/ ./
l t ФИ
Изобретение относится к области сварки полимерных материалов и изделий с полимерным покрытием, например электропроводов с термопластичной изоляции.
Цель изобретения - уменьшение брака путем опер.ативной корректировки режима сварки по термодеформационной характеристике полимерной ленты.
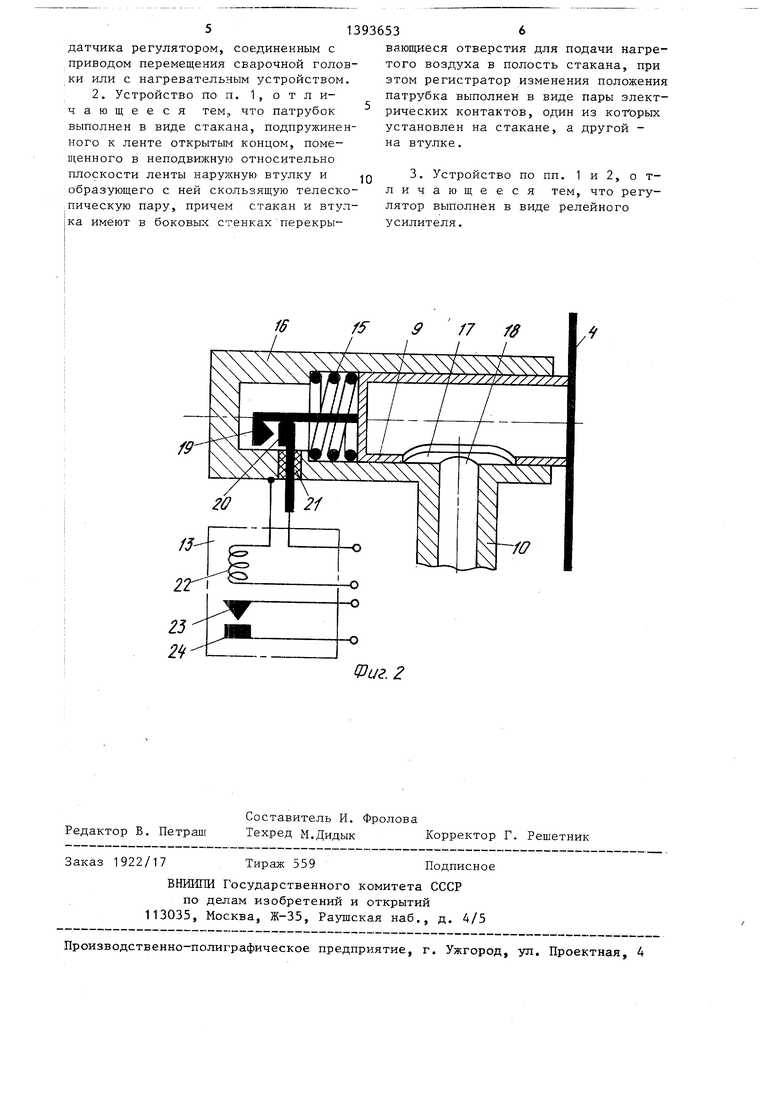
На фиг. 1 представлена общая схем устройства; на фиг. 2 - датчик и регулятор.
Сварочное устройство включает платформу 1 для укладки проводов и подвижную относительно рабочей поверхности платфомы 1 сварочную головку 2, содержащую катушку 3 с запасом полимерной ленты 4, нагревательное устройство 5 с вентилятором 6 для нагрева ленты и оболочки проводов горячим воздухом, подаваемым через сопло 7, сдавливающее устройство, выполненное в виде прижимного валика 8 с эластичной поверхностью для соединения ленты 4 и проводов.
Головка 2 снабжена датчиком термодеформационных перемещений ленты, включающим индикатор, выполненный в виде свободно установленного на ленте между катушкой 3 и соплом 7 для подачи нагретого воздуха патрубка 9, соединенного посредством трубопровода 10 с регулируемым воздушным дросселем 11 с зоной нагретого воздуха нагревателя, и регистратор 12 изменения положения патрубка, и соединенным с регистратором указанного датчика регулятором 13, соединенным с приводом перемещения сварочной головки или с нагревательным устройством 5. Патрубок 9 установлен открытьм концом нормально к поверхности пленки 4 и прижат к ней силой F, причем
О F .Р S,
где Р-- давление воздуха в трубопроводе при закрытом патрубке; S - выходное сечение патрубка. Смещение патрубка 9 вдоль нормали к ленте регистрируется регистратором 12, который подключен по цепи сигнала управления к регулятору 13 параметра режима сварки, например температуры горячего воздуха или скорости перемещения сварочной голов
5 0 5
0
5
0
5
0
5
ки 2. Регулятор 13 выполнен в виде релейного усилителя.
Промежуточный валик 14 обеспечивает постоянное положение ленты 4 относительно головки 2 независимо от запаса ленты на катушке 3. Вместе валика 14 может быть использована пластина с гладкой поверхностью. Плавающий патрубок 9 выполнен в виде стакана, прижатого к ленте 4 пружиной 15, размещенной между дном стакана и уступом во втулке 16, которая установлена неподвижно относительно ленты 4. Патрубок 9 и втулка 16 образуют скользящую телескопическую пару и имеют в боковых стенках перекрывающиеся отверстия 17 и 18 для подачи горячего воздуха через трубопровод 10 в полость стакана. Регистратор 12 смещения патрубка представляет собой пару электрических контактов 19 и 20, один из которых установлен на патрубке 9, а другой - на втулке 16. Между контактом 20 и втулкой 16 имеется изолятор 21. Контакты 19 и 20 коммутируют цепь питания обмотки 22 релейного усилителя. Силовые выходные контакты 23 и 24 предназначены для управления нагревательным устройством 5 или приводом перемещения (не показан) сварочной головки 2.
Устройство работает следующим образом.
Нагретый воздух через сопло 7 и патрубок 9 поступает соответственно в зону сварки и зону локального нагрева полимерной ленты, В зоне сварки оболочка проводов и лента нагревается до температуры, отвечающей оптимальному режиму сварки при данных условиях, который подбирают в зависимости от технологических характеристик свариваемых материалов путем начальной регулировки нагревательного устройства 5. Б зоне локального нагрева при этом реализуется высокоэластическое состояние полимерной ленты. Его получают посредством соответствующей настройки воздушного дросселя 11. Выходящая из патрубка 9 струя воаду- ха одновременно с нагревом ленты ока- вывает на нее механическое воздействие, вследствие чего лента, находящаяся в высокоэластическом состоянии, деформируется (локально прогибается), а патрубок, прижимаемьй к ленте силой F, смешивается в направлении прогиба. Величина силы F должна
удовлетворять следующим условиям. С одной стороны, эта сила должна быть больше нуля, чтобы при достижении лентой высокоэластического состояния она смогла деформировать ленту, с другой стороны - не должна превышать величину P S, поскольку в противном случае патрубок оказывается прижатым к ленте, движение воздуха через него прекращается и локальньш нагрев ленты неосуществим.
Цепь датчик-регулятор-управляемый элемент настроена так, что в отсутствие сигнала от датчика температура в зоне сварки непрерывно повышается. В том случае, когда управляемым элементом является нагревательное устройство 5, это достигается, например за счет его питания от источника с запасом по мощности. При появлении сигнала датчика нагревательный элемент устройства 5 полностью или частично отключается от источника. Другим вариантом управления является изменение числа оборотов вентилятора 6.
Если управляемым элементом является привод сварочной головки, то рост температуры в зоне сварки обеспечивается уменьшенной скоростью движения головки 2. По сигналу датчика скорость движения сварочной головки увеличивается (температура нагретого воздуха при этом должна превьппать температуру сварки). При изменении условий сварки, например, если с катушки 3 начинает поступать лента с более высокой температурой плавления прежнее термомеханическое воздействие струи воздуха перестанет обеспечивать оптимальный режим в зоне сварки (полимерные материалы оказываются недогретыми), а в зоне локального нагрева оно становится недостаточным для деформации ленты. Поскольку сиг нал датчика при этом отсутствует, температура в обеих зонах возрастает вплоть до величины, отвечающей новому, существующему при более высокой температуре, вьюокоэластическому состоянию ленты в зоне локального нагрева, а в зоне сварки - новому, высокотемпературному, тепловому режиму. Так как патрубок 9 расположен по ходу ленты перед зоной сварки, сигнал управления с датчика появляется с упреждением по времени относительно йомента, когда участок ленты с от
Q
5 0 5
5
0
5
0
5
0
клонением технологических параметров от нормы поступит в зону сварки. Благодаря этому в зоне сварки успевает установиться новый оптимальный режим, соответствующий изменившимся технологическим параметрам ленты.
Предлагаемое устройство обеспечивает оперативное изменение режима сварки при случайных изменениях технологических характеристик полимерных материалов. В связи с малой толщиной ленты по сравнению с толщиной оболочки проводов она более чувствительна к условиям нагрева. Поэтому в устройстве корректировка режима сварки осуществляется по отношению к характеристикам ленты, что позволяет устранить основную причину брака - ее пережог или недогрев. Благодаря наличию воздушной подушки между патрубком 9 и лентой 4 механический контакт между ними отсутствует и прилипание их друг к другу исключается. Это значительно упрощает выполнение и обслуживание узла непрерывного контроля за реологическим состоянием ленты.
Формула изобретения
1. Сварочное устройство для изготовления электропроводки, включающее платформу для укладки проводов и подвижную относительно платформы сварочную головку, содержащую катушку с лентой, нагревательное устройство с вентилятором для нагрева ленты и оболочки проводов горячим воздухом, подаваемым через сопло, сдавливающее устройство в виде прижимного валика с эластичной поверхностью для соединения ленты и проводов, отличающееся тем, что, с целью уменьшения брака путем оперативной коррек- т.ировки режима сварки по термодеформационной характеристике полимерной ленты, сварочное устройство снабжено датчиком термодеформационных перемещений ленты, включающим индикатор, выполненный в виде свободно установленного на ленте между катушкой и соплом для подачи нагретого воздуха патрубка, соединенного посредством трубопровода с регулируемым воздушным дросселем с зоной нагретого воз- духа нагревателя, и регистратор изменения положения патрубка, и соединенным с регистратором указанного
датчика регулятором, соединенным с приводом перемещения сварочной головки или с нагревательным устройством.
2. Устройство по п. 1, о т л и- чающееся тем., что патрубок выполнен в виде стакана, подпружиненного к ленте открытым концом, помещенного в неподвижную относительно плоскости ленты наружную втулку и образующего с ней скользящую телескопическую пару, причем стакан и втулка имеют в боковых стенках перекры.
н Q ол13936536
вающиеся отверстия для подачи нагретого воздуха в полость стакана, при этом регистратор изменения положения патрубка выполнен в виде пары электрических контактов, один из коГорых установлен на стакане, а другой - на втулке.
3. Устройство по пп, 1 и 2, о т- личающееся тем, что регулятор выполнен в виде релейного усилителя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных материалов | 1986 |
|
SU1791148A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
| Устройство для охлаждения рабочих органов машин для переработки полимерных материалов | 1991 |
|
SU1801092A3 |
| Способ сварки полимерных материалов | 1987 |
|
SU1497033A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Сварочное устройство для изготовления электропроводки | 1986 |
|
SU1412987A1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАГРЕВА БИТУМА | 2012 |
|
RU2498001C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Устройство для перемещения заготовки в рабочую зону вакуумного прокатного стана | 1989 |
|
SU1722748A1 |
Изобретение относится к оборудованию для сварки пластмасс. Применяется лреимущественно для изготовления электропроводки автомобилей и других транспортных средств методом сварки нагретым газом электропроводов в полимерной изоляции с полимерной лентой-основой. Цель изобретения - уменьшение брака путем оперативной корректировки режима сварки по термодеформационной характеристике полимерной ленты. Для этого в полимерную ленту 4 до ее поступления в зону сварки направляют струю нагретого воздуха через плавающий подпрулсиненный патрубок 9, подсоединенный посредством трубопровода 10 к сварочной головке 2. Выходящая из патрубка струя воздуха одновременно с нагревом ленты 4 оказывает на нее механическое воздействие, вследствие чего лента, находящаяся в результате нагрева в высокоэластичном состоянии, локально прогибается, а патрубок 9, прижимаемый к ней пружиной, смещается в направлении прогиба. Смещение патрубка 9 регистрируется регистратором 12, который выдает сигнал корректировки регулятору 13 параметра режима сварки, например температуры воздуха или скорости перемещения сварочной головки. Цель управления настроена таким образом, что высокоэластическому состоянию ленты 4 в зоне воздействия струи воздуха от патрубка отвечают оптимальные тепловые условия в зоне.сварки. Поддержание высокоэластического состояния ленты 4 в зоне патрубка 9 обеспечивает качественную сварку, независимо от изменения технологических характеристик ленты. 2 з.п. ф-лы, 2 ил. (Л со СО со С5 СП СО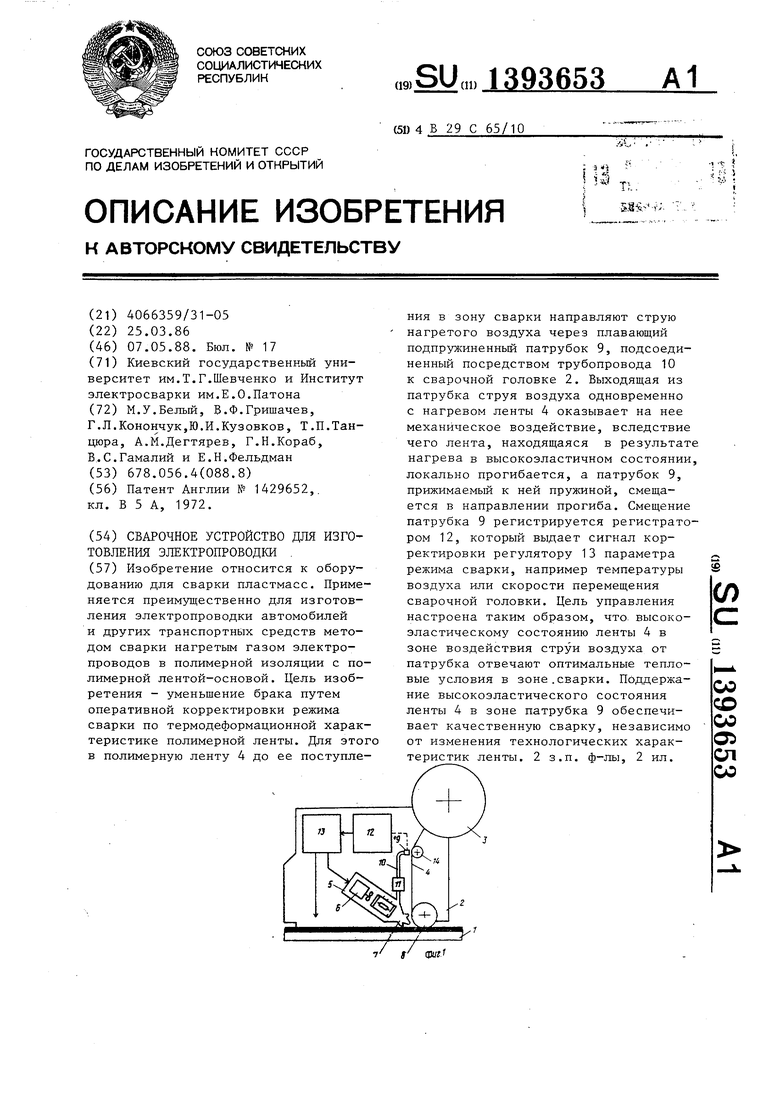
f6
Фиг. 2
| Патент Англии № 1429652, | |||
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
