00
со
ОС
ел
сх
Vi3o6pereHHR относится к машиностроению и может быть использовано при шлифовании деталей высокой точности, в частности при плоском финишном шлифовании периферией круга.
Цель изобретения - повышение точности обработки путем уменьп1ения уровня колебаний системы СПИД.
ройством 6 по всей его высоте, и ведут шлифование.
При шлифовании данным спосойом направление силы резания проходит через центр жесткости передней шпиндельной опоры, плечо действия силы резания относительно опоры равно нулю, а действие изгибающего момента от этой возму
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ ДИСКОВЫМ ОДНОНИТОЧНЫМ ШЛИФОВАЛЬНЫМ КРУГОМ | 1999 |
|
RU2176179C2 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| Способ шлифования | 2015 |
|
RU2606143C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ МИКРОШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2035287C1 |
| ЛЮНЕТ ШЛИФОВАЛЬНОГО СТАНКА | 1992 |
|
RU2008164C1 |
Изобретение относится к области обработки деталей резанием и может быть эффективно использовано на финишных операциях плоского шлифования периферией круга. Цель изобретения - повыпение точности .обработки путем уменьшения уровня колебаний системы СПИД. Перед вьтолнением чистовых проходов шпиндельную головку станка со шпинделем разворачивают в плоскости, перпендикулярной направлению продольного возвратно-поступательного перемещения заготовки, на угол at arctg 21/D , где 1 - расстояние от наружного торца шлифовального круга до центра передней опоры; D - диаметр меньшего торца шлифовального круга, таким образом, чтобы направление действия силы резания совпадало с центром жесткости передней опоры шпинделя. Затем осушествляется форми рование режущего профиля круга путем правки его в горизонтальном направлении по всей высоте при полученном пространственном положении оси шпинделя. 01лифование ведут при продольном перемещении детали и поперечной ее подаче. 1 ил. (Л с
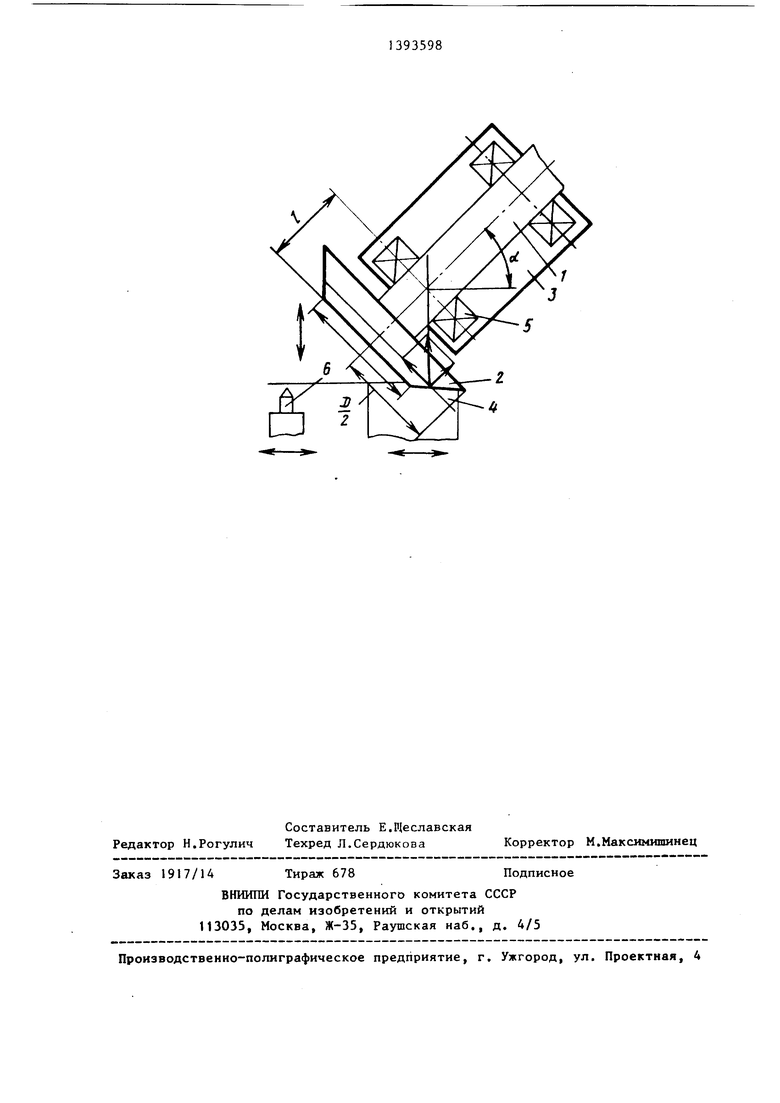
На чертеже изображена схема шлифо- ю (Дающей силы на шпиндель полностью устраняется. В результате снижения уровня вибрации системы СПИД точность обработки повышается. Кроме того, при данном -способе существенно снижается
вания указанным способом.
Способ осуш;ествляют следующим образом.
На шпиндель 1 станка устанавливают шлифовальный круг 2. Шпиндельную головку 3 поворачивают в плоскости, перпендикулярной направлению продольного перемещения детали А, на угол в так, чтобы направление действия силы резания в процессе илифования проходило через центр жесткости передней опоры 5 шпинделя 1.
При использовании конических кругов угол oi. определяется из соотношения
arctg -- ,
м
где 1 - расстояниеот торца меньшего
раняется. В результате снижения уров ня вибрации системы СПИД точность обработки повышается. Кроме того, при данном -способе существенно снижается
5 также погрешность обработки, вызванная вынужденными колебаниями элементо ттривода главного движения шлифовального круга. Формула изобретения
20 Способ плоского шлифования периферией круга, при котором осуществляют разворот шпинделя с коническим шли фовальным кругом относительно детали в плоскости, перпендикулярной направ25 лению продольного перемещения детали, отличающий, ся тем, что, с целью повышения точности обработки путем уменьшения уровня колебаний
D« системы СПИД,разворот шпинделя осу- диаметра круга до центра же- зо ществляют на уголоС, определяемый по сткости передней опоры, мм; формуле диаметр меньшего торца шлифовального круга.
При этом необходимо, чтобы угол наклона режущей кромки к оси круга (х .р соответствовал условию f, °.
После разворота шпинделя со шлифовальным кругом на требуемый угол осуществляют правку круга правильным уст(Дающей силы на шпиндель полностью устраняется. В результате снижения уровня вибрации системы СПИД точность обработки повышается. Кроме того, при данном -способе существенно снижается
также погрешность обработки, вызванная вынужденными колебаниями элементов ттривода главного движения шлифовального круга. Формула изобретения
Способ плоского шлифования периферией круга, при котором осуществляют разворот шпинделя с коническим шлифовальным кругом относительно детали в плоскости, перпендикулярной направлению продольного перемещения детали, отличающий, ся тем, что, с целью повышения точности обработки путем уменьшения уровня колебаний
системы СПИД,разворот шпинделя осу- ществляют на уголоС, определяемый по формуле
(arctg -- ,
п
где 1 - расстояние от наружного торца шлифовального круга до центра передней опоры, мм; D - диаметр меньшего торца шлифовального круга.
| Способ шлифования | 1937 |
|
SU53226A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
