12
-29 -28
С
и увеличение ироизродительности труда за смет равномерно1 о усилия прижима и наг рева и точности ориентации контактных площадок дискретных компонентов относительно контактных поверхностей монтажных площадок печатной платы. Устройство снабжено неподпижно соединенными верхними и нижними основаниями 1 и 2. На верхнем основании подвижно закреплена несущая плита 4, в которой установлен подпружиненный полый корпус 6 с концентрично размещенным прижимом. Последний вьтолнен в виде магнитных элементов 11. Имеется нагревательны элемент 19. Его основание имеет полый :1амкнутый контур, копирующий форму периметра контактной поверхности дискретного компонента. Нагреватель 20 выполнен в виде катугпки с проводником, установленной на нагревательном элементе и соединенной с источником тока. Верхнее основание выполнено из материала, обладающего немагнитными свойствами, например из фторопласта. А нижнее основание снабжено кронштейнами, в которых подвижно закреплены магнитные фиксаторы. При переходе на другой типоразмер изделия заменяют прижим 10 и нагревательный элемент 19. 3 з.п. ф-лы, 1 нл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накрутки монтажного провода на контактные штыри | 1985 |
|
SU1277443A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Устройство для обрезки выводов микросхем | 1983 |
|
SU1129754A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ НАГРЕВОСТОЙКИХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 2019 |
|
RU2726182C1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| ЭКРАНИРОВАННАЯ КЛАВИАТУРА | 2008 |
|
RU2368110C1 |
| Электрический угловой разъем с нулевым усилием сочленения | 1986 |
|
SU1379842A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 1956 |
|
SU112950A1 |
| СОЕДИНЕНИЯ СИСТЕМЫ УВЛАЖНЕНИЯ | 2014 |
|
RU2769422C2 |
| СОЕДИНЕНИЯ СИСТЕМЫ УВЛАЖНЕНИЯ | 2014 |
|
RU2661736C1 |
Изобретение относится к изготовлению печатных схем, в частности к устройствам для крепления и демонтажа деталей на печатной плате. Цель - повышение качества монтажа
1
Изобретение относится к области пайки и, в частности для изготовления печатных схем.
Цель изобретения - повышение качества и увеличение производительности.
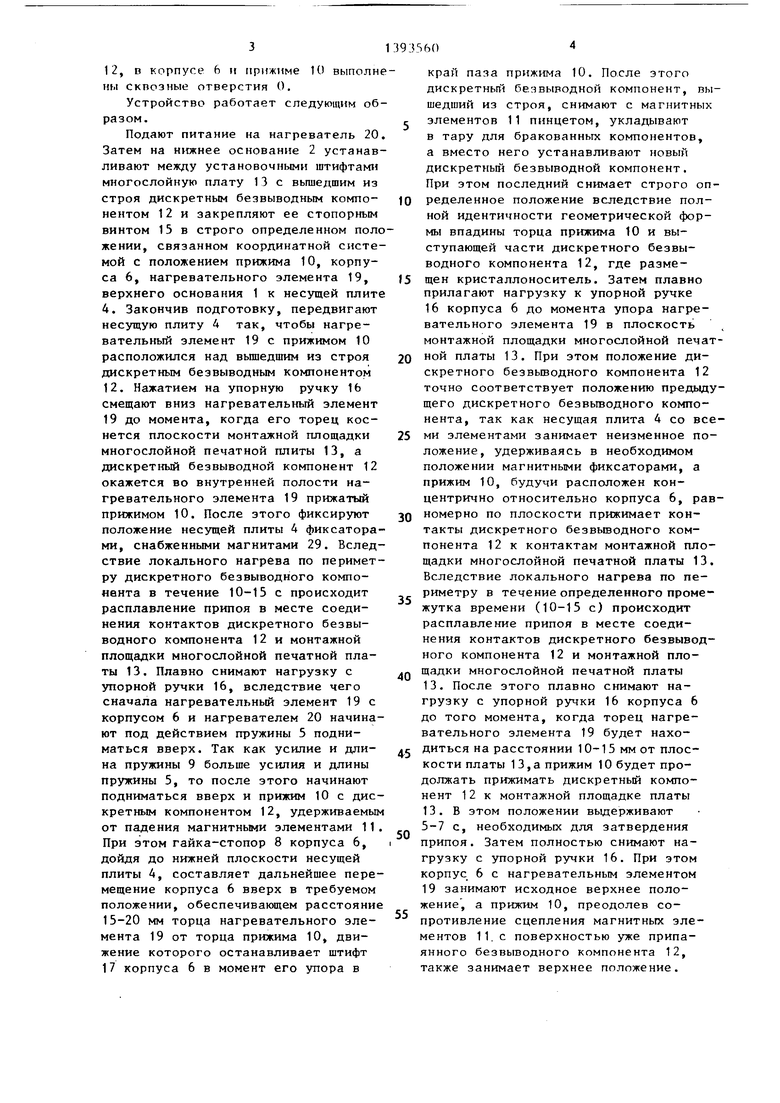
На чертеже показано устройство, разрез.
Устройство состоит из верхнего 1 и нижнего 2 оснований, неподвижно соединенных между собой стержнями 3. На перхнем основании 1 подвижно установлена несущая плита 4, в которой установлен подпружиненный пружиной 5 полый корпус 6, положение и перемещение которого определяются штифтом /, размещенным в несущей плите 4, и регулировочной гайкой-стопором 8, закрепленной на корпусе 6. Внутри корпуса 6 концентрично размещен подпружиненный пружиной 9 прижим 10, нижняя часть котЬрого состоит из двух жестко закрепленных магнитных элементов 11, контактирующих с наружной поверхностью дискретных безвыводных компонентов 12, размещенных на многослойной печатной плате 13, закрепленной в строго определенном положении на нижнем основании 2 посредством установочных штифтов 14 и стопорного винта 15. В верхней части корпуса 6 закреплены регулировочная упорная ручка 16, а в средней части штифт 17, контактирующий с продольным направляющим пазом прижима 10.
5
0
5
0
5
На внутренней полости корпуса 6 посредством винтов 18 концентрично корпусу 6 закреплен нагревательный элемент 19 с нагревателем 20, соединенным посредством проводников 21 с источником тока. Внутренние поверхности нагревательного элемента 19 покрыты термоизоляционным покрытием 22,а наружная поверхность нагревателей 20 - электротермоизоляционным покрытием 23. Нагреватель 20 закреплен на нагревательном элементе 19 кожухом 24 посредством винтов 25.
В кронштейнах верхнего основания 1 подвижно установлены магнитные фиксаторы, вьшолненные в виде стержней 26, имеющих возможность совершать возвратно-поступательное перемещение в -отверстиях кронштейнов с ограничением перемещения штифтов 27, контактирующих с пазами в кронштейнах верхнего основания. В нижней части фиксаторов закреплены оттяжные штифты 28, а в верхней части жестко закреплены на торце стержней 26 магниты 29, служащие для фиксации несущей плиты 4,а следовательно, и корпуса 6 с нагревательным элементом 19 и прижимом 10 в требуемом положении, что позволяет обеспечить точность позиционирования дискретного компонента. С целью вентиляции и снижения температуры в зоне расположения кристалла дискретного безвыводного компонента
12, в корпусе 6 и прижиме Ю выполнены сквозные отверстия 0.
Устройство работает следующим образом.
Подают питание на нагреватель 20 Затем на нгокнее основание 2 устанавливают между установочными штифтами многослойную плату 13 с вьпиедшим из строя дискретным безвыводным компонентом 12 и закрепляют ее стопорным винтом 15 в строго определенном положении, связанном координатной системой с положением прижима 10, корпуса 6, нагревательного элемента 19, верхнего основания 1 к несущей плите 4. Закончив подготовку, передвигают несущую плиту А так, чтобы нагревательный элемент 19 с прижимом 10 расположился над вьппедшим из строя дискретным безвыводным компонентом 12. Нажатием на упорную ручку 1Ь смещают вниз нагревательный элемент 19 до момента, когда его торец коснется плоскости монтажной площадки многослойной печатной плиты 13, а дискретный безвыводной компонент 12 окажется во внутренней полости нагревательного элемента 19 прижатый прижимом 10. После этого фиксируют положение несущей плиты 4 фиксаторами, снабженными магнитами 29. Вследствие локального нагрева по периметру дискретного безвыводного компонента в течение 10-15 с происходит расплавление припоя в месте соединения контактов дискретного безвыводного компонента 12 и монтажной площадки многослойной печатной платы 13. Плавно снимают нагрузку с упорной ручки 16, вследствие чего сначала нагревательный элемент 19 с корпусом 6 и нагревателем 20 начинают под действием пружины 5 подниматься вверх. Так как усилие и длина пружины 9 больше усилия и длины пружины 5, то после этого начинают подниматься вверх и прижим Ю с дискретным компонентом 12, удерживаемым от падения магнитными элементами 11. При этом гайка-стопор 8 корпуса 6, дойдя до нижней плоскости несущей плиты 4, составляет дальнейшее перемещение корпуса 6 вверх в требуемом положении, обеспечивающем расстояние 15-20 мм торца нагревательного элемента 19 от торца прижима Ю, движение которого останавливает штифт 17 корпуса 6 в момент его упора в
0
5
0
5
0
5
0
5
0
5
край паза прижима 10. После этого дискретный безвыродной компонент, вышедший из строя, снимают с магнитных элементов 11 пинцетом, укладывают в тару для бракованных компонентов, а вместо него устанавливают новый дискретный безвыводной компонент. При этом последний снимает строго определенное положение вследствие полной идентичности геометрической формы впадины торца прижима 10 и выступающей части дискретного безвыводного компонента 12, где размещен кристаллоноситель. Затем плавно прилагают нагрузку к упорной ручке 16 корпуса 6 до момента упора нагревательного элемента 19 в плоскость монтажной площадки многослойной печатной платы 13. При этом положение дискретного безвьшодного компонента 12 точно соответствует положению предыдущего дискретного безвьтодного компонента, так как несущая плита 4 со всеми элементами занимает неизменное положение, удерживаясь в необходимом положении магнитными фиксаторами, а прижим 10, будучи расположен кон- центрично относительно корпуса 6, равномерно по плоскости прижимает контакты дискретного безвьгоодного компонента 12 к контактам монтажной площадки многослойной печатной платы 13. Вследствие локального нагрева по периметру в течение определенного промежутка времени (10-15 с) происходит расплавление припоя в месте соединения контактов дискретного безвыводного компонента 12 и монтажной площадки многослойной печатной платы 13. После этого плавно снимают нагрузку с упорной ручки 16 корпуса 6 до того момента, когда торец нагревательного элемента 19 будет находиться на расстоянии 10-15 мм от плоскости платы 13,а прижим 10 будет продолжать прижимать дискретный компонент 12 к монтажной площадке платы 13. В этом положении выдерживают 5-7 с, необходимых для затвердения припоя. Затем полностью снимают нагрузку с упорной ручки 16. При этом корпус 6 с нагревательным элементом 19 занимают исходное верхнее положение, а прижим 10, преодолев сопротивление сцепления магнитных зле- ментов 11. с поверхностью уже припаянного безвыводного компонента 12, также занимает верхнее положение.
511
Сместив вниз при помшди оттяжных штифтов 17 магнитные фиксаторы от несущей плиты А, которая вследствие этого вновь обретает способность свободного перемещения по плоскости верхнего основания 1, всю операцию повторяют вновь описанным образом. При необходимости монтажа и демонтажа дискретных компонентов других типораз- меров заменяют прижим 10 и нагревательный элемент 19.соответствующими для других дискретных компонентов дискретного беэвыводного компонента.
Формула изобретения
О6
основаниями, закрепленной на верхнем основании с возможностью горизонтального перемещения плитой с установленным на ней Подпружиненным полым корпусом с размещенными в его нижней части магнитными элементами в виде пластин, нагревательный элемент выполнен в виде полого замкнутого контура по форме изделия с теплоизолированной внутренней поверхностью.
| Устройство для пайки микросхем | 1973 |
|
SU471966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
