со со
00
со
сю со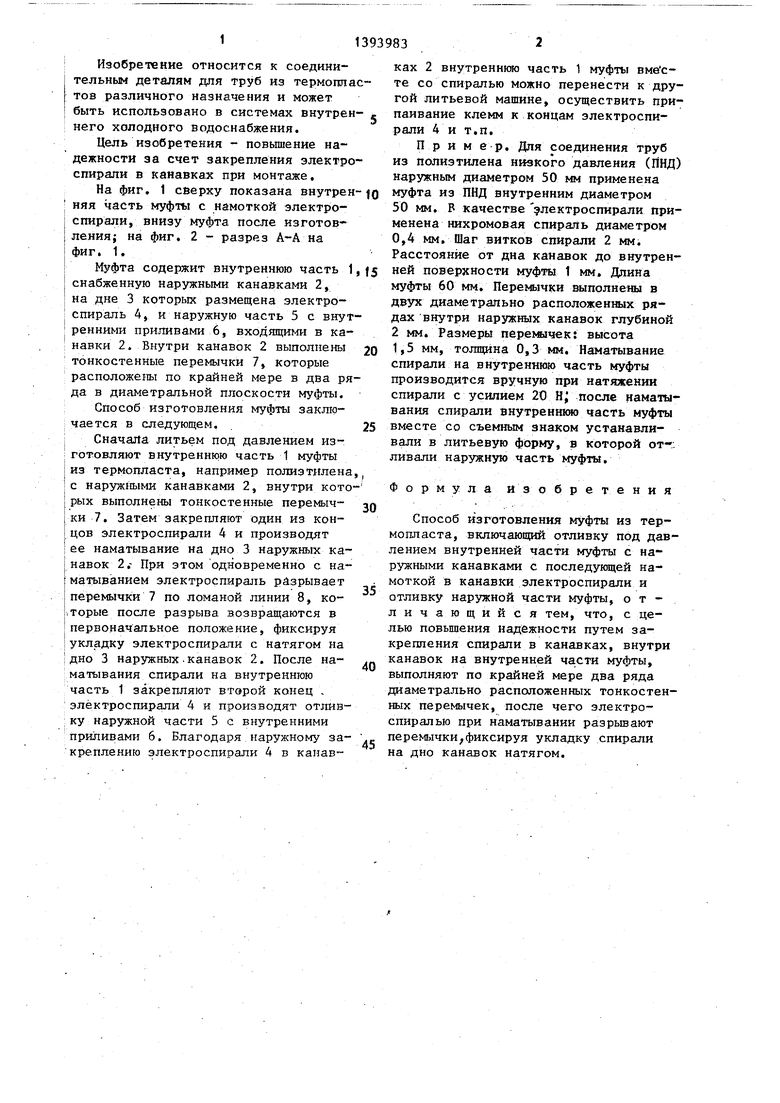
| название | год | авторы | номер документа |
|---|---|---|---|
| Муфта для соединения труб из термопластов | 1979 |
|
SU828559A2 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТИЧНЫХ | 1973 |
|
SU389946A1 |
| Муфта для соединения труб из термопластов | 1979 |
|
SU828558A2 |
| Муфта для соединения труб из термопластов | 1980 |
|
SU946092A2 |
| ВОЗДУХОНАГРЕВАТЕЛЬНЫЙ ЭЛЕКТРОПРИБОР | 1993 |
|
RU2041682C1 |
| Муфта для соединения труб из термопластов | 1978 |
|
SU742156A1 |
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ АРМИРОВАННЫХ ТРУБ | 2001 |
|
RU2217311C2 |
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 1972 |
|
SU425373A1 |
| СПОСОБ ЭЛЕКТРОМУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2429407C1 |
Изобретение бтносится к области энергетики, а именно к соединительным деталям для труб из термопластов различного назначения, и может быть использовано в системах внутреннего холодного водоснабжения. Цель изобг 2 ретения - повышение надежности за счет закрепления злектроспирали в канавках при монтаже. Литьем под давлением изготавливают внутреннюю часть 1 муфты с наружными канавками 2, внутри которых выполнены тонкостенные перемычки. Затем закрепляют один из концов злектроспирали 4 и производят ее наматывание на дно 3 канавки 2, при этом она разрывает переьыч- ки 7, которые после разрыва возвращаются в первоначальное положение, фиксируя укладку злектроспирали с натягом. После наматывания злектроспирали закрепляют ее другой конец и производят отливку наружной части 5 муфты с внутренними приливами, 2 ил. 7 3 (Л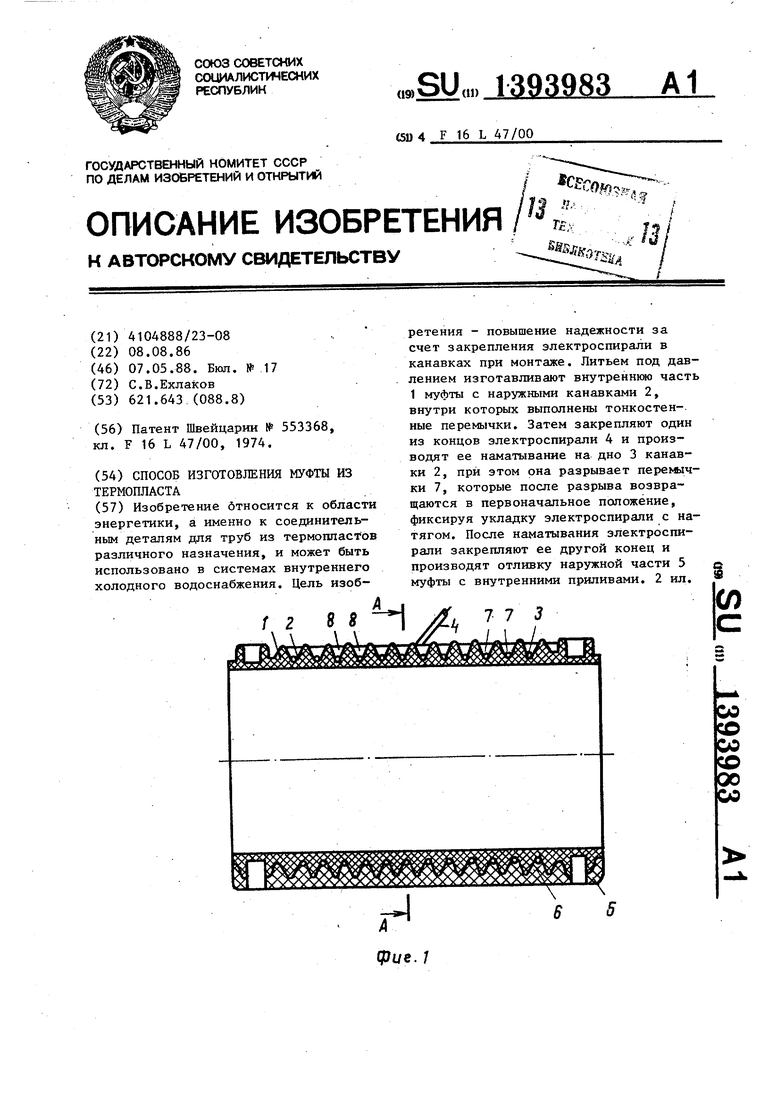
Изобретение относится к соединительным деталям дая труб из термоплас тов различного назначения и может быть использовано в системах внутреннего холодного водоснабжения.
Цель изобретения - повьшение надежности за счет закрепления электроспирали в канавках при монтаже,
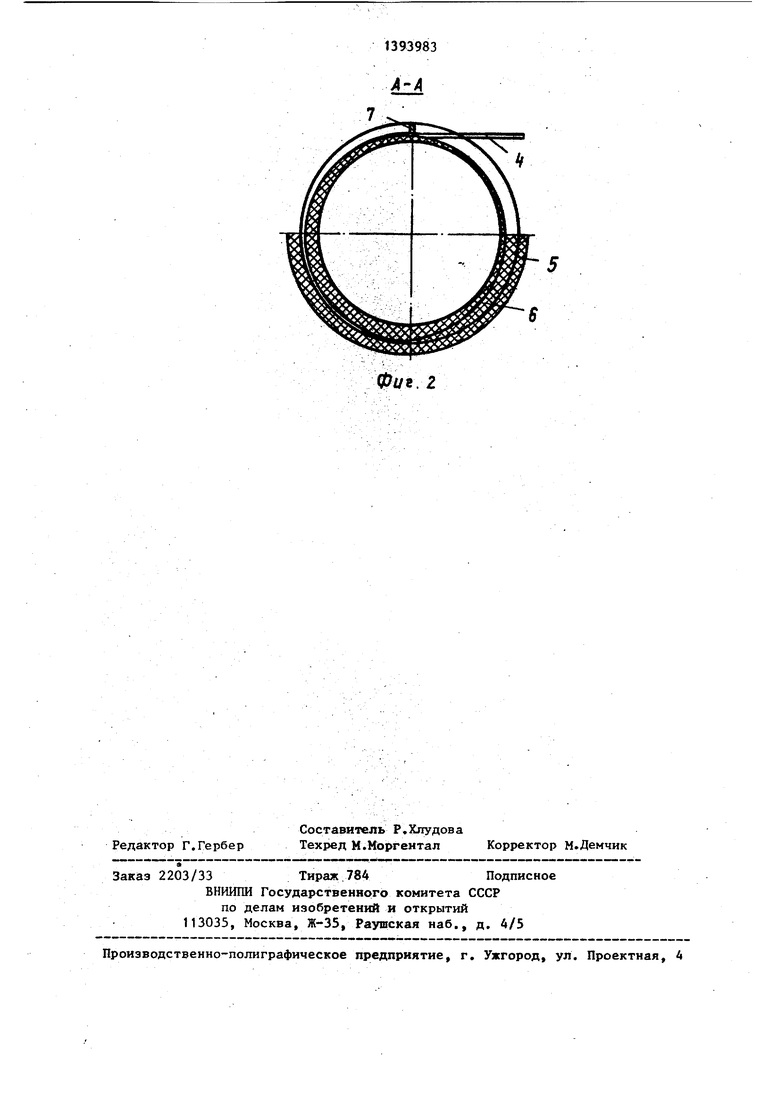
На фиг, 1 сверху показана внутренняя часть муфты с намоткой электроспирали, внизу муфта после изготовления; на фиг, 2 - разрез А-А на фиг. 1,
Муфта содержит внутреннюю часть 1, снабженную наружными канавками 2, на дне 3 которых размещена электроспираль 4, и наружную часть 5 с внутренними приливами 6, входящими в канавки 2. Внутри канавок 2 выполнены тонкостенные перемычки 7 которые расположены по крайней мере в два ряда в диаметральной плоскости муфты.
Способ изготовления муфты заключается в следующем.
Сначала литьем под давлением изготовляют внутреннюю часть 1 муфты из термопласта, например полиэтилена, с наружными канавками 2, внутри которык выполнены тонкостенные перемычки 7, Затем закрепляют один из концов электроспирали 4 и производят I ее наматывание на дно 3 наружных ка- 1навок 2,- При этом одновременно с наматыванием электроспираль разрывает перемычки 7 по ломаной линии 8, которые после разрыва возвращаются в I первоначапьное положение, фиксируя I укладку электроспирали с натягом на ДНО 3 наружньгх.канавок 2. После наматывания спирали на внутреннюю часть 1 закрепляют второй конец . элёктроспирали 4 и производят отливку наружной части 5 с внутренними приливами 6, Благодаря наружному закреплению элёктроспирали 4 в канав0
S
0
5
0
5
0
5
как 2 внутреннюю часть 1 муфты вме с- те со спиралью можно перенести к другой литьевой машине, осуществить при- паивание клемм к концам элёктроспирали 4 и т,п,
П р и м ер. Для соединения труб из полиэтилена нкэкого давления (ПНД) наружным диаметром 50 мм применена муфта из ПНД внутренним диаметром 50 мм, В качестве лектроспирали применена нихромовая спираль диаметром 0,4 мм. Шаг витков спирали 2 мм, Расстояние от дна канавок до внутренней поверхности муфты 1 мм. Длина муфты 60 мм. Перемычки выполнены в двух диаметрально расположеншлх рядах внутри наружш 1х канавок глубиной 2 мм. Размеры перекычюк: высота 1,5 мм, толщина 0,3 мм. Наматывание спирали на внутреннюю часть муфты производится вручную при натяжении спирали с усилием 20 Н; после наматывания спирали внутреннюю часть муфты вместе со съемным знаком устанавливали в литьевую форму, в которой от-: ливали наружную часть муфты,
Формула И 3 обретения
Способ изготовления муфты из термопласта, включающий отливку под давлением внутренней части муфты с наружными канавками с последующей намоткой в канавки электроспирали и отливку наружной части муфты, отличающийся тем, что, с целью повышения над1ежности путем за- креппения спирали в канавках, внутри канавок на внутренней ча.сти муфты, выполняют по крайней мере два ряда диаметрально расположенных тонкостенных перемычек, после чего электроспиралью при наматывании разрьшают перемычки,фиксируя укладку спирали на дно канавок натягом.
Фиг 2
| Пневмоэлектрический дискретный преобразователь | 1975 |
|
SU553368A2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
