Изобретение относится к дуговой сварке в среде защитных газов с использованием флюса, подаваемого в зону сварки, и может быть использовано во всех отраслях машиностроения.
Цель изобретения - повышение качества свариваемых соединений при сварке с принудительным формированием, улучшение усЛовий работы оператора и повышение экономичности процесса.
На чертеже схематично изображено устройство для осуществления способа.
Устройство содержит электрод 1, водо- охлаждаемый медный ползун 2, сопло 3, флюсобункер 4 с направляющим каналом 5 и ресивер 6. Сопло 3 связано с ресивером 6 каналом 7, в котором установлен дроссель 8. Флюсобункер 4 связан с ресивером б каналом 9, в котором установлен отсекатель газа - электропневматический клапан 10. Канал И служит для подачи флюса к месту сварки.
Способ осуществляется следующим образом.
Включают подачу защитного газа, который через ресивер 6 поступает по каналу 7 в сопло 3 и служит для защиты металла шва. В канал 9 защитный газ из ресивера 6 поступает под повышенным давлением (0,5- ...1 атм), создаваемым дросселем 8. Давление газа регулируют в зависимости от грануляции флюса.Электродом 1 зажигают сварочную дугу и начинают сварку. По заданному импульсному режиму (время импульса 0,3...0,5 с, длительность пазу 15...16 с) срабатывает электропневматический клапан 10, и импульс газа под повышенным давлением из канала 9 поступает в флюсобункер и выталкивает из направляющего канала 5 порцию флюса в канал 11, откуда флюс
0-0,3 260-270
0
поступает к месту сварки и создает с ползуном 2 тонкий слой шлака, отделяющий ванну от ползуна и выполняющий роль смазки при перемещении ползуна в процессе сварки. Требуемое минимальное количество флюса, поступающего к месту сварки, зависит от условий сварки (химического состава сварочного материала, состава защитного газа и от площади контакта жидкого металла с формирующим ползуном) и составляет от 0,1 до 0,3 г на 1 СМ поверхности шва и может регулироваться изменением режима работы в лектропневматического клапана (изменение длительности пауз между импульсами подачи газа), а также изменением рас- 5 хода флюса в флюсобункере (количественное изменение порций флюса, выталкивающихся импульсами газа из направляющего канала флюсобункера).
Описанным способом производят сварку
0 стыковых и угловых соединений высокопрочных сталей. Сварку осуществляют сплощной аустенитной электродной проволокой марки ЭП-647 0 1,6 мм с защитой сварочной ванны смесью газов СО2 с принудительным
г формированием металла шва в различных пространственных положениях.
Конкретные режимы сварки следующие: сварочный ток 260...270 А, напряжение дуги 26... 27 В, скорость сварки 2...5 м/ч (в зависимости от прохода), расход защитQ ного газа 40 л/мин, давление защитного газа в ресивере 0,7 атм, длительность пауз между импульсами газа 15 с, время импульса подачи газа 0,3 с. Количество флюса, подаваемого к месту сварки на 1 см поверхности шва, 0,1...0,3 г. Уменьшение или
5 увеличение этого количества недопустимо, что видно из приведенной таблицы.
Образование надрывов из-за неполного покрытия поверхности ш.ва шлаковой коркой
Процесс сварки стабильный, поверхность шва без надрывов
Нарушение стабильности горения дуги
В результате сварки описанным способом получены сварные соединения-высокого качества с гладкой внешней поверхностью.
Способ позволяет осуществлять сварку во всех пространственных положениях без изменения расхода защитного газа и использовать для сварки флюс без его измельчения, что улучшает условия работы оператора, т.е. образуется флюсовая пыль. Умень- шение расхода газа и применение флюса без его измельчения повышает экономичность процесса.
Формула изобретения Способ дуговой сварки в среде защитных газов с использованием флюса, подаваемого в зону сварки струей защитного газа, отличающийся тем, что, с целью повышения качества сварных соединений при сварке с принудительным формированием, повышения экономичности процесса и улучшения условий работы оператора, защитн ый газ подают в импульсном режиме, а количество подаваемого флюса устанавливают равным 0,1-0,3 г на 1 см поверхности щва.
Ю 9
/
U/
rcf3 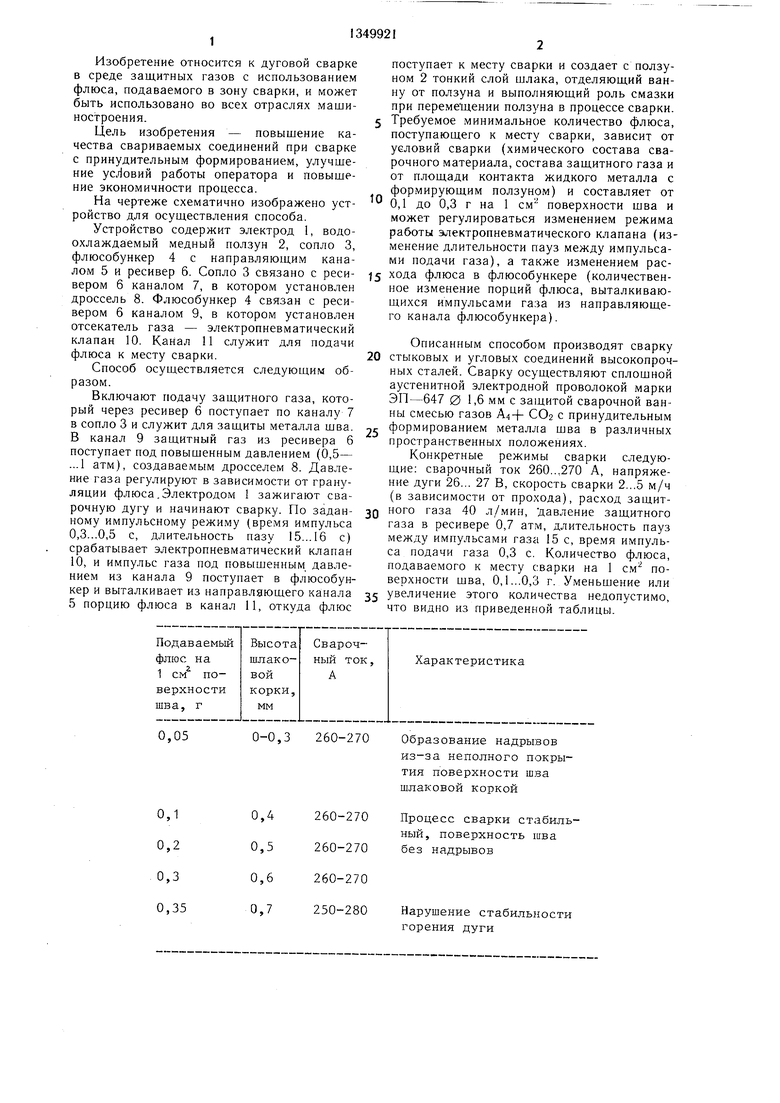
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки металлов неплавящимся электродом | 1960 |
|
SU139383A1 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1979 |
|
SU1232418A1 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1968 |
|
SU218349A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Устройство для формирования обратной стороны шва | 1978 |
|
SU778979A1 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
Изобретение относится к дуговой сварке в среде защитных газов с использованием флюса, подаваемого в зону сварки. и может быть использовано во всех отраслях машиностроения. Цель изобретения- повышение качества свариваемых изделий при сварке с принудительным формированием, улучшение условий работы оператора и повышение экономичности процесса. Способ осушествляется с использованием флюса, подаваемого в зону сварки струей сжатого заш.итного газа. Газ подают в импульсном режиме, осуш,ествляя импульсное дозирование флюса в расчете 0,1...0,3 г на 1 см поверхности шва. Количество флюса регулируется изменением режима работы электропневматического клапана, а также изменением расхода флюса в флюсосборнике Способ обеспечивает сварку во всех пространственных положениях при качественном формировании шва и отсутствии флюсовой пыли. 1 ил. 1 табл. (О (Л со 4:; со со ГчЭ
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU183305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 3178552, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
