Изобретение относится к технологии производства электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - упрощение технологии изготовления и снижение магнитных потерь за счет уменьшения числа с,тыкуемых частей и более равномерного распределения магнитного потока по сечению магнитопровода.
На фиг. показано устройство для реализации способа; на фиг.2 - оправка и прижимной ролик.
Устройство для реализации способа имеет подающий барабан 1 с намотанной на него лентой 2 электротехнической стали, оправку 3 с навиваемым на нее магнитопроводом 4, прижимной ролик 5 с конической чатью б и откаты- ваюпщй валик 7, слежащий для формирования гофр 8 магнитопровода 4,, Валик 7 установлен на штоке 9 и соединен с гидрокопировальной системой (не показана). Цилиндрическая оправка 3 выполнена с волнообразной торцовой поверхностью 10.
Способ осуществляется следующим образом.
Ленту 2, подаваемую с барабана I, пропускают между цилиндрическими поверхностями оправки 3 и прижимного ролика 5, наматывая на оправку 3 часть ленты шириной, равнойt например, половине высоты ярма, Оставшую- ся часть, шириной, равной высоте полюса, отгибают конической частью 6 прижимного ролика 5 к торцовой волнообразной поверхности 10 оправки 3 и обкатывают валикам 7, соединенным с
гидрокрпировальной системой. Торцовая часть магнитопровода А имеет сложную конфигурацию, поэтому для обеспечения высокого качества обкатки желательно использовать автоматизированные станки, оборудованные следящими системами. В ряде случаев можно применять самоустанавливающийся валик на шарнирной подвеске.
Формула изобретения
Способ изготовления магнитопровода электрического двигателя возвратно-поступательного движения включающий изготовление цилиндрического ярма и двух полюсов и последующей их сборкой с расположением полюсов на торцах ярма, о тличающийся тем, что, с целью упрощения технологии изготовления и уменьшения магнитных потерь, ярмо изготавливают из двух частей, полюс и часть ярма выполняют из ленты навивкой ее на оправку с цилиндрической образующей поверхностью и волнообразной .торцовой с радиальным расположением волн, пропуская ее между оправкой и прижимным роликом, вьтолненным из двух час тей цилиндрической и конической, с отгибанием края ленты шириной, соответствующей высоте полюса, коничесг кой частью прижимного ролика к торцовой поверхности опрайки с последующей обкаткой отогнутого края ленты валиком по торцовой поверхности оправки для образования гофр, а сборку осуществляют соединением встык частей ярма.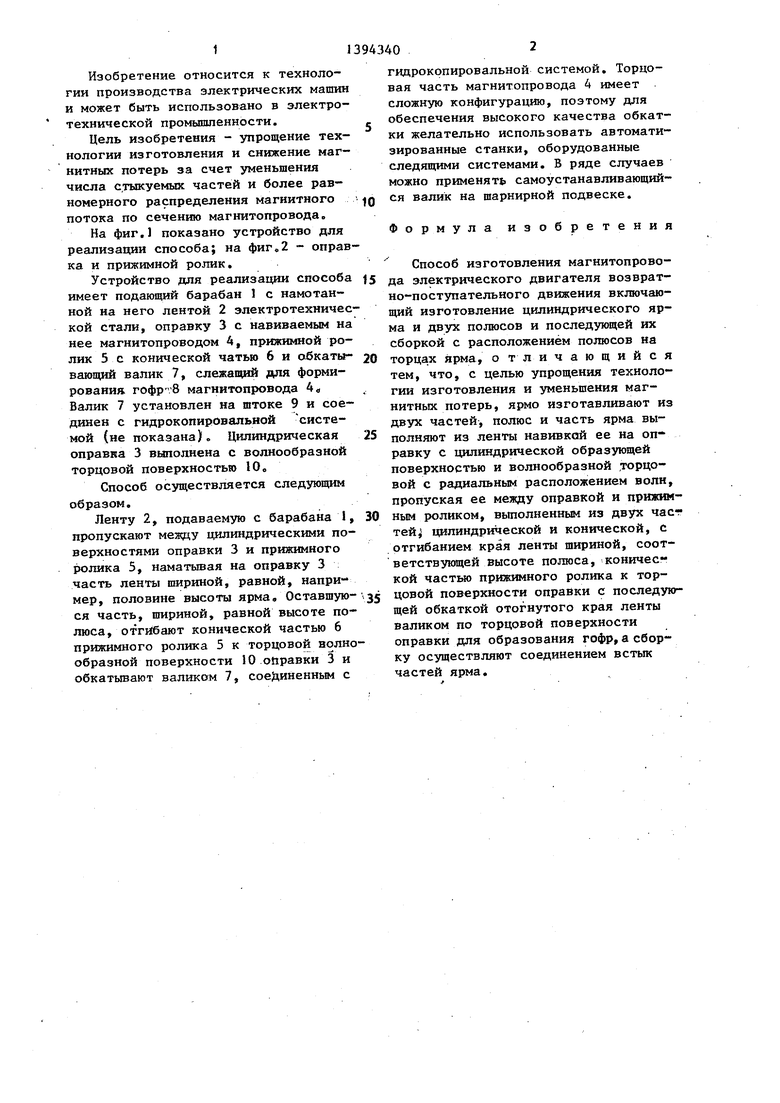
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитопроводов электродвигателя возвратно-поступательного движения | 1989 |
|
SU1704237A1 |
| Индуктор электрического двигателя возвратно-поступательного движения | 1989 |
|
SU1797155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Индуктор электрического двигателя возвратно-поступательного движения | 1989 |
|
SU1741232A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1437951A1 |
| Способ изготовления магнитопровода статора электрической машины | 1987 |
|
SU1580491A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1008848A1 |
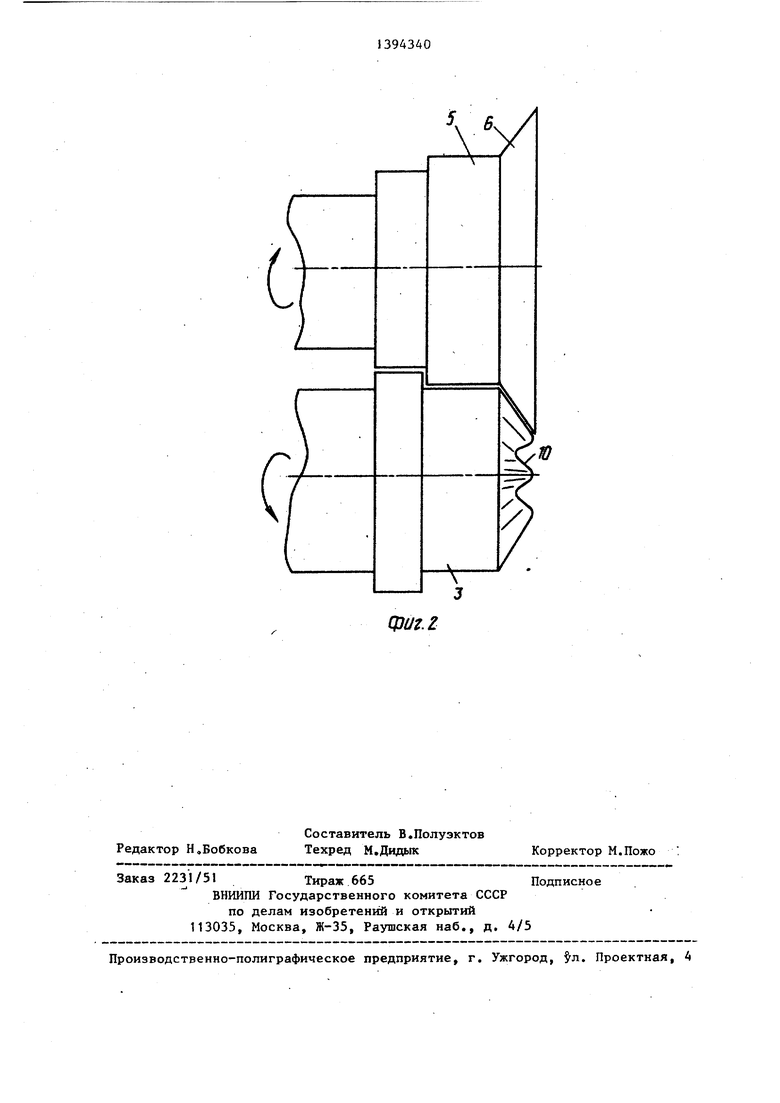
Изобретение относится к технологии производства электрических машин и может быть использовано в электротехнической промышленности. Цель изобретения - упрощение технологии изготовления магнитопровода и S 6 снижение магнитных потерь о Магнито- провод изготовляют стыковкой двух одинаковых частей 4, каждая из которых включает полюс и половину ярма. Каждую часть получают навивкой ленты 2 электротехнической стали на цилиндрическую оправку с волнообразной торцовой поверхностью. Навивка осуществляется с помощью прижимного ролика 5, имеющего цилиндрическую и коническую 6 части. Цилиндрическая часть ролика прижимает ленту 2 к цилиндрической поверхности оправки, а коническая - отгибает клей ленты к торцовой поверхности оправки. Отогнутый край одновременно обкатывается по волнообразной торцовой поверхности оправки с помощью обкатывающего валика 7. 2 ил. Q S (Л с со со 4 САЭ 4;iii аг. /
фиг. г
| Электромагнитный линейный двигатель | 1973 |
|
SU464045A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
