ел
С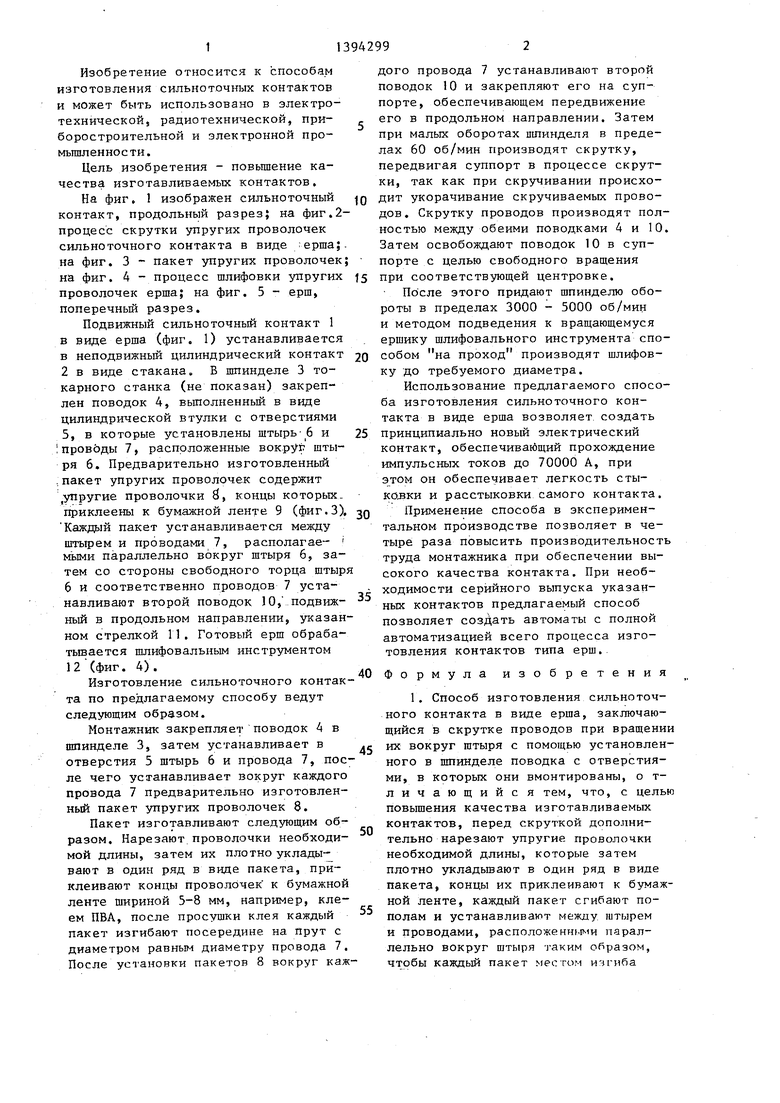
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемный контакт сильноточного аппарата | 1981 |
|
SU1001252A2 |
| Разъемный контакт сильноточного аппарата | 1980 |
|
SU943940A1 |
| Электрический соединитель для сильноточных цепей | 1982 |
|
SU1120431A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ ПОВЫШЕННОЙ ТОЧНОСТИ | 2011 |
|
RU2521542C2 |
| СПОСОБ СБОРКИ ГРОМКОГОВОРИТЕЛЯ | 1996 |
|
RU2098926C1 |
| ГИПЕРБОЛОИДНОЕ ГНЕЗДО | 2002 |
|
RU2248651C2 |
| Станок для шлифования канавок | 1978 |
|
SU1194653A1 |
| Устройство для шлифовки изделий, выполненныхВ ВидЕ ТЕл ВРАщЕНия | 1976 |
|
SU828266A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение качества изготавливаемых контактов. Способ заключается в г-. - скрутке проводов 7 при вращении их вокруг штыря 6 с помощью установленного в шпинделе 3 поводка 4 с отверстиями. Вокруг каждого провода 7 перед скруткой устанавливают пакет упругих проволочек 8. Затем со стороны свободного торца штыря 6 и соответственно провода 7 устанавливают второй поводок 10, подвижный в продольном направлении. Образованный контакт шлифуют при движении шлифовального инструмента только на проход. 1 з.п, ф-лы, 5 ил. с S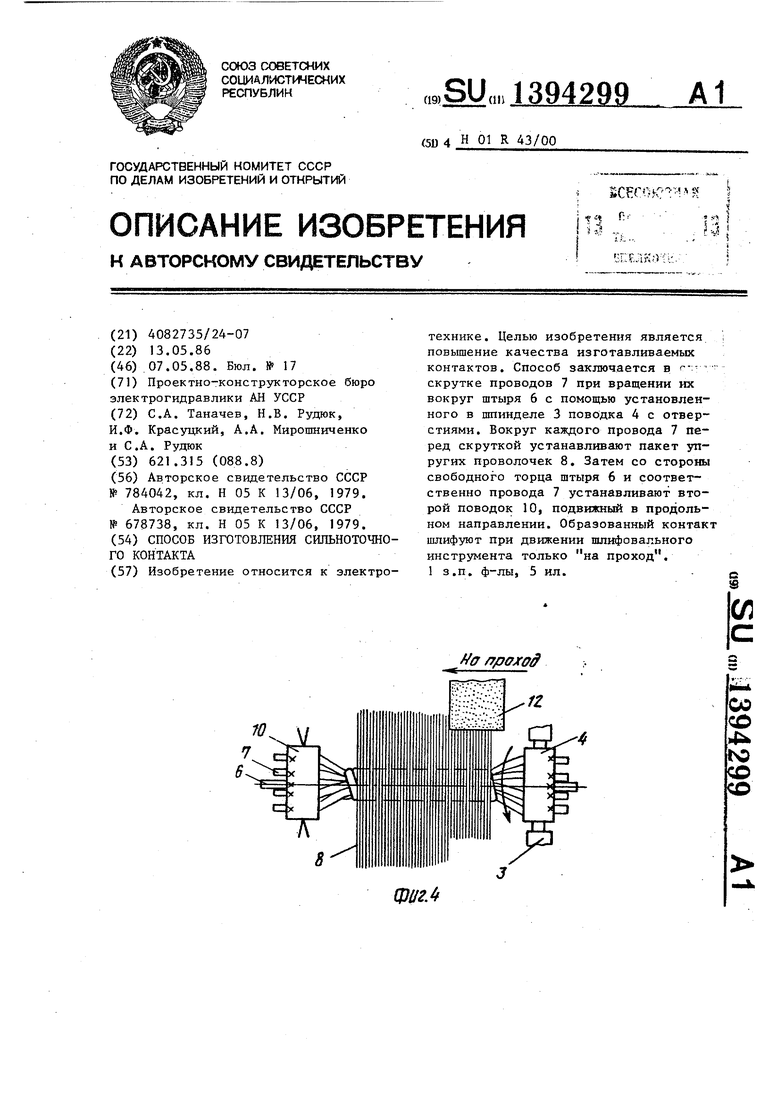
/JpffJCOff
ЦЗигЛ
Изобретение относится к способам изготовления сильноточных контактов и может быть использовано в электротехнической, радиотехнической, при- боростроительной и электронной про- мьгашеиности.
Цель изобретения - повьшение качества изготавливаемых контактов.
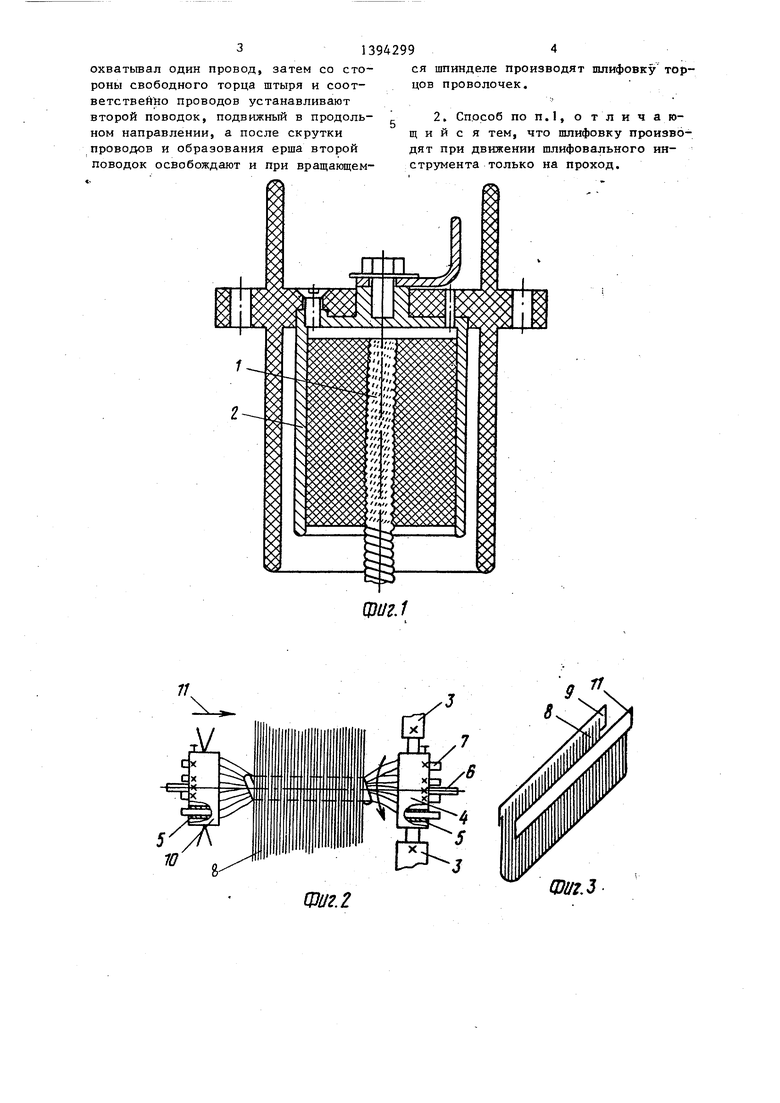
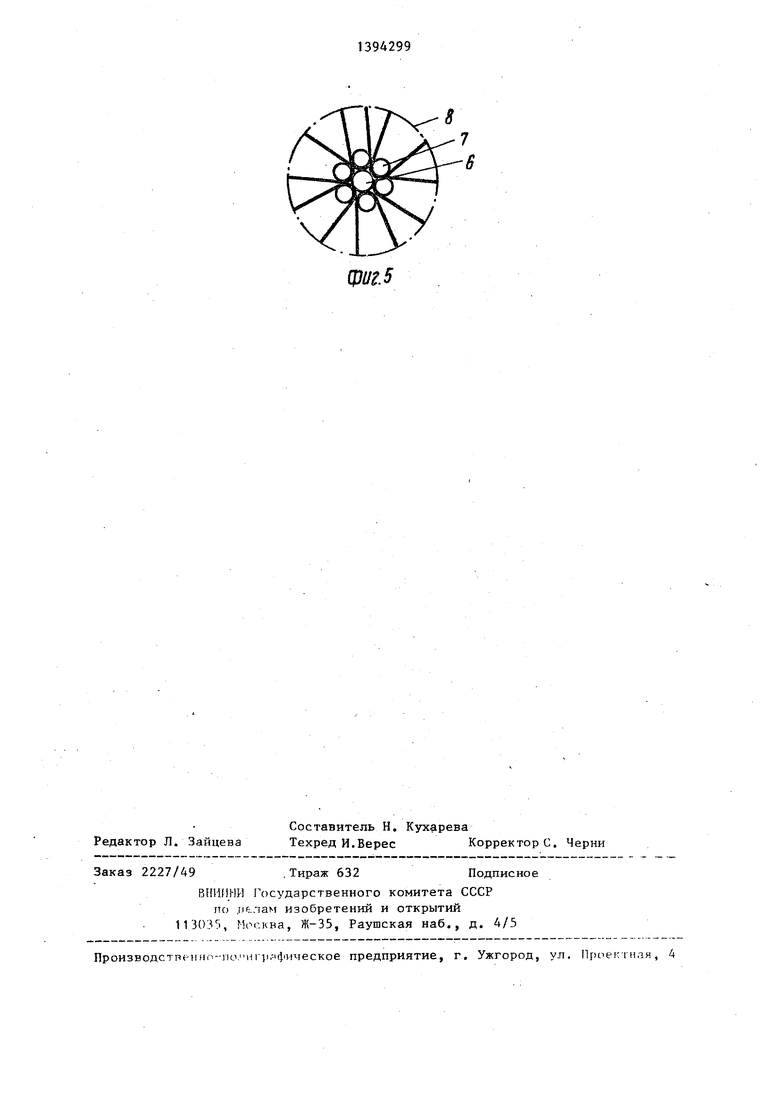
На фиг, 1 изображен сильноточный контакт, продольный разрез} на фиг.2- процесс скрутки упругих проволочек сильноточного контакта в виде ерша; на фиг. 3 - пакет упругих проволочек на фиг. 4 - процесс шлифовки упругих проволочек ерша; на фиг. 5 - ерш, поперечный разрез.
Подвижный сильноточный контакт 1 в виде ерша (фиг. 1) устанавливается в неподвижный цилиндрический контакт 2 в виде стакана, В шпинделе 3 токарного станка (не показан) закреплен поводок 4, вьшолненньш в виде цилиндрической втулки с отверстиями 5, в которые установлены штырь-6 и 1 проводы 7, расположенные вокруг штыря 6. Предварительно изготовленный .пакет упругих проволочек содержит упругие проволочки 3, концы которых- приклеены к бумажной леште 9 (фиг.З). Каждый пакет устанавливается между штырем и проводами 7, располагае- мь1ми параллельно вокруг штыря 6, затем со стороны свободного торца штыр 6 и соответственно проводов 7 устанавливают второй поводок 10, подвиж- ный в продольном направлении, указанном стрелкой 11. Готовый ерш обрабатывается шлифовальным инструментом 12(фиг. 4).
Изготовление сильноточного контакта по предлагаемому способу ведут следующим образом.
Монтажник закрепляет поводок 4 в шпинделе 3, затем устанавливает в отверстия 5 штырь 6 и провода 7, после чего устанавливает вокруг каждого провода 7 предварительно изготовленный пакет упругих проволочек 8.
Пакет изготавливают следующим образом. Нарезают проволочки необходимой длины, затем их плотно укладывают в один ряд в виде пакета, приклеивают концы проволочек к бумажной ленте шириной 5-8 мм, например, клеем ПВА, после просушки клея каждый пакет изгибают посередине на Прут с диаметром равным диаметру провода 7. После установки пакетов 8 вокруг каж
Q 5
0 5 Q
,
0
5
дого провода 7 устанавливают второй поводок 10 и закрепляют его на суппорте, обеспечивающем передвижение его в продольном направлении. Затем при малых оборотах пшинделя в пределах 60 об/мин производят скрутку, передвигая суппорт в процессе скрутки, так как при скручивании происходит укорачивание скручиваемых проводов. Скрутку проводов производят полностью между обеими поводками 4 и 10. Затем освобождают поводок 10 в суппорте с целью свободного вращения при соответствующей центровке.
После этого придают шпинделю обороты в пределах 3000 - 5000 об/мин и методом подведения к вращающемуся ершику шлифовального инструмента способом на проход производят шлифовку до требуемого диаметра.
Использование предлагаемого способа изготовления сильноточного контакта в виде ерша возволяет создать принципиально новьш электрический контакт, обеспечивающий прохождение импульсных токов до 70000 А, при этом он обеспечивает легкость сты- козки и расстыковки самого контакта.
Применение способа в экспериментальном производстве позволяет в четыре раза повысить производительность труда монтажника при обеспечении высокого качества контакта. При необходимости серийного выпуска указанных контактов предлагаемый способ позволяет создать автоматы с полной автоматизацией всего процесса изготовления контактов типа ерш.
Формула изобретения
10
щи, г
цзи11
Ф1/2.3
фи15
| Способ накрутки монтажных проводников на контактные штыри | 1979 |
|
SU784042A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ монтажа проводов на контактные штыри | 1977 |
|
SU678738A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
