Изобретение относится к контактной сварке и может быть использовано ,в установках для сборки интегральных микросхем и полупроводниковых приборов методом точечной контактной сварки.
Целью изобретения является повышение качества сварного соединения.
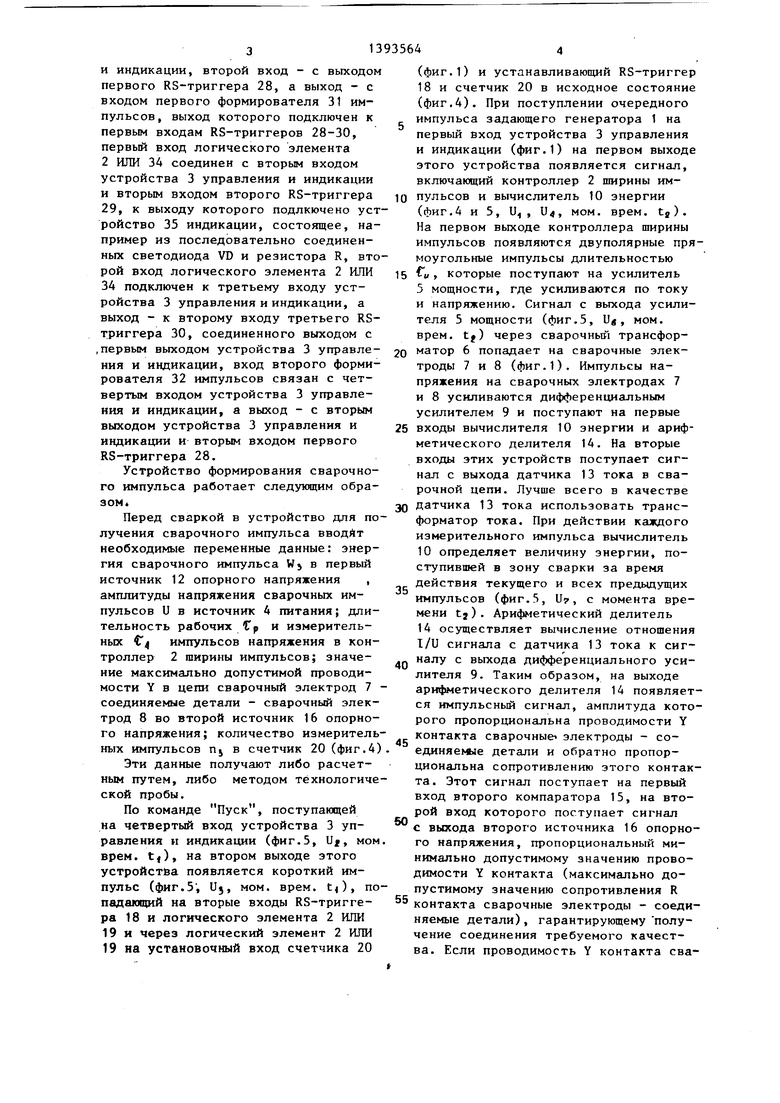
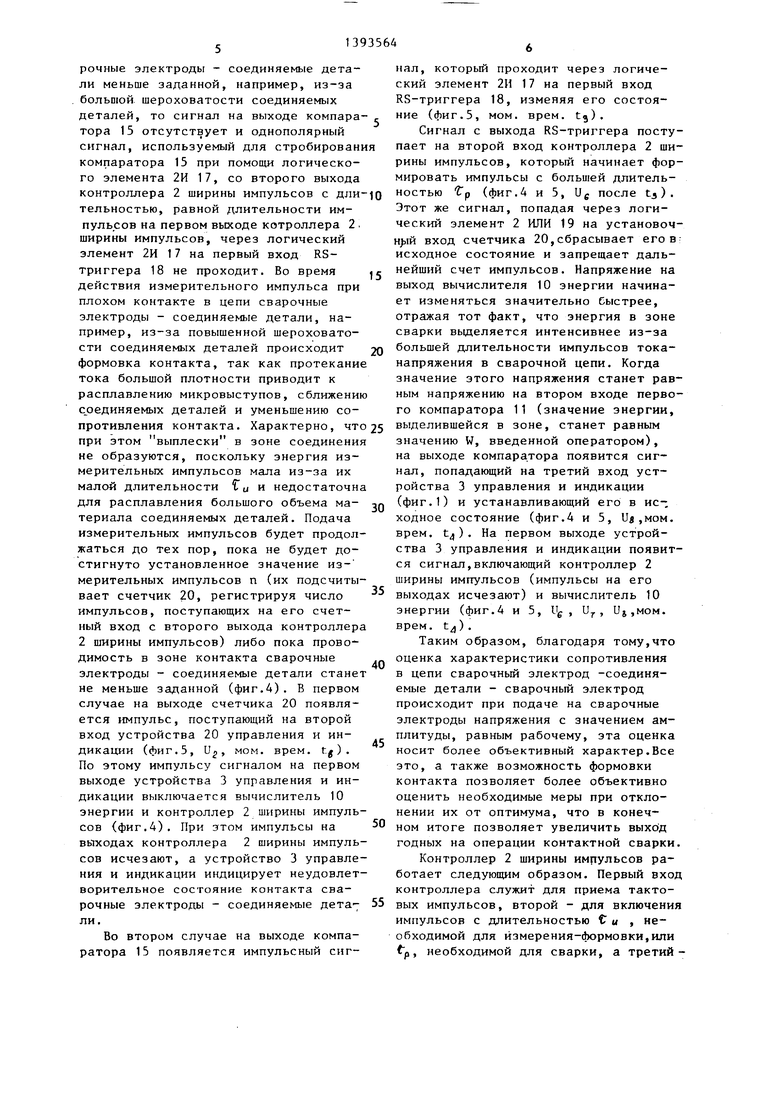
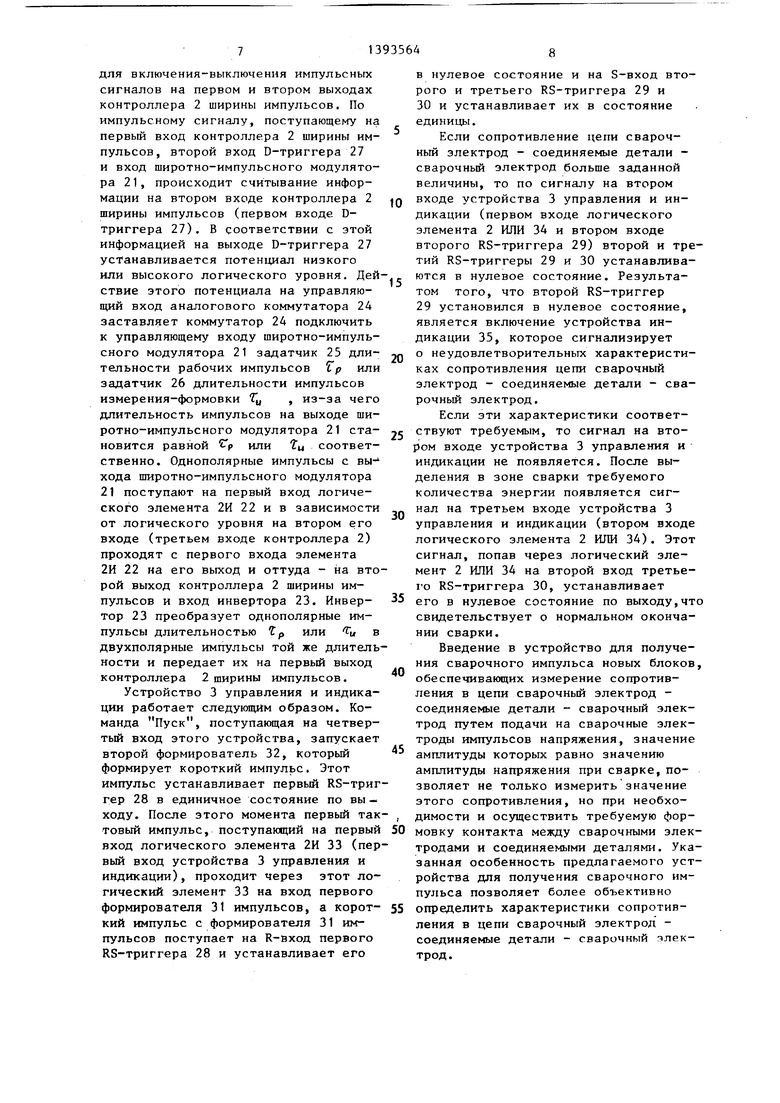
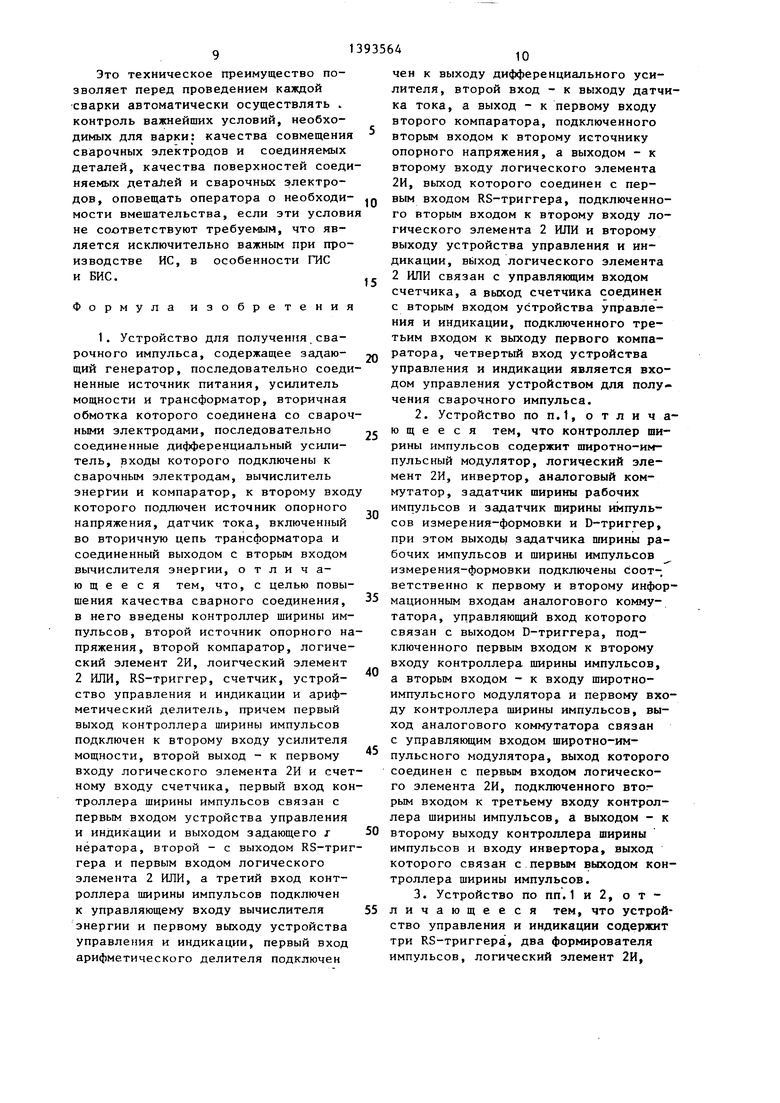
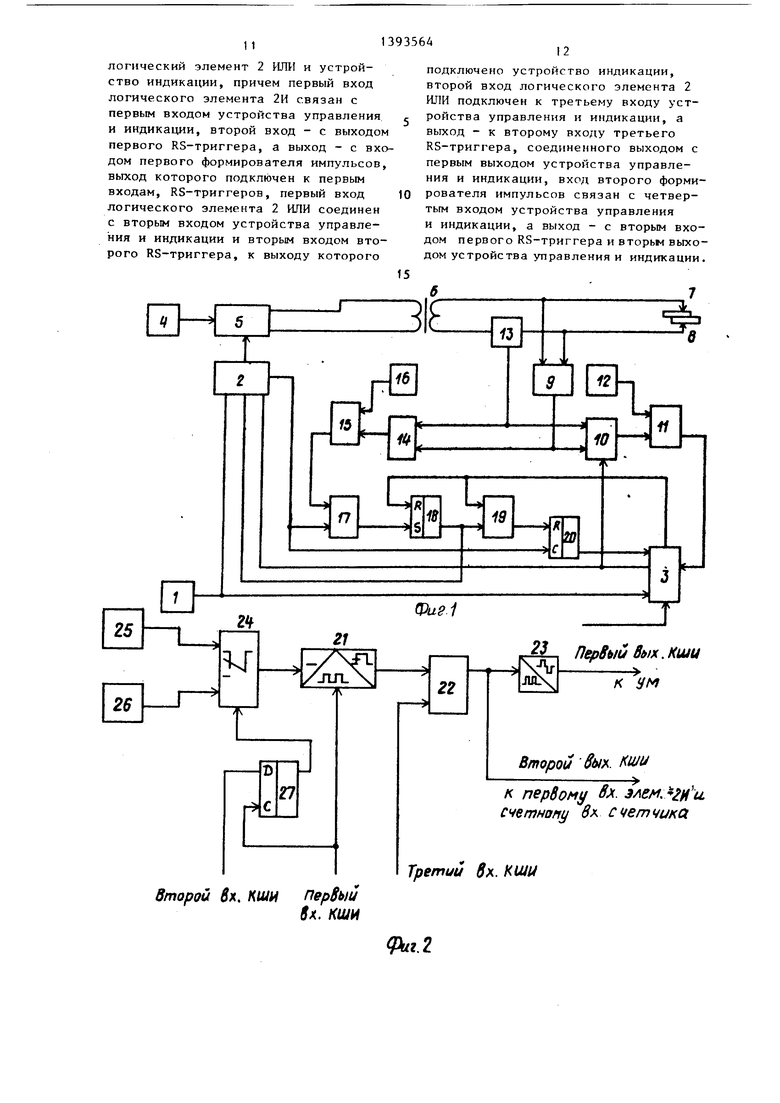
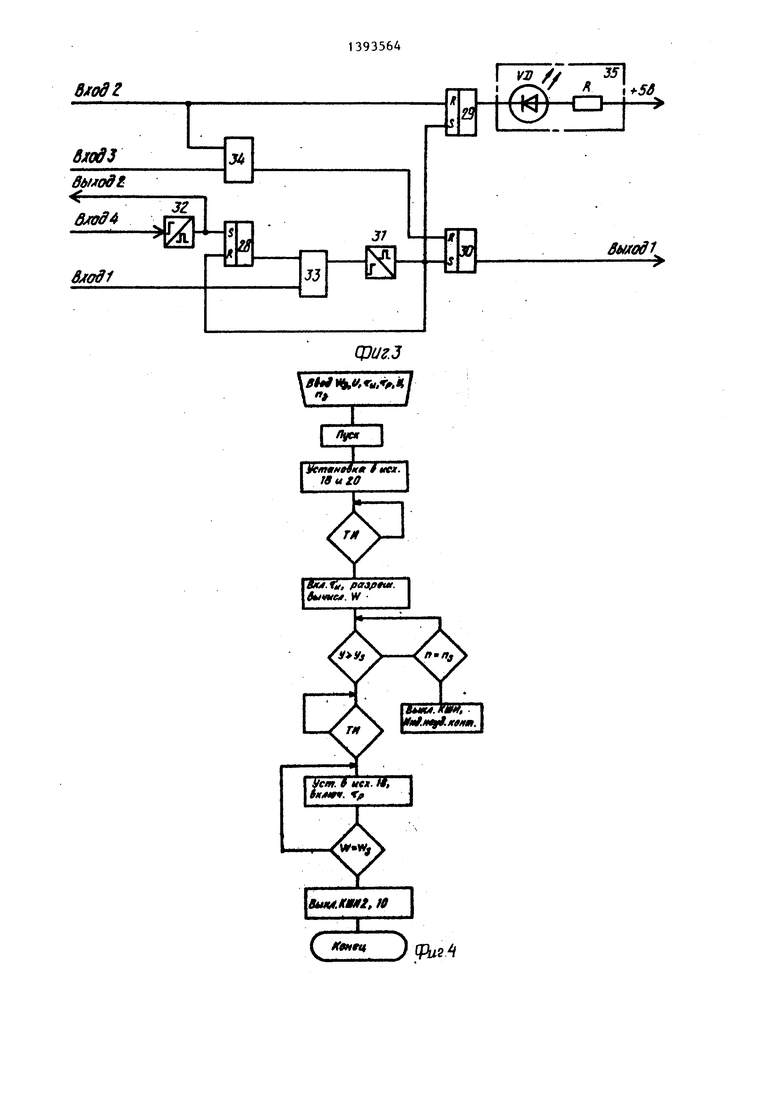
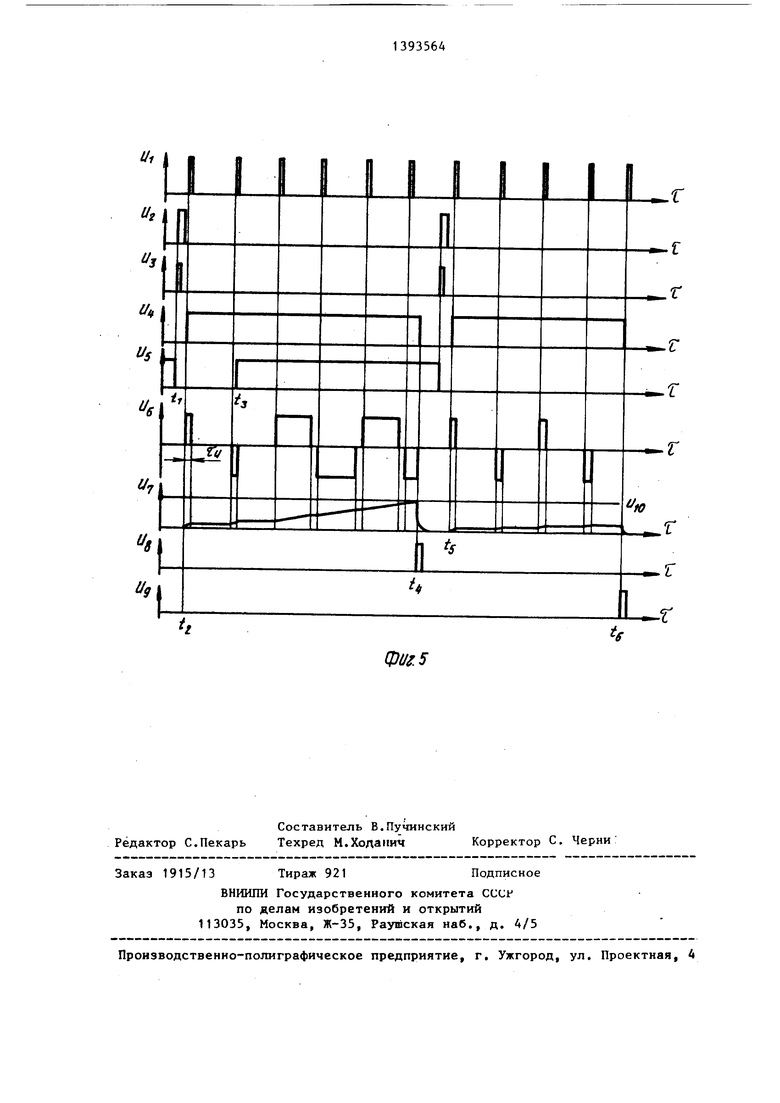
На фиг.1 приведена структурная схема предлагаемого устройства формования сварочного импульса;на фиг.2 структурная схема контроллера ширины импульсов; на фиг.З - принципиальная схема устройства управления и индкации; на фиг.4 - алгоритм работы устройства; на фиг.З - диаграммы сигналов на выходе задающего генератора Ui, четвертом входе устпойства управления и индикации Uj, втором выходе устройства управления и индикации и, первом выходе устройства управления и индикации U, выходе RS- триггера , выходе усилителя мощности Up , выходе вычислителя энергии Vf, выходе первого компаратора Uj и выходе счетчика Ug.
Устройство формирования сварочного импульса (фиг.1) содержит задающий генератор 1, выход которого связан с первыми входами контроллера 2 ширины импульсов и устройства 3 управления и индикации, последовательно соединенные источник Д питания, усилитель 5 мощности и трансформатор 6, вторичная обмотка которого соединена со сварочными электродами 7 и 8, последовательно соединенные дифференциальный усилитель 9, входы которого подлкючены к сварочным электродам 7 и 8, вычислитель 10 энергии и первый компаратор 11, к второму входу которого подключен первый источник 12 опорного напряжения, последовательно соединенные датчик 13 тока, включенный в цепь вторичной обмотки трансформатора 6 и соединенный выходом с вторым входом вычислителя 10 энергии, арифметический делитель 14, второй компаратор 15, к второму входу которого подключен вгорой источник 16 опорного напряжения, логический элемент 2И 17, RS-триггер 18, логический элемент 2 ИЛИ 19 и счетчик 20, выход которого соединен с вторым входом устройства 3 управления и индикации, подключенного третьим входом к выходу первого компаратора 11, а первым
0
5
0
5
0
5
0
5
выходом - к управляющему входу вычислителя 10 энергии и третьему входу контроллера 2 ширины импульсов, второй вход которого связан с выходом RS-триггера 18 и первым входом логического элемента 2 ИЛИ 19, второй вход которого подключен к второму входу RS-триггера 18 и второму выходу устройства 3 управления и индикации, первый выход контроллера 2 ширины импульсов соединен с вто- рым входом усилителя 5 мощности, а второй выход - с первым входом логического элемента 2И 17 и счетным входом счетчика 20, первый вход арифметического делителя 14 подключен к первому входу вычислителя 10 энергии и выходу дифференциального усилителя 9.
Контроллер 2 ширины импульсов (фиг.2) содержит широтно-импульсный модулятор 21, логический элемент 2И 22, инвертор 23, аналоговьй коммутатор 24, задатчик 25 ширины рабочих импульсов, задатчик 26 ширины импульсов измерения-формовки и D-триггер 27, при этом выходы задатчиков ширины рабочих импульсов 25 и ширины импульсов измерения-формовки 26 подключены соответственно к первому и второму информационным входам аналогового . коммутатора 24, управляющий вход которого связан с выходом D-триггера 27, подключенного первым входом к вто- второму входу контроллера 2 ширины импульсов, а вторым входом - к входу щиротно-импульсного модулятора 21 и первому входу контроллера 2 ширины импульсов, выход аналогового коммутатора 24 связан с управляющим входом широтно-импульсного модулятора 21, выход которого соединен с первым входом логического элемента 2И 22, подключенного вторым входом к третьему входу контроллера 2 ширины импульсов , а выходом - к второму выходу контроллера 2 ширины импульсов и входу инвертора 23, выход которого связан с первым выходом контроллера 2 ширины импульсов.
Устройство 3 управления и индикации (фиг.З) содержит три RS-триггера 28-30, два формирователя 31 и 32, логический элемент 2И 33, логический элемент 2 ИЛИ 34 и устройство 35 индикации, причем первый вход логического элемента 2И 33 связан с первым входом устройства 3 управления
и индикации, второй вход - с выходом первого RS-триггера 28, а выход - с входом первого формирователя 31 импульсов, выход которого подключен к первым входам RS-триггеров 28-30, первый вход логического элемента 2 ИЛИ 34 соединен с вторым входом устройства 3 управления и индикации и вторым входом второго RS-триггера 29, к выходу которого подлкючено устройство 35 индикации, состоящее, например из последовательно соединенных светодиода VD и резистора R, второй вход логического элемента 2 ИЛИ 34 подключен к третьему входу устройства 3 управления и индикации, а выход - к второму входу третьего RS- триггера 30, соединенного выходом с
,первым выходом устройства 3 управле- 20 матор 6 попадает на сварочные элекния и индикации, вход второго формирователя 32 импульсов связан с четвертым входом устройства 3 управления и индикации, а выход - с вторым выходом устройства 3 управления и индикации и вторым входом первого RS-триггера 28.
Устройство формирования сварочного импульса работает следующим образом.
Перед сваркой в устройство для получения сварочного импульса вводит необходимые переменные данные: энергия сварочного импульса Wj в первый источник 12 опорного напряжения , амплитуды напряжения сварочных импульсов и в источник 4 питания; длительность рабочих Гр и измерительных С импульсов напряжения в контроллер 2 ширины импульсов; значение максимально допустимой проводимости Y в цепи сварочный электрод 7 - соединяемые детали - сварочный электрод 8 во второй источник 16 опорного напряжения; количество измерительных импульсов Oj в счетчик 20 (фиг.4).
Эти данные получают либо расчетным путем, либо методом технологической пробы.
По команде Пуск, поступающей на четвертый вход устройства 3 управления и индикации (фиг.5, Uj, мом. врем, tj), на втором выходе этого устройстйа появляется короткий импульс (фиг.5; Uj, мом. врем. t), попадающий на вторые входы RS-триггера 18 и логического элемента 2 ИЛИ 19 и через логический элемент 2 ИЛИ 19 на установочный вход счетчика 20
троды 7 и 8 (фиг.1). Импульсы напряжения на сварочных электродах 7 и 8 усиливаются дифференциальным усилителем 9 и поступают на первые
25 входы вычислителя 10 энергии и арифметического делителя 14. На вторые входы этих устройств поступает си1- нал с выхода датчика 13 тока в сварочной цепи. Лучше всего в качестве
30 датчика 13 тока использовать трансформатор тока. При действии каждого измерительного импульса вычислитель 10 определяет величину энергии, поступившей в зону сварки за время действия текущего и всех предыдущих импульсов (фиг.5, и, с момента времени tj). Арифметический делитель 14 осуществляет вычисление отношения Т/и сигнала с датчика 13 тока к сигналу с выхода дифференциального усилителя 9. Таким образом, на выходе арифметического делителя 14 появляет ся импульсный сигнал, амплитуда кото рого пропорциональна проводимости Y контакта сварочные- электроды - со- eдиняe ft Ie детали и обратно пропорциональна сопротивлению этого контак та. Этот сигнал поступает на первый вход второго компаратора 15, на второй вход которого поступает сигнал с выхода второго источника 16 опорно го напряжения, пропорциональный минимально допустимому значению проводимости Y контакта (максимально допустимому значению сопротивления R контакта сварочные электроды - соеди няемые детали), гарантирующему получение соединения требуемого качества. Если проводимость У контакта сва
40
45
50
55
(фиг.1) и устанавливающий RS-триггер 18 и счетчик 20 в исходное состояние (фиг,4). При поступлении очередного импульса задающего генератора 1 на первый вход устройства 3 управления и индикации (фиг.1) на первом выходе этого устройства появляется сигнал, включающий контроллер 2 ширины импульсов и вычислитель 10 энергии (фиг.4 и 5, и , и, мом. врем, tg), На первом выходе контроллера ширины импульсов появляются двуполярные прямоугольные импульсы длительностью
и которые поступают на усилитель 5 мощности, где усиливаются по току и напряжению. Сигнал с выхода усилителя 5 мощности (фиг.5, U, мом. врем, tj) через сварочный трансфортроды 7 и 8 (фиг.1). Импульсы напряжения на сварочных электродах 7 и 8 усиливаются дифференциальным усилителем 9 и поступают на первые
5 входы вычислителя 10 энергии и арифметического делителя 14. На вторые входы этих устройств поступает си1- нал с выхода датчика 13 тока в сварочной цепи. Лучше всего в качестве
0 датчика 13 тока использовать трансформатор тока. При действии каждого измерительного импульса вычислитель 10 определяет величину энергии, поступившей в зону сварки за время действия текущего и всех предыдущих импульсов (фиг.5, и, с момента времени tj). Арифметический делитель 14 осуществляет вычисление отношения Т/и сигнала с датчика 13 тока к сигналу с выхода дифференциального усилителя 9. Таким образом, на выходе арифметического делителя 14 появляется импульсный сигнал, амплитуда которого пропорциональна проводимости Y контакта сварочные- электроды - со- eдиняe ft Ie детали и обратно пропорциональна сопротивлению этого контакта. Этот сигнал поступает на первый вход второго компаратора 15, на второй вход которого поступает сигнал с выхода второго источника 16 опорного напряжения, пропорциональный минимально допустимому значению проводимости Y контакта (максимально допустимому значению сопротивления R контакта сварочные электроды - соединяемые детали), гарантирующему получение соединения требуемого качества. Если проводимость У контакта сва0
5
0
5
рочные электроды - соединяемые детали меньше заданной, например, из-за большой шероховатости соединяемых деталей, то сигнал на выходе компара- тора 15 отсутствует и однополярный сигнал, используемый для стробировани компаратора 15 при помощи логического элемента 2И 17, со второго выхода контроллера 2 ширины импульсов с длительностью, равной длительности импульсов на первом выходе котроллера 2 . ширины импульсов, через логический элемент 2И 17 на первый вход RS- триггера 18 не проходит. Во время действия измерительного импульса при плохом контакте в цепи сварочные электроды - соединяемые детали, например, из-за повышенной шероховатости соединяемых деталей происходит формовка контакта, так как протекание тока большой плотности приводит к расплавлению микровыступов, сближению с оединяемых деталей и уменьшению сопротивления контакта. Характерно, что при этом выплески в зоне соединения не образуются, поскольку энергия измерительных импульсов мала из-за их малой длительности Т и и недостаточна для расплавления большого объема ма- териала соединяемых деталей. Подача измерительных импульсов будет продолжаться до тех пор, пока не будет достигнуто установленное значение из- мерительных импульсов п (их подсчитывает счетчик 20, регистрируя число импульсов, поступающих на его счетный вход с второго выхода контроллера 2 ширины импульсов) либо пока прово
димость в зоне контакта сварочные
электроды - соединяемые детали станет
не меньше заданной (фиг.4). В первом случае на выходе счетчика 20 появляется импульс, поступающий на второй вход устройства 20 управления и индикации (фиг.5, и, мом. врем, t). По этому импульсу сигналом на первом выходе устройства 3 управления и индикации выключается вычислитель 10 энергии и контроллер 2 ширины импуль сов (фиг.4). При этом импульсы на выходах контроллера 2 ширины импульсов исчезают, а устройство 3 управления и индикации индицирует неудовлетворительное состояние контакта сварочные электроды - соединяемые дета- ли.
Во втором случае на выходе компаратора 15 появляется импульсный сиг
5
0
, 5 -JQ
.
40
55
35
45
50
нал, который проходит через логический элемент 2И 17 на первый вход RS-триггера 18, изменяя его состояние (фиг.5, мом. врем. tg).
Сигнал с выхода RS-триггера поступает на второй вход контроллера 2 ширины импульсов, который начинает формировать импульсы с большей длительностью Тр (фиг.4 и 5, Ug после tj) . Этот же сигнал, попадая через логический элемент 2 ИЛИ 19 на установоч- вход счетчика 20,сбрасывает егов исходное состояние и запрещает дальнейший счет импульсов. Напряжение на выход вычислителя 10 энергии начинает изменяться значительно быстрее, отражая тот факт, что энергия в зоне сварки выделяется интенсивнее из-за большей длительности импульсов тока- напряжения в сварочной цепи. Когда значение этого напряжения станет равным напряжению на втором входе первого компаратора 11 (значение энергии, выделившейся в зоне, станет равным значению W, введенной оператором), на выходе компаратора появится сигнал, попадающий на третий вход устройства 3 управления и индикации (фиг.1) и устанавливающий его в исходное состояние (фиг.4 и 5, Ua,мом, врем, t). На первом выходе устройства 3 управления и индикации появится сигнал,включающий контроллер 2 ширины импульсов (импульсы на его выходах исчезают) и вычислитель 10 энергии (фиг.4 и 5, Ug , U, UJ,MOM. врем. t).
Таким образом, благодаря тому,что оценка характеристики сопротивления в цепи сварочный электрод -соединяемые детали - сварочный электрод происходит при подаче на сварочные электроды напряжения с значением амплитуды, равным рабочему, эта оценка носит более объективный характер.Все это, а также возможность формовки контакта позволяет более объективно оценить необходимые меры при отклонении их от оптимума, что в конечном итоге позволяет увеличить выход годных на операции контактной сварки.
Контроллер 2 ширины импульсов работает следующим образом. Первый вход контроллера служит для приема тактовых импульсов, второй - для включения импульсов с длительностью С и , необходимой для измерения-формовки,или t p, необходимой для сварки, а третий
для включения-выключения импульсных сигналов на первом и втором выходах контроллера 2 ширины импульсов. По импульсному сигналу, поступающему на первый вход контроллера 2 ширины импульсов, второй вход D-триггера 27 и вход широтно-импульсного модулятора 21, происходит считывание информации на втором входе контроллера 2 ширины импульсов (первом входе D- триггера 27). В соответствии с этой информацией на выходе D-триггера 27 устанавливается потенциал низкого или высокого логического уровня. Действие этого потенциала на управляющий вход аналогового коммутатора 24 заставляет коммутатор 2А подключить к управляющему входу широтно-импульсного модулятора 21 задатчик 25 длительности рабочих импульсов Гр или задатчик 26 длительности импульсов измерения-формовки Тц , из-за чего длительность импульсов на выходе широтно-импульсного модулятора 21 становится равной р или 1ц соответственно. Однополярные импульсы с вы- хода широтно-импульсного модулятора 21 поступают на первый вход логического элемента 2И 22 и в зависимости от логического уровня на втором его входе (третьем входе контроллера 2) проходят с первого входа элемента 2И 22 на его выход и оттуда - на второй выход контроллера 2 ширины импульсов и вход инвертора 23. Инвертор 23 преобразует однополярные импульсы длительностью Тр или TU в двухполярные импульсы той же длительности и передает их на первый выход контроллера 2 ширины импульсов.
Устройство 3 управления и индикации работает следующим образом. Команда Пуск, поступающая на четвертый вход этого устройства, запускает второй формирователь 32, который формирует короткий импульс. Этот импульс устанавливает первый RS-триг гер 28 в единичное состояние по вы - ходу. После этого момента первый так товый импульс, поступающий на первый вход логического элемента 2И 33 (первый вход устройства 3 управления и индикации), проходит через этот логический элемент 33 на вход первого формирователя 31 импульсов, а корот- кий импульс с формирователя 31 импульсов поступает на R-вход первого RS-триггера 28 и устанавливает его
0
5
0
5
, 0 5
0
5
0
5
в нулевое состояние и на S-вход второго и третьего RS-триггера 29 и 30 и устанавливает их в состояние единицы.
Если сопротивление цепи сварочный электрод - соединяемые детали - сварочный электрод больше заданной величины, то по сигналу на втором входе устройства 3 управления и индикации (первом входе логического элемента 2 ИЛИ 34 и втором входе второго RS-триггера 29) второй и третий RS-триггеры 29 и 30 устанавливаются в нулевое состояние. Результатом того, что второй RS-триггер 29 установился в нулевое состояние, является включение устройства индикации 35, которое сигнализирует о неудовлетворительных характеристиках сопротивления цепи сварочный электрод - соединяемые детали - сварочный электрод.
Если эти характеристики соответствуют требуемым, то сигнал на втором входе устройства 3 управления и индикации не появляется. После выделения в зоне сварки требуемого количества энергии появляется сигнал на третьем входе устройства 3 управления и индикации (втором входе логического элемента 2 ИЛИ 34). Этот сигнал, попав через логический элемент 2 ИЛИ 34 на второй вход третьего RS-триггера 30, устанавливает его в нулевое состояние по выходу,что свидетельствует о нормальном окончании сварки.
Введение в устройство для получения сварочного импульса новых блоков, обеспечивающих измерение сопротивления в цепи сварочный электрод - соединяемые детали - сварочный электрод путем подачи на сварочные электроды импульсов напряжения, значение амплитуды которых равно значению амплитуды напряжения при сварке, позволяет не только измерить значение этого сопротивления, но при необходимости и осуществить требуемую формовку контакта между сварочными электродами и соединяемыми деталями. Указанная особенность предлагаемого устройства для получения сварочного импульса позволяет более объективно определить характеристики сопротивления в цепи сварочный электрод - соединяемые детали - сварочный электрод.
Это техническое преимущество позволяет перед проведением каждой сварки автоматически осуществлять . контроль важнейших условий, необходимых для варки: качества; совмещения сварочных электродов и соединяемых деталей, качества поверхностей соединяемых деталей и сварочных электродов, оповещать оператора о необходи- мости вмешательства, если эти услови не соответствуют требуемым, что является исключительно важным при производстве ИС, в особенности ГИС и БИС.
Формула изобретения
1. Устройство для получения сварочного импульса, содержащее задаю- щий генератор, последовательно соединенные источник питания, усилитель мощности и трансформатор, вторичная обмотка которого соединена со сварочными электродами, последовательно соединенные дифференциальный усилитель, входы которого подключены к Сварочным электродам, вычислитель энергии и компаратор, к второму вход которого подлючен источник опорного напряжения, датчик тока, включенный во вторичную цепь трансформатора и соединенный выходом с вторым входом вычислителя энергии, отличающее с я тем, что, с целью повышения качества сварного соединения, в него введены контроллер ширины импульсов, второй источник опорного напряжения, второй компаратор, логический элемент 2И, лоигческий элемент 2 ИЛИ, RS-триггер, счетчик, устройство управления и индикации и арифметический делитель, причем первый выход контроллера ширины импульсов подключен к второму входу усилителя мощности, второй выход - к первому входу логического элемента 2И и счетному входу счетчика, первый вход котроллера ширины импульсов связан с первым входом устройства управления и индикации и выходом задающего i нератора, второй - с выходом RS-три гера и первым входом логического элемента 2 ИЛИ, а третий вход контроллера ширины импульсов подключен к управляющему входу вычислителя энергии и первому выходу устройства управления и индикации, первый вход арифметического делителя подключен
Q
5
0
Q s 0 5
5
0
5
чен к выходу дифференциального усилителя, второй вход - к выходу датчика тока, а выход - к первому входу второго компаратора, подключенного вторым входом к второму источнику опорного напряжения, а выходом - к второму входу логического элемента 2И, выход которого соединен с первым входом RS-триггера, подключенного вторым входом к второму входу логического элемента 2 ИЛИ и второму выходу устройства управления и индикации, вЫход логического элемента 2 ИЛИ связан с управляющим входом счетчика, а выход счетчика соединен с вторым входом устройства управления и индикации, подключенного третьим входом к выходу первого компаратора, четвертьй вход устройства управления и индикации является входом управления устройством для полу чения сварочного импульса.
2.Устройство по П.1, отличающееся тем, что контроллер ширины импульсов содержит широтно-им- пульсный модулятор, логический элемент 2И, инвертор, аналоговый коммутатор, задатчик ширины рабочих импульсов и задатчик ширины импульсов измерения-формовки и D-триггер, при этом выходы задатчика ширины рабочих импульсов и ширины импульсов измерения-формовки подключены соот-, ветственно к первому и второму информационным входам аналогового коммутатора, управляющий вход которого связан с выходом D-триггера, подключенного первым входом к второму входу контроллера ширины импульсов,
а вторым входом - к входу широтно- импульсного модулятора и первому входу контроллера ширины импульсов, выход аналогового коммутатора связан с управляющим входом широтно-им- пульсного модулятора, выход которого соединен с первым входом логического элемента 2И, подключенного вто;- рым входом к третьему входу контроллера ширины импульсов, а выходом - к второму выходу контроллера ширины импульсов и входу инвертора, выход которого связан с первым выходом контроллера ширины импульсов.
3.Устройство по пп.1 и 2, отличающееся тем, что устройство управления и индикации содержит три RS-триггера, два формирователя импульсов, логический элемент 2И,
логический элемент 2 ИЛИ и устройство индикации, причем первый вход логического элемента 2И связан с первым входом устройства управления и индикации, второй вход - с выходом первого RS-триггера, а выход - с входом первого формирователя импульсов, выход которого подключен к первым входам, КЗ-триггеров, первый вход логического элемента 2 ИЛИ соединен с вторым входом устройства управления и индикации и вторым входом второго RS-триггера, к выходу которого
подключено устройство индикации, второй вход логического элемента 2 ИЛИ подключен к третьему входу устройства управления и индикации, а выход - к второму входу третьего RS-триггера, соединенного выходом с первым выходом устройства управления и индикации, вход второго формирователя импульсов связан с четвертым входом устройства управления и индикации, а выход - с вторым входом первого RS-триггера и вторьм выходом устройства управления и индикации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для сварки давлением | 1987 |
|
SU1609585A1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство управления напряжением при контактной сварке | 1984 |
|
SU1252102A1 |
| Установка для микросварки | 1985 |
|
SU1260136A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для сварки давлением | 1985 |
|
SU1242320A1 |
Изобретение относится к области контактной сварки и может быть использовано в установках для сборки интегральных микросхем и полупроводниковых приборов методом точечной контактной сварки. Цель изобретения - повышение качества сварочного соединения, стройство содержит задающий генератор, контроллер ширины импульсов, последовательно соединенные блок питания, усилитель мощности и трансформатор (Т). Вторичная обмотка Т соединена со сварочными электродами. Дифференциальный усилитель подключен к сварочным электродам. Датчик тока включен во вторичную цепь Т и соединен выходом с вторым входом вычислителя энергии. Дополнительно в устройство введены второй источник опорного напряжения, второй компаратор, логический элемент 2И, логический элемент 2 ИЛИ, RS-триггер,счетчик, устройство управления и индикации и арифметический делитель. Введение дополнительных элементов позволяет измерять сопротивление в сварочной цепи путем подачи на сварочные электроды импульсов напряжения с амплитудой, равной a ш итyдe напряжения при сварке. Следовательно, возможно не только измерять значение этого сопротивления, но и при необходимости осуществлять требуемую формовку контакта между сварочными электродами и соединяемыми деталями. При сварке в изделие вводится строго определенная энергия, что позволяет ; вести сварку в необходимом режиме. 2 з.п. ф-лы, 5 ил.. сл со 00 сл а 4;:
Второй вх. КШН Пер8ыи
6х. КШИ
Первый Вып.Кши
к ум
Второй вых. K4J
к первому В}(. .//W счетнапу в счетчика
Третий вх.КШи
(Риг.г
ст. f iteiTtf, ii(Mfv.ff
&iw./nKrA le
IT
I
с
фиг. 5
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для получения сварочного импульса | 1978 |
|
SU725842A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
