(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных полимерных пленок | 1988 |
|
SU1599238A1 |
| Способ контроля качества полимерных материалов | 1986 |
|
SU1437758A1 |
| Сварочное устройство для изготовления электропроводки | 1986 |
|
SU1393653A1 |
| Слоистый упаковочный материал | 1980 |
|
SU921877A1 |
| Устройство для контактно-тепловой сварки прессованием полимерных материалов | 1988 |
|
SU1597292A1 |
| Пластичная смазка | 1990 |
|
SU1761779A1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕКРИСТАЛЛИЧЕСКИХ ПОЛИМЕРОВ ПРОПИЛЕНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2291778C2 |
| Способ герметизации отверстий в корпусных деталях пленочными диафрагмами | 1988 |
|
SU1641637A1 |
| Способ сварки излучением термопластичных полимерных пленок | 1987 |
|
SU1502396A1 |
| Способ определения характеристик полимерных материалов | 1990 |
|
SU1742671A1 |
Изобретение относится к области сварки термопластичных полимерных материалов, преимущественно листовых, а также изделий с полимерным покрытием. Целью изобретения является повышение производительности. Устройство содержит сварочный узел, включающий последовательно установленные и связанные с источником тепла нагреватели для предварительного нагрева материала и нагрева его до температуры сварки, средства для прижима и перемещения материала и датчик системы управления температурой сварки, при этом в качестве датчика системы управления температурой сварки использован датчик реологического состояния материала. 1 ил., 1 табл.
Изобретение относится к области сварки термопластичных полимерных материалов, преимущественно листовых, з также изделий с полимерным покрытием.
Известно устройство, в котором сварка полимерных материалов производится пог током энергоносителя, например, потоком нагретого газа.
При этом наблюдается жесткая зависимость качества сварного соединения от условий сварки. Вследствие этого даже незначительные случайные изменения условий сварки, как правило, приводят к существенному снижению качества сварного соединения.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для сварки полимерных материалов.
Недостатком известного устройства является потерм времени на переналаживание системы управления температурой сварки при сварке материалов с Другими теплофизическими свойствами.
Цель изобретения - повышение производительности.;
Указанная цель достигается тем, что в .качестве датчика системой управления температурой сварки использован датчик реологического состояния материала.
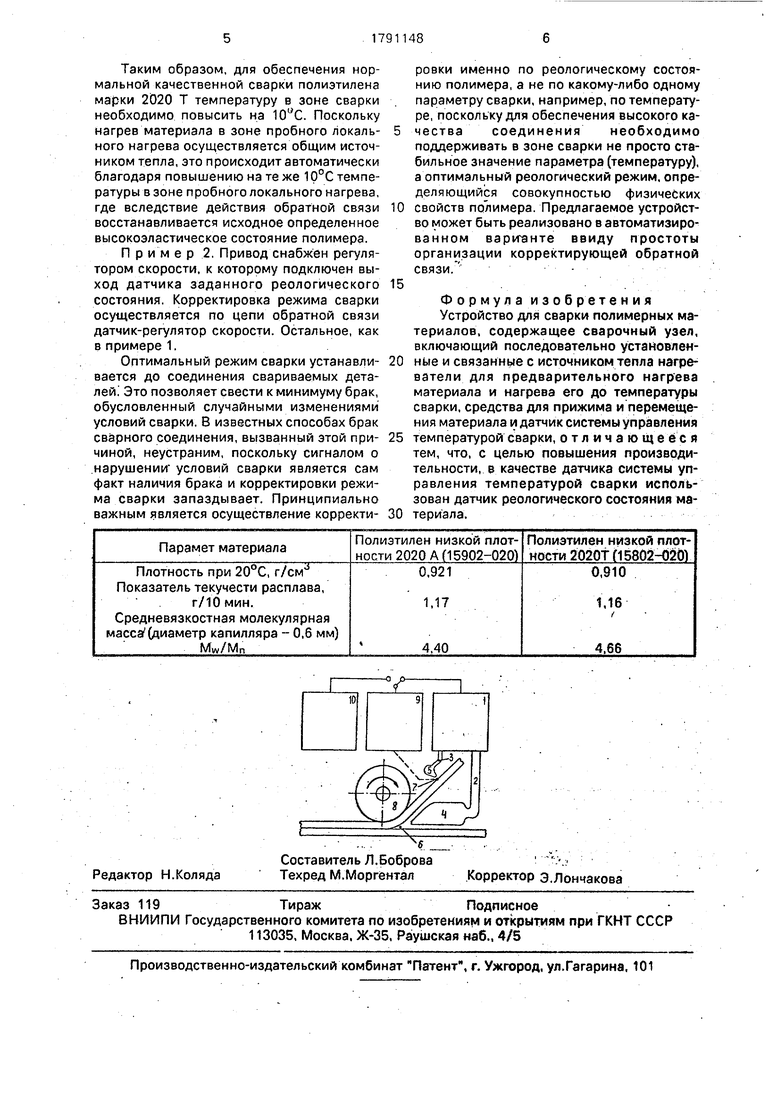
На чертеже представлена схема установки.
Установка содержит следующие элементы: источник 1 тепла регулируемой мощности, имеющий два канала 2, 3 выхода нагретого газа через сопла 4, 5, один из которых - 2 предназначен для подачи газа в зону 6 сварки, а другой 3 - в зону 7 пробного локального нагрева полимерного материала, снабженный распределителем газовых потоков между каналами 2, 3, нажимной ролик 8, датчик 9 заданного реологического
1
Ю
00
состояния в зоне 7 пробного локального нагрева, регулируемый по скорости привод 10, обеспечивающий синхронное перемещение элементов 1-5, 8-10 относительно свариваемых материалов. Датчик 9 подключен по цепи отрицательной обратной связи к источнику 1 или приводу 10. Зона 7 пробного локального нагрева в общем случае не проходит через область будущего сварного шва.
Установка работает следующим образом.
От источника 1 тепла энергия в виде потока горячего воздуха поступает по двум каналам (трубопроводам) 2, 3 через сопла 4, 5 в зону 6 сварки и в зону 7 пробного локального нагрева. Материалы нагреваются, при этом в каждой из зон 6, 7 реализуется свое определенное реологическое состояние полимера. В частности, в зоне 7 пробного локального нагрева путем соответствующей регулировки мощности источника 1 тепла может быть получено заданное реологическое, например, высокоэластическое состояние. Его достижение регистрируют с помощью датчика 9, например, механических характеристик материала. При настройке установки распределяют, используя в простейшем случае подвижную заслонку, воздушные потоки по каналам 2, 3 таким обрезом, что высокоэластичному состоянию в зоне 7 пробного локального нагрева соответствует оптимальный тепловой режим в зоне б сварки, установленный предварительно для данных материалов. Если в область действия потоков горячего воздуха поступят материалы с отклонением технологических параметров от нормы, например, с более высокой температурой перехода в вязкоте кучее состояние, то опТимдльный тепловой режим в зоне 6 сварки нарушится, а в зоне 7 пробного локального нагрева исчезнет заданное реологическое (высокоэластическое) состояние. Это состояние и оптимальный тепловой режим получены при более высокой температуре. В таком случае датчик 9 заданного реологического состояния выдаст сигнал, который по цепи отрицательной обратной связи поступит к источнику 1 тепла или приводу 10 перемещения и изменит режим их работы так, что высоко эластическое состояние в зоне 7 пробного локального нагрева восстановится, Одновременно С этим по условию настройки установки восстановится и оптимальный тепловой режим в зоне 6 сварки. Таким образом, в зоне сварки будет постоянно поддерживаться оптимальный тепловой режим , чем достигается цель изобретения.
Пример 1. Источник 1 тепла состоит из электронагревательного элемента мощностью 500 Вт, центробежного вентилятора, обеспечивающего избыточное давление
воздуха 0,5 кгс/см2, при расходе 1500 л/ч, помещенных в герметичный кожух, и тири- сторного регулятора мощности, выделяемой на электронагревательном элементе. К кожуху присоединены два канала (трубопровода) 2, 3, по которым нагретый воздух поступает в зону 6 сварки и в зону 7 пробного локального нагрева. В месте присоединения к кожуху трубопроводов установлена подвижная заслонка, с помощью которой по
ним можно перераспределять расход воздуха. Датчик 9 заданного реологического состояния выполнен в виде известной конструкции, используемой в устройстве для снятия термомеханических характериЕТИК полимерных материалов, Конструкция включает нажимное приспособление со стержнем и датчиком перемещения. На конце нажимного стержня укреплен вращающийся ролик, позволяющий осуществлять
деформацию движущегося относительно датчика 9 полимерного материала. В зону & сварки воздух поступает через щелевое сопло 4, сблокированное с нажимным роликом 8 посредством общего привода 10
перемещения. Привод 10 обеспечивает скорость сварки в пределах 5-50 см/мин, а нажимной ролик 8 - усилие сварки 0,5-2,0 кгс. Свариваемыми образцами являются листы из полиэтилена низкой плотности марки
2020 А (15902-020) и марки 2020 Т, партия 230 (15802-020). Характеристики материалов приведены в таблице.
Сначала производится сварка листов,
изготовленных из полиэтилена марки 2020 А, затем - из полиэтилена марки 2020 Т, Установка настроена на сварку полиэтилена марки 2020 А при температуре 190°С. Полиэтилен марки 2020 Т можно рассматривать,
как материал с отклонением технологических параметров от нормы по отношению к полиэтилену марки 2020 А. Для возможности сравнения реологических состояний двух материалов задают определенную величину эффективного градиента скорости в зоне Сварки, например, 4-Ю1 . При температуре сварки 190° и эффективном гради- енте скбрости 4-Ю1 величина эффективной вязкости материала марки
2020 А составляет (0,4 кгс -с) см2. Если в зону сварки поступит материал марки 2020 Т, то его эффективная вязкость при тех же режимных параметрах (190°С, и 4-101 ) будет иметь, большую величину.
Таким образом, для обеспечения нормальной качественной сварки полиэтилена марки 2020 Т температуру в зоне сварки необходимо повысить на 10tJC. Поскольку нагрев материала в зоне пробного локаль- ного нагрева осуществляется общим источником тепла, это происходит автоматически благодаря повышению на те же 10°С температуры взоне пробного локального нагрева, где вследствие действия обратной связи восстанавливается исходное определенное высокоэластическое состояние полимера.
П р и м е р .2. Привод снабжен регулятором скорости, к которому подключен выход датчика заданного реологического состояния. Корректировка режима сварки осуществляется по цепи обратной связи датчик-регулятор скорости. Остальное, как в примере 1.
Оптимальный режим сварки устанавли- вается до соединения свариваемых деталей. Это позволяет свести к минимуму брак, обусловленный случайными изменениями условий сварки, В известных способах брак сварного соединения, вызванный этой при- чиной, неустраним, поскольку сигналом о нарушении условий сварки является сам факт наличия брака и корректировки режима сварки запаздывает. Принципиально важным является осуществление корректи-
Парамет материала
Плотность при 20°С, г/см3 Показатель текучести расплава,
г/10 мин.
Средневязкостная молекулярная масса (диаметр капилляра - 0,6 мм)
. Mw/Мп
ровки именно по реологическому состоянию полимера, а не по какому-либо одному параметру сварки, например, по температуре, поскольку для обеспечения высокого качества соединения необходимо поддерживать в зоне сварки не просто стабильное значение параметра (температуру), а оптимальный реологический режим, определяющийся совокупностью физических свойств полимера. Предлагаемое устройство может быть реализовано в автоматизм ро- ванном варианте ввиду простоты организации корректирующей обратной связи. Формула изобретения Устройство для сварки полимерных материалов, содержащее сварочный узел, включающий последовательно установленные и связанные с источником тепла нагреватели для предварительного нагрева материала и нагрева его до температуры сварки, средства для прижима и перемещения материала и датчик системы управления температурой сварки, отличаю ще ее я тем, что, с целью повышения производительности, в качестве датчика системы управления температурой сварки использован датчик реологического состояния материала.
Полиэтилен низкой плот- ности 2020 А (15902-020)
Полиэтилен низкой плотности 2020Т (15802-020)
0,910
1,16
t
4,40
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки полимерных материалов | 1981 |
|
SU1006252A1 |
| Солесос | 1922 |
|
SU29A1 |
