ел
L
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрического двигателя возвратно-поступательного движения | 1986 |
|
SU1394340A1 |
| Индуктор электрического двигателя возвратно-поступательного движения | 1989 |
|
SU1797155A1 |
| Индуктор электрического двигателя возвратно-поступательного движения | 1989 |
|
SU1741232A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Устройство для навивки ленточных магнитопроводов | 1971 |
|
SU505036A1 |
| Станок для навивки ленточныхМАгНиТОпРОВОдОВ | 1978 |
|
SU853681A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1999 |
|
RU2152659C1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
Изобретение относится к области электромашиностроения и предназначено для изготовления цилиндрических магнитопроводов электрических машин возвратно-поступательного движения. Целью изобретения является упрощение технологии изготовления. Для этого формирование гофр полюсов осуществляют инструментом в виде качающегося относительно торцовой части оправки двуплечего рычага, один конец которого обращен к торцовой части оправки и представляет собой сектор с волнообразной зубчатой поверхностью по форме обратной волнообразной поверхности полюсов, второй конец двуплечего рычага связан с силовым исполнительным механизмом, причем движение качающегося двуплечего рычага относительно торцовой части оправки синхронизировано с поворотом оправки при навивке ленты. 1 ил.
Изобретение относится к устройствам и технологии изготовления электрических машин, может быть применено в электромашиностроении. .
Известно устройство для изготовления магнитопроводов электродвигателей возвратно-поступательного движения, содержащее оправку в виде цилиндра, на которой собирают ярмо магнитопровода в виде полого цилиндра из отдельных полос электротехнической стали кольцевой формы с разрезами. Ярмо и полюса магнитопроводов собирают в единую конструкцию с помощью дополнительных операций склейки, сварки и т.п.
Наиболее близким к предлагаемому изобретению относится устройство Для изготовления магнитопроводоо электродвигателей возвратно-поступательного движения, включающее навивочную оправку с конической вилообразной торцовой частью, снабженную приводом вращения, прижимной ролик с конической частью и механизм для образования гофр в виде обкатывающего ролика, .механически совмещенного с гидрокопировальным устройством гидрокопировального станка, например, типа АТДС.
Известное устройство конструктивно и технологически сложно, так как для формирования магнитопроводов с малыми технологическими зазорами между отдельными слоями гофр необходимо применение специальных гидрокопировальных автоматических станков типа. АТДС, с помощью которых обеспечивается обкатывание ролч
О
.Ьь ю
00
-xl
i OM ГС- ; р ПО 0/iO ::HGH Tpf ХТО;.. 3 Н СКОЛЬкнх оСлзстях однс -фоглечно.
Кро.-.-.е то; о, дт-; ,- ной пег:фх гости полюсе с м ж-мй/ ными
1СХНОЛОГИЧГ:(,КМГ.Г/, 33 О О I-.П ТрьОуСЮ.Й СбсСЛСЧИП. i;)U:ior.OpHyi:; ДО /Орь ОЦ1 ЧЭ
с та п ь н о и л у I :; ii о в ы с ото г о 6 г, г. (ij и рц и е полюса), что одноролгкс-ой обкатывающей головкой осущостгн;ть сложно.
При обк.зтке тонких ,;-.x лент (толщиной менее 0,25 мм) в случгсг имеет м-зстог,;:ннг и с гягнеян /, epxH-irn ело;, лс-н- ты с поверхности сформированных гсфр оЬ- ка ты плющим рслк -.С л, что требует тщательного подборе матерела ленты, режима отх .игг, формы оС К-нькю.-ощею ролн- кз и рабочего усилия об-.-.глидающего ролика на стальную Кс;нту.
Цель изобретения - упрощение технологии изготовления глагнлтслроводэ.
Поставленная цель достигается тем, что в устройстве для изготовлений магии топроводоо зяе-ктродгл.Гс пеля возвратно-. поступательного движения, содержащем нзвивочную справку с комической волно- оЭрззной тср-цопой поверхностью, снабженную приьодом врзи- нил, прижимной ролик с конической частью, механизм для образования гофр сыполнен в виде кзчэ юа .егосй двуплечогс рычага, один конец которого соязсж с ;:ри.--одом вооврат- но-пос-тупятспьного перемещенun, a другой . ссктсрсм с волнообразной поверхностью, по форме ооратной ко- нпческои торцпсои nop.;- xv oc:vi, при этом г.ризод 1:л 1-111 0чнойопрс чи связан с приводом возератмо-посгупзтег Ьчого перемещения.
При ;1зготозлании мгтнигспрОБОДоз лр- мз и дпух полюсов прок г о/-, 1тся их сборка с расположенном пол юсе 5 на ярма, причем ярмо изго юе-ляя . из дг-ух частей, полюс и часть ярма емголнзют из ленты навивкой е. на наг.иьочнуо справку с цилиндрической образующ- fiCPtpXHOCтыо и конической в:)пносиразкси тсрцопой. пропуская f.e нзаисочной опраг ой и прижиг+ным роликом, .выполненным из дпух частей, цилиндрической и конической, с отгибанием крач ленты шириной, соотоетстоующей высоте пслюсз, конической частью прижимного ролика к конической волнообразной торцовой поверхности опраркк и последующим формирован /.ем волгаоОразней поверхности
ПОЛЮСОВ D ,Л-2 ГОфр ИЗ TGp ,CtGU ПО СПХНОстч мапи:.очной м .:Г-о: ,ч COO;V H«- няем Е-с ты к ч пет nil r.iv-ia. При згом форми;-сз: ;:и;: гофр осу,....лчют торцо- РЫМ гсфр .1р;:слниг -« у.-;- ого гряя лоты
дополнительным ИиСтрумстог/. п мде качаЮи|ОГОСЯ ОТНОСИТСЛЬНО ГОрЦ:Н;ОЙ ЧЭСТИ доуплечего рычага, один конец которого обращен к топцопои чисти опрэоин
и прс:/ стпа; ет собой сектор с волнообразной зубчс-тсй поперхкос 1 ью, гю форме обратной н o/i н о о 0 рас. н ей поверхности полюсоо, второй конец дьуплечего рычага связан с силовым исполнительным меха0 низмсм, причем качом е доуплечего рычага от;юсительно торцовой поверхности оправки синхронилфопано с поворотом оправки при навивке ленты.
Упрощение технологии изготовления
5 МЯГНИТО.ФОР.ОДО обеспйчивЕОтся пследст- вие применения взамен операции обкатки стальной ленты из торце справки об) атывя- юидим роликом в нескольких плоскостях по одной линии контакта ленты в радиальном
0 направлении относительно оси-навивочной оправки операцией Формирования гофр торцовым гофрированием предварительно отогнутого края л-знты дополнительным инструментом в виде качающегося относи5 телыю торцовой части опраогси двуплечего рычага, один конец которого обращен к торцовой части НЗБИВОЧНОЙ оправки и представляет собой сектор с волнообразной зубчатой поверхностью, по форме обратной
0 волнообразной комической торцовой поверхности, второй конец двуплечего рычага связан с силовым исполнительным механизмом, силовое воздействие которого на двуплечий пычзг относительно торцовой по5 всрхности оправки синхронизировано с поворотом оправки при навивке ленты.
Таким образом, деформацию ленты в виде гофр осуществляют качающимся дву- плечнм рычагом, одним из его концов обра0 щснным к торцовой части оправки с волнообразной торцосой .поверхностью и представляющим собой сектор по ферме обратной волнообразной конической поверхности, что обеспечивает более
5 равномерную деформацию стальной ленты сразу в нескольких плоскостях относительно оси оправки н направлениях. Другой комец дзуплечего рычага связан с силовым исполнительным механизмом.
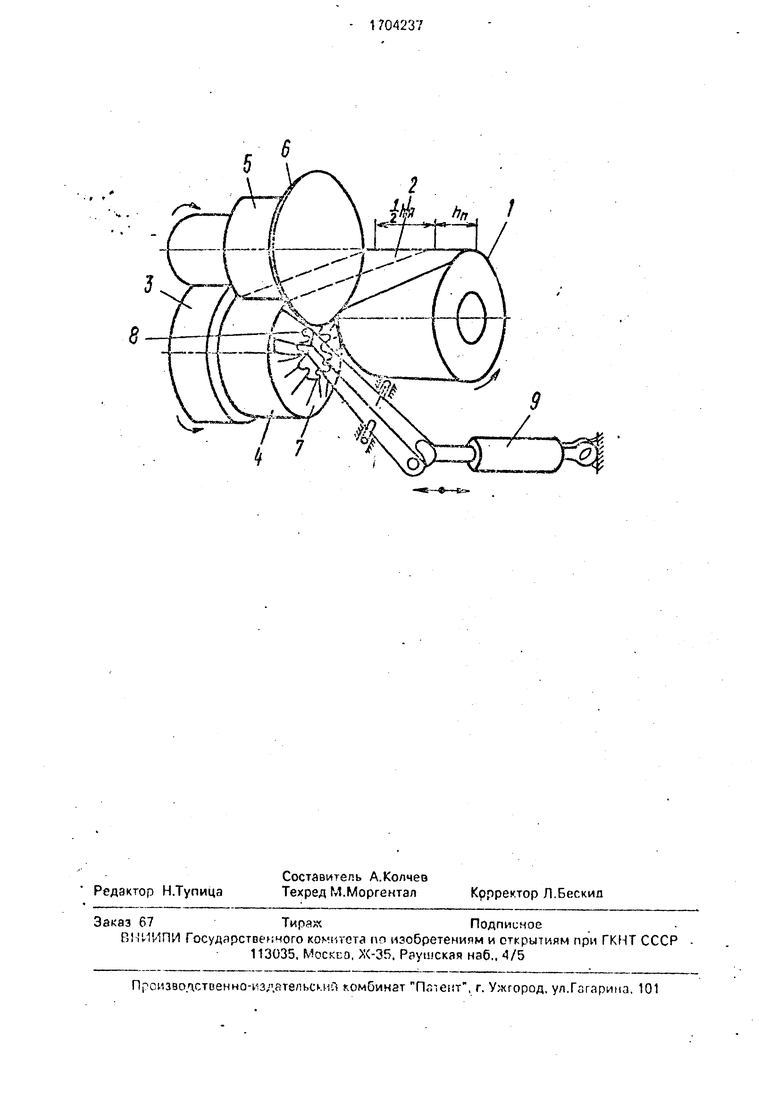
0На чертеже показано устройство для изготовления магнитопрсзода электрической машниы.
Устройство состоит из подающего бара- бзна 1. на котором нзмоната лента 2 элект5 рстехнической стали, ширина которой выбирается равной половине длины ярма lie и п.ICGTO полюса Ьг., приемной к-шппочной опрзпки 3, H:I цилиндрическую поверхность намать ваетсл лента стали и прижи- моетс к. цилиндрической поверхности прижимного ролика 5. Часть ленты шириной, равной высоте полюса hn, отгибается конической расширяющейся тарельчатой поверхностью б прижимного ролика 5 к торцовой волнообразной поверхности навивочной оправки 3. Отогнутая часть ленты 2 формируется на торцовой волнообразной поверхности оправки 3 в виде гофр, по форме обратной (негативной) форме полюса магнитопровода 7, с помощью качающегося от- носительно торцовой части оправки дггуплечего рычага 8. привод 9 которого синхронно связан с приводом оправки 3.
Формирование магнитопроводов электродвигателя можно выполнять с помощью зарубежного оборудования, например универсального пресса Sodeco Genevl Susse (Франция). Это оборудование применяется на ряде электромашиностроительных заводов и дополняется поворотным устройством, на котором монтируется оправка, поворот которой синхронизирован с движением силового исполнительного механизма, с которым непосредственно связан один из концов двуплечего рычага.
Устройство для изготовления мзгнито- проеодов осуществляет намотку электродвигателей следующим образом.
С барабана 1 ленту 2 электротехнической стали пропускают между цилиндрическими поверхностями навивочной оправки 3 и прижимного ролика 5, наматывая на навивочную оправку часть ленты 2 шириной, равной половине длины ярма пя. Оставшуюся часть ленты шириной, равной высоте полюса hn, отгибают конической расширяющейся поверхностью 6 прижимного ролика 5 к торцовой волнообразной поверхности навивочной оправки 3 и производят формирование гофр дополнительным инструментом - двуплечим рычагом 8. Один конец двуплечего рычага 8, обращенный к торцовой части навивочной оправки и представляющий собой сектор с волнообразной зубчатой посбрхностью, по форме обратной волнообразной конической поверхности, непосредственно формирует гофрированную поверхность полюса. Второй конец двуплечего рычага связан с силовым исполнительным механизмом 9 пресса. Таким образом происходит формирование полюсов 7 и половины ярма 4 магнитопровода.
По сравнению с известным предлагаемое устройство упрощает технологию изго- . товления магнитопровода за счет замены операции обкатки обкатывающим роликом гофрируемой поверхности в нескольких плоскостях с помощью специальных гидрокопировальных станков, например, типа АТДС на операцию формирования гофр с помощью универсального пресса, например, типа К 109 с поворотным устройством, на котором монтируется навмаочнэп оправка для формирования гофр с конической частью. Рядом с поворотным устройством монтируется прижимной ролик и дпуплечий рычаг, один конец которого, обращенный к
торцовой части навивочной оправки, непосредственно формирует гофры магнитопровода. а другой связан с исполнительным механизмом пресса, причем качание двуплечего рычага относительно торцовой поверхности оправки синхронизировано с поворотом оправки при навивке ленты. Это позволяет применять при производстве магнитопровода более простое и дешевое оборудование, включая применение универсальных прессов с поворотным устройством, применяемых в электромашиностроении при производстве магнитопроводов.
Применение предлагаемого устройства
для изготовления магнитопроводов по сравнению с известным обеспечивает более равномерную деформацию стальной ленты за счет участия в обработке сразу нескольких зубцов секторной поверхности рычага.
Экономический эффект может бь)ть получен за счет упрощения технологии изготовления, повышения качества изготавливаемых магнитопроводов, а также за счет применения более простого и дешевого
оборудования для изготовления магнитопроводов.
Формула изобрете ния Устройство для изготовления магнитопроводов электродвигателя возвратно-поступательного движения, содержащее навивочную оправку с конической разной торцовой поверхностью, снабженную приводом вращения, прижимной ролик
с конической частью и механизм для образования гофр, отличающееся тем, что, с целью упрощения технологии изготовления, механизм для образования гофр выполнен в виде качающегося двуплечего рычага,
один конец которого связан с приводом возвратно-поступательного перемещения, а другой снабжен сектором с волнообразной поверхностью, по форме обратной волнообразной конической торцовой поверхности, при этом привод навивочной оправки кинематически или электрически спязан с приводом возвратно-поступательною перемещения.
4
| Способ изготовления магнитопровода электрического двигателя возвратно-поступательного движения | 1986 |
|
SU1394340A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
