Изобретение относится к микроэлектронике, а именно к оборудованию для сборки полупроводниковых приборов и интегральных микросхем.
Цель изобретения - повышение эксплуатационной надежности установки.
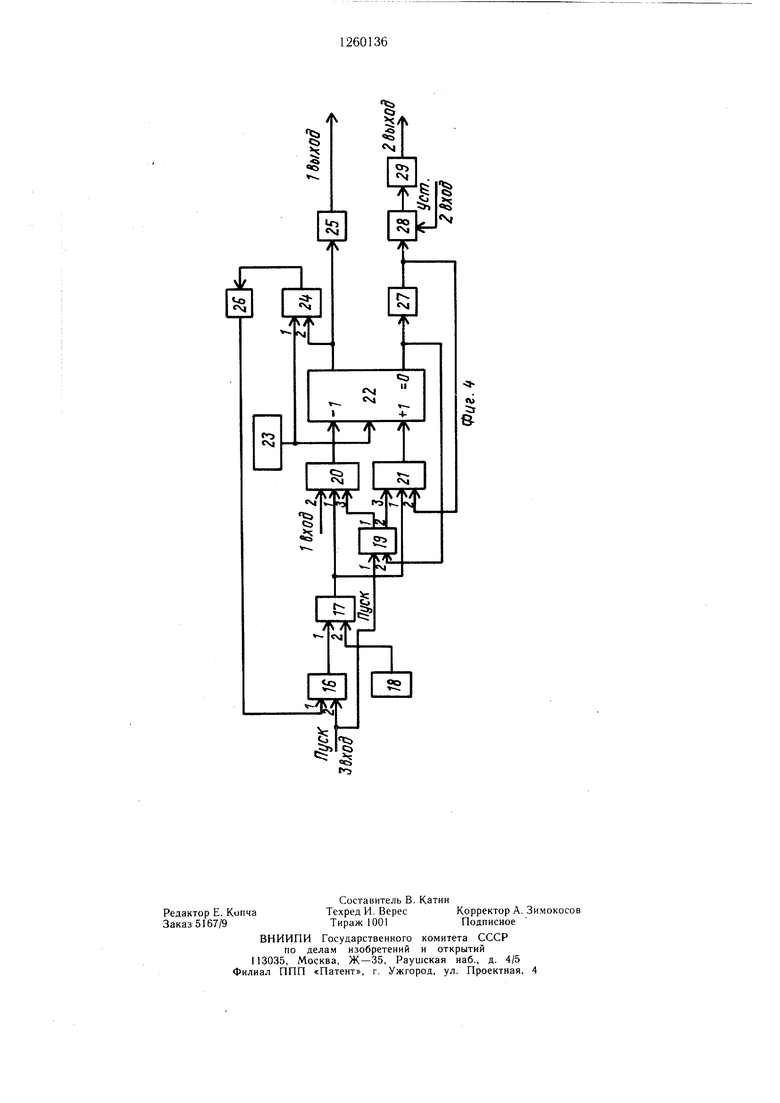
На фиг. 1 изображена установка для микросварки, общий вид; на фиг. 2 - зажимные губки с устройством подачи и отрыва проводника с датчиком Холла; на фиг. 3- структурная схема блока контроля наличия проводника в зажимных губках; на фиг. 4 - структурная схема блока управления.
Установка для микросварки содержит сварочную головку 1 (фиг. 1) с механизмом 2 вертикальных перемещений сварочной головки, привод 3 вертикальных перемещений сварочной головки, блок 4 управления, механизм 5 отрыва присоединяемого проводника, выполненный в виде зажимных губок 6 с электромагнитным приводом 7 (фиг. 1 и 2), блок 8 контроля (фиг. 1) наличия проводника в зажимных губках, при этом блок 4 управления первым выходом подключен к приводу 3 вертикальных перемещений сварочной головки, вторым выходом - к электромагнитному приводу 7, первым входом - к выходу блока 8 контроля, вторым входом - к сигналу «Установка, третьим входом - к сигналу «Пуск, а также датчик Холла, состоящий из элемента 9 Холла (фиг. 2), неподвижно закрепленного на одной из зажимных губок 6 (фиг. 1) и подключенного к первому входу блока 8 контроля, второй вход которого соединен с сигналом «Установка исходного, постоянного магнита 10 (фиг. 2), закрепленного на второй зажимной губке 6 с возможностью регулировки в горизонтальной плоскости с помощью винтовой передачи 11.
Установка работает следующим образом.
После включения установки в сеть оператор с помощью винтовой передачи 11 выставляет постоянный магнит 10 (фиг. 2) относительно элемента 9 Холла на расстоянии 10-20 мкм. При этом сварочная головка 1 (фиг. 1) находится в исходном положении. Затем оператор размещает привариваемый проводник в зажимных губках 6, подает на второй вход блока 4 управления сигнал «Установка и фиксирует проводник зажимными губками 6, при этом сигнал с элемента 9 Холла (фиг. 2) поступает на первый вход блока 8 контроля (фиг. П, который обрабатывает этот сигнал, и на его выходе появляется сигнал о наличии проводника в зажимных губках 6. Сигнал с выхода блока 8 контроля поступает на первый вход блока 4 управления и дает разрешение на его работу.
Оператор подает команду «Пуск на третий вход блока 4 управления, последний запускает привод 3 вертикальных перемещений, который посредством механизма 2 вертикальных перемещений опускает сварочную головку 1 в позицию первой сварки, после чего производится сварка и затем с блока 4 управления на электромагнитный привод 7 подаются команды на расфиксацию зажимными губками 6 привариваемого проводника и на привод 3 вертикальных перемещений сварочной головки 1, который перемещает сварочную головку 1 на позицию второй сварки, после чего производится сварка. После приварки проводника блок 4 управления подает команду на электропривод 7, который воздействует на зажимные губки 6 и фиксирует проводник. Затем блок 4 управления запускает привод 3 вертикальных перемещений, который посредством механизма 2 вертикальных перемещений поднимает сварочную головку 1 и отрывает проволоку.
В случае, если при фиксации зажимными губками 6 привариваемого проводника последний отсутствует в зажимных губках 6,
то сигнал с элемента 9 Холла (фиг. 2) резко возрастает и поступает на блок 8 контроля. Последний выдает сигнал на первый вход блока 4 управления, запрещает запуск привода вертикальных перемещений сварочной головки 1. Блок 8 контроля (фиг. 1) наличия
проводника в зажимных губках 6 содержит последовательно соединенные усилитель 12 (фиг. 3), компаратор 13, триггер 14, а также регулируемый делитель 15 напряжения с опорным напряжением на входе, подключенный к второму входу компаратора 13, причем
вход усилителя 12 и второй вход триггера 14 являются первым и вторым входами блока 8 контроля (фиг. 1), а выход триггера 14 (фиг. 3) - выходом блока 8 контроля (фиг. 1).
Блок 8 контроля наличия проводника в зажимных губках 6 работает следующим образом.
После фиксации привариваемого проводника в зажимных губках 6 перед началом процесса сварки производится настройка
блока 8 контроля. Сигнал с элемента 9 Холла подается на вход усилителя 12 (фиг. 3), где он усиливается и поступает на первый вход компаратора 13, на второй вход которого с выхода регулируемого делителя 15 напряжения подается напряжение, превышающее
напряжение, поступающее на первый вход (на 50-100 мВ). Компаратор 13 сравнивает оба напряжения и формирует на выходе сигнал, который поступает на первый вход триггера 14, на второй вход которого оператор подает сигнал «Установка исходного на установку триггера 14 в исходное состояние, и на входе триггера 14 появляется сигнал о наличии проводника в зажимных губках 6, который поступает на вход блока 4 управления (фиг. 1) и разрешает работу
последнего.
На протяжении всей дальнейшей работы установки блок 8 контроля определяет наличие привариваемого проводника в зажимных
губках 6. Если в момент фиксации проводника в зажимных губках 6 он в них отсутствует, например вследствие обрыва, расстояние между элементом 9 Холла (фиг. 2), постоянным магнитом 10 становится меньше на величину диаметра проводника. Сигнал, снимаемый с элемента Холла, резко возрастает и поступает на вход усилителя 12 (фиг. 3), где он усиливается, поэтому напряжение, которое подается на первый вход компаратора 13 с выхода усилителя 12, становится больше напряжения, подаваемого на второй вход компаратора 13 с делителя 15 напряжения, что приводит к переключению последнего в состояние, противоположное исходному. Сигнал с выхода компаратора 13
10
подключен к выходу программатора 23 и первому входу схемы 24, сравнения, выход которой соединен с входом дифференциальной цепочки 26, а второй вход - с выходом реверсивного счетчика 22, и входом коммутатора 25, выход которого является первым выходом блока 4 управления (фиг. 1).
Блок 4 управления (фиг. 1) работает следующим образом.
После включения установки в сеть оператор размещает привариваемый проводник в зажимных губках б и подает на второй вход блока 4 управления сигнал «Установка При этом кольцевой счетчик 28 устанавливается в исходное положение, на его выходе присутствует сигнал логической 1, поступаюпоступает на первый вход триггера 14 и пере- 15 на вход ключа 29. Последний откры35
водит последний в состояние, противоположное исходному. Сигнал с выхода триггера 14 поступает на вход блока 4 управления (фиг. 1) и запрещает работу последнего, что приводит к остановке сварочной головки 1. После этого оператор размещает про- водник в зажимных губках 6, фиксирует его в них подачей сигнала «Установка на второй вход блока 4 управления и подает сигнал «Установка исходного на второй вход блока 8 контроля и далее команду «Пуск на 25 третий вход блока 4 управления.
Блок 4 управления (фиг. 1) содержит первый триггер 16 (фиг. 4), схему 2И 17, задающий генератор 18, второй триггер 19, первую 20 и вторую 21 схемы ЗИ, реверсивный счетчик 22, программатор 23, схему 24 сравнения, коммутатор 25, дифференциальную цепочку 26 и последовательно соединенные одновибратор 27, кольцевой счетчик 28, второй вход которого является вторым входом блока 4 управления (фиг. 1), и ключ 29 управления зажимными губками (фиг. 4), выход которого является вторым выходом блока 4 управления (фиг. 1), причем выход дифференциальной цепочки 26 (фиг. 4) соединен с первым входом первого триггера 16, второй вход которого является третьим входом блока 4 управления (фиг. 1), а выход подключен к первому входу схемы 2И 17, второй вход которой связан с выходом задающего генератора 18, а выход - с первыми входами второй схемы ЗИ 21 и первой схемы ЗИ 20, второй вход которой является 45 первым входом блока 4 управления (фиг. 1), а выход соединен с входом «Обратный счет реверсивного счетчика 22, третий ее вход - с первым выходом второго триггера 19, первый вход которого подключен к второму входу первого триггера 16, второй вход - к входу одновибратора 27, вход которого связан с выходом «Обратный перенос реверсивного счетчика 22, а второй выход второго триггера 19 подключен к третьему входу второй схемы ЗИ 21, второй вход которой соединен с выходом одновибратора 27, а выход - с входом «Прямой счет реверсивного счетчика 22, информационный вход которого
вается, сигнал с его выхода поступает на электромагнитный привод 7 (фиг. 1 и 2), который включается и зажимает зажимные губки 6. Затем оператор устанавливает на программаторе 23 (фиг. 4) цифровой код, равный при пересчете в десятичное число величине п d/Ad, где Ad - один щаг перемещения привода 3 вертикальных перемещений (фиг. 1); d - расстояние, равное перемещению сварочной головки 1 от исходного, положения до момента касания со свариваемыми деталями, которое задается при наладке установки. Цифровой код с выхода программатора 23 (фиг. 4) подается на информационный вход реверсивного счетчика 22. Задающий генератор 18 постоянно вырабатывает импульсы, которые поступают с его выхода на второй вход 2И 17. Первый триггер 16 находится в исходном состоянии, при котором на его выходе присутствует сигнал логического О, который поступает на первый вход схемы 2И 17 и запрещает появление на выходе схемы 2И 17 импульсов, поступающих на ее второй вход. На второй вход первой схемы ЗИ 20 с выхода блока 8 контроля (фиг. 1) поступает сигнал логической 1, разрешающий работу блока 4 управ- до ления.
При подаче оператором сигнала «Пуск первый триггер Л6 (фиг. 4) переключается в состояние) противоположное исходному, и на его выходе появляется сигнал логической 1, который поступает на вход схемы 2И 17 и разрешает прохождение импульсов, поступающих на второй ее вход, на первые входы первой 20 и второй 21 схем ЗИ. Одновременно с подачей сигнала «Пуск второй триггер 19 устанавливается в состояние, при котором на его первом выходе присутствует сигнал логической 1, который поступает на третий вход первой схемы ЗИ 20, а на втором выходе второго триггера 19 присутствует сигнал логического О, поступающий на тре- „ тий вход второй схемы ЗИ 21. На выходе одновибратора 27 присутствует сигнал логической 1, который поступает на второй вход второй схемы ЗИ 21. Таким образом, вторая
50
подключен к выходу программатора 23 и первому входу схемы 24, сравнения, выход которой соединен с входом дифференциальной цепочки 26, а второй вход - с выходом реверсивного счетчика 22, и входом коммутатора 25, выход которого является первым выходом блока 4 управления (фиг. 1).
Блок 4 управления (фиг. 1) работает следующим образом.
После включения установки в сеть оператор размещает привариваемый проводник в зажимных губках б и подает на второй вход блока 4 управления сигнал «Установка При этом кольцевой счетчик 28 устанавливается в исходное положение, на его выходе присутствует сигнал логической 1, поступающ й на вход ключа 29. Последний откры5
5
5
вается, сигнал с его выхода поступает на электромагнитный привод 7 (фиг. 1 и 2), который включается и зажимает зажимные губки 6. Затем оператор устанавливает на программаторе 23 (фиг. 4) цифровой код, равный при пересчете в десятичное число величине п d/Ad, где Ad - один щаг перемещения привода 3 вертикальных перемещений (фиг. 1); d - расстояние, равное перемещению сварочной головки 1 от исходного, положения до момента касания со свариваемыми деталями, которое задается при наладке установки. Цифровой код с выхода программатора 23 (фиг. 4) подается на информационный вход реверсивного счетчика 22. Задающий генератор 18 постоянно вырабатывает импульсы, которые поступают с его выхода на второй вход 2И 17. Первый триггер 16 находится в исходном состоянии, при котором на его выходе присутствует сигнал логического О, который поступает на первый вход схемы 2И 17 и запрещает появление на выходе схемы 2И 17 импульсов, поступающих на ее второй вход. На второй вход первой схемы ЗИ 20 с выхода блока 8 контроля (фиг. 1) поступает сигнал логической 1, разрешающий работу блока 4 управ- о ления.
При подаче оператором сигнала «Пуск первый триггер Л6 (фиг. 4) переключается в состояние) противоположное исходному, и на его выходе появляется сигнал логической 1, который поступает на вход схемы 2И 17 и разрешает прохождение импульсов, поступающих на второй ее вход, на первые входы первой 20 и второй 21 схем ЗИ. Одновременно с подачей сигнала «Пуск второй триггер 19 устанавливается в состояние, при котором на его первом выходе присутствует сигнал логической 1, который поступает на третий вход первой схемы ЗИ 20, а на втором выходе второго триггера 19 присутствует сигнал логического О, поступающий на тре- тий вход второй схемы ЗИ 21. На выходе одновибратора 27 присутствует сигнал логической 1, который поступает на второй вход второй схемы ЗИ 21. Таким образом, вторая
0
схема ЗИ 21 находится в состоянии, запрещающем прохождение импульсов, поступающих на ее первый вход, так как на третьем входе присутствует сигнал логического 0. Первая схема ЗИ 20 находится в состоянии, разрещающем прохождение импульсов, поступающих на ее первый вход, так как на третьем и втором входах присутствует сигнал логической 1. При этом импульсы, которые появляются на выходе первой схемы ЗИ 20,
После окончания процесса сварки на выходе одновибратора 27 появляется сигнал логической 1, который поступает на второй вход второй схемы ЗИ 21 и разрешает прохождение импульсов на ее выход. Импульсы с выхода второй схемы ЗИ 21 поступают на вход «Прямой счет реверсивного счетчика 22 и тот по мере поступления этих импульсов производит их сложение. При этом цифровой код с выхода реверсивного
поступают на вход «Обратный счет ревер-ю счетчика 22 поступает на вход коммутатосивного счетчика 22, который по мере ихра 25, который подает сигнал на привод
поступления производит вычитание числавертикальных перемещений (фиг. ) на полъпоступивщих импульсов от цифрового кода,ем сварочной головки I.
заданного программатором 23 и поданногоЦифровые коды с выходов реверсивного
на информационный вход реверсивного счет-счетчика 22 (фиг. 4) и программатора 23
чика 22. Получаемый при этом код на выходе 5 поступают на второй и первый входы схереверсивного счетчика 22 поступает на входмы 24 сравнения, и при их совпадении схекоммутатора 25, а сигнал с выхода последне-ма 24 сравнения вырабатывает импульс,
го поступает на привод 3 вертикальных пере-который через дифференциальную цепочмещений сварочной головки (фиг. 1), кото-ку 26 поступает на второй вход первого
рый опускает сварочную головку I. При по-,„ триггера 16, переводя его в исходное состояявлении нулевого кода на выходе реверсивного счетчика 22 (фиг. 4) на его выходе «Обратный перенос появляется импульс, который поступает на второй вход второго триггера 19 и переводит последний в проние, при котором на его выходе находится сигнал логического О, который поступает на первый вход схемы 2И 17 и запрещает прохождение импульсов с задающего генератора 18 на выход схемы 2И 17, что приводит
тивоположное состояние, при котором на его 25 к отсутствию импульсов на входах «Прямой первом выходе появляется сигнал логическо- счет и «Обратный счет реверсивного счет- го О, поступающий на третий вход первой схемы ЗИ 20 и запрещающий прохождение импульсов с задающего генератора 18 на вход «Обратный счет реверсивного счетчика 22, выходной код на выходе которого 3 поэтому прекращает изменяться, и коммутатор 25, на который этот код поступает, не вырабатывает сигнал на привод 3 вертикальных перемещений (фиг. 1) сварочной головки 1 на дальнейщее перемещение сварочной головки 1. Сварочная головка 1 оста- - состояние последнего на противоположное навливается, одновременно на втором выхо- На выходе кольцевого счетчика 28 появляет- де второго триггера 19 (фиг. 4) появляется сигнал логической I, поступающий на третий
чика 22 и к остановке привода 3 вертикальных перемещений (фиг. 1) сварочной головки 1. При этом сварочная головка 1 снова находится в исходном положении. Далее сварочная головка 1 (фиг. 1) переводится в позицию второй сварки. После перевода сварочной головки 1 в позицию сварки одно- вибратор 27 (фиг. 4) вырабатывает сигнал логического О, который поступает на первый вход кольцевого счетчика 28 и изменяет
вход второй схемы ЗИ 21.
ся сигнал логической 1, который поступает на ключ 29, открывает его, сигнал с выхода последнего подается на электромагнитный Импульс с выхода «Обратный перенос Q привод 7 (фиг. 1 и 2), который включается реверсивного счетчика 22 поступает также и зажимает в зажимных губках 6 привари- на вход одновибратора 27, вырабатывающе- ваемый проводник. Пос.ле окончания процес- го сигнал логического О на время сварки, са сварки сварочная головка 1 начинает который поступает на второй вход второй подниматься и происходит отрыв привари- схемы ЗИ 21. Таким образом, сигнал логи- ваемого проводника. Затем сварочная голов- ческого О присутствует на втором входе вто- 45 ка 1 выводится в исходное положение. В слу- рой схемы ЗИ 21 и на третьем входе первой чае наличия проводника в зажимных губсхемы ЗИ 20 и запрещает пЬявление импульсов на выходах этих схем.
Одновременно сигнал логического О с выках 6 (фиг. 1) на выходе блока 8 контроля присутствует сигнал логической 1, который поступает на первый вход блока 4 управления и разрещает дальнейшую работу блока 4
хода одновибратора 27 поступает на первый управления. При отсутствии привариваемого
вход кольцевого счетчика 28, который меняетпроводника в зажимных губках 6 на выходе
свое состояние на противоположное, и на егоблока 8 контроля формируется сигнал ловыходе появляется сигнал логического О,гического О, который поступает на второй
который поступает на вход ключа 29. По-вход первой схемы ЗИ 20 (фиг. 4), что приследний закрывается и сигнал с его выходас водит к запрету прохождения импульсов
поступает на электромагнитный привод 7на вход «Обратный счет реверсивного счет(фиг. 1 и 2), который выключается и рас-чика 22. Далее при подаче оператором сигфиксирует зажимные губки 6.нала «Пуск второй триггер 19 устанавлиПосле окончания процесса сварки на выходе одновибратора 27 появляется сигнал логической 1, который поступает на второй вход второй схемы ЗИ 21 и разрешает прохождение импульсов на ее выход. Импульсы с выхода второй схемы ЗИ 21 поступают на вход «Прямой счет реверсивного счетчика 22 и тот по мере поступления этих импульсов производит их сложение. При этом цифровой код с выхода реверсивного
ние, при котором на его выходе находится сигнал логического О, который поступает на первый вход схемы 2И 17 и запрещает прохождение импульсов с задающего генератора 18 на выход схемы 2И 17, что приводит
к отсутствию импульсов на входах «Прямой счет и «Обратный счет реверсивного счет- состояние последнего на противоположное На выходе кольцевого счетчика 28 появляет-
чика 22 и к остановке привода 3 вертикальных перемещений (фиг. 1) сварочной головки 1. При этом сварочная головка 1 снова находится в исходном положении. Далее сварочная головка 1 (фиг. 1) переводится в позицию второй сварки. После перевода сварочной головки 1 в позицию сварки одно- вибратор 27 (фиг. 4) вырабатывает сигнал логического О, который поступает на первый вход кольцевого счетчика 28 и изменяет
ся сигнал логической 1, который поступает на ключ 29, открывает его, сигнал с выхода последнего подается на электромагнитный привод 7 (фиг. 1 и 2), который включается и зажимает в зажимных губках 6 привари- ваемый проводник. Пос.ле окончания процес- са сварки сварочная головка 1 начинает подниматься и происходит отрыв привари- ваемого проводника. Затем сварочная голов- ка 1 выводится в исходное положение. В слу- чае наличия проводника в зажимных губках 6 (фиг. 1) на выходе блока 8 контроля присутствует сигнал логической 1, который поступает на первый вход блока 4 управления и разрещает дальнейшую работу блока 4
управления. При отсутствии привариваемого
вается таким образом, что на его втором выходе появляется сигнал логического О, который поступает на третий вход второй схемы ЗИ 21. Таким образом, на втором входе первой схемы ЗИ 20 и на третьем входе второй схемы ЗИ 21 присутствует сигнал логического О, который запрещает появление импульсов на выходах этих схем, а следо- вательио, на входах «Прямой счет и «Обратный счет реверсивного счетчика 22. Выходной код, который подается на коммутатор 25, на выходе реверсивного счетчика 22 не меняется, коммутатор 25 не производит
коммутации и не подает на привод 3 вертикальных перемещений (фиг. 1) сварочной головки 1 сигнала на перемещение сварочной головки. Таким образом установка заблокирована.
Изобретение позволяет повысить эксплуатационную надежность установки, так при отсутствии привариваемого проводника в зажимных губках установка блокируется, вывод сварочной головки в позицию сварки становится невозможен, а последнее условие приводит к повыщению выхода годных приборов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для сварки давлением | 1985 |
|
SU1242320A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Установка для присоединения проволочных выводов | 1988 |
|
SU1549698A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |

;/
сриг. 2
Фиг.З
Составитель В. Катин
Техред И. ВересКорректор А. Зимокосов
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Акимов В | |||
| Н., Рыдзевский А | |||
| П | |||
| Устройство контроля деформации проводника при ультразвуковой микросварке.-Автоматическая сварка, 1961, № 6, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Устройство для сварки давлением | 1982 |
|
SU1090517A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
