каналы у одной пары бойков смещены в продольном направлении относительно каналов другой пары бойков на расстояние 1 (1,0..5,0)Ь, где Ь-- ширина канала, b(0,15.. 0,3)L; L-длина заходно- го участка бойка. В процессе радиального обжатия заготовки инструментом со смещенными каналами достигается последовательное перемещение зон сдвиговых деформаций в поперечном сечении заготовки, в результате чего улучшается проработка металла в осевой зоне непрерывно литых заготбвок. 3 ил., 1 табл. сл С
Фиг.1
Б-Б
Редактор Е.Папп
Составитель М.Фазулин Техред М.Моргентал
Фиг. 2
Фиг. 5
Корректор С. Шекмар
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ПЛЕНОЧНЫХ РЕЗИСТОРОВ | 0 |
|
SU232352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
