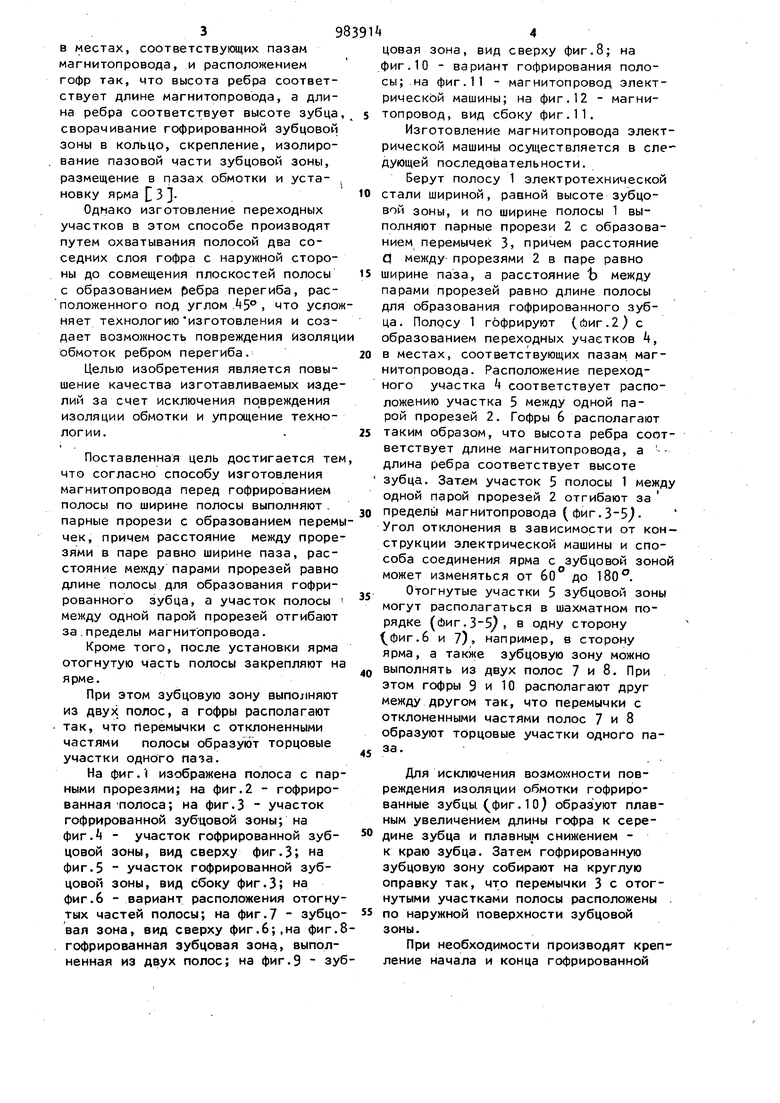
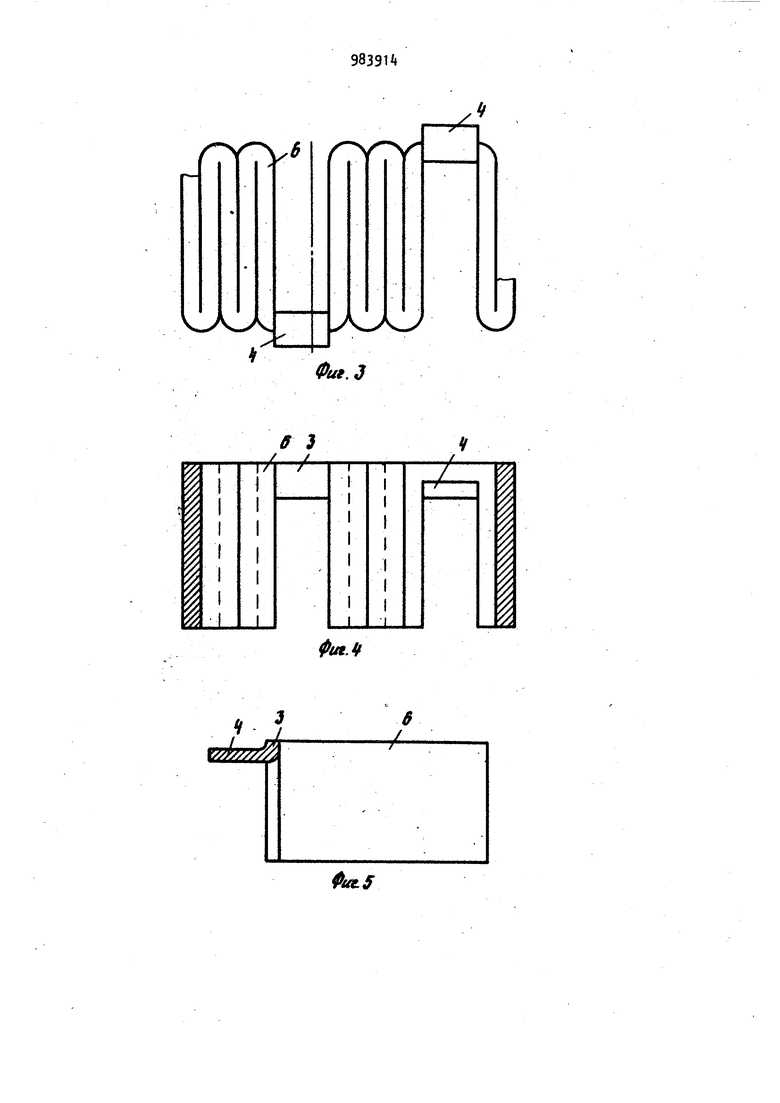
Изобретение относится к технолог изготовления электрических машин и может быть использовано в электрической пррмышленности при изготовле нии магнитопроводов. Известен способ изготовления маг нитопровода электрической машины, включающий изготовление ярма и зубцовой зоны из витой ленты с предварительно вырубленными пазами Недостатком способа является сложная технология изготовления зуб цовой зоны с пазами в связи с необходимостью намотки ленты переменного свчения на ребро. Известен также способ изготовления магнитопровода электрической машины, включающий изготовление ярм зубцовой зоны с пазами из полосы гофрированием поперек полосы и калибррвку зубцовой зоны с пазами со стороны соединения зубцовой зоны с ярмом Недостатком способа является сложная технология изготовления зубцовой зоны из-за того, что толщина полосы, идущей на изготовление зубцов с пазами, может изменяться на величину, допустимую соответствующими техническими условиями или ГОСТ-ом. А так как толщина полосы определяет геометрические размеры магнитопровода, а именно высоту зубцовой зоны, появляется необходимость калибровки изготовленной зубцовой зоны со сторойы воздушного зазора или со стороны соединения с ярMOM. Наиболее близким по технической сущности и достигаемому результату является способ изготовления магнитопровода электрической машины, включающий изготовление ярма и зубцовой зоны путем гофрирования полосы шириной, равной высоте зубовой; зоны, с образованием переходных участков в местах, соответствующих пазам магнитопровода, и расположением гофр так, что высота ребра соответствует длине магнитопровода, а длина ребра соответствует высоте зубца сворачивание гофрированной зубцовои зоны в кольцо, скрепление, изолирование пазовой части зубцовои зоны, размещение в пазах обмотки и установку ярма С 3 3Однако изготовление переходных участков в этом способе производят путем охватывания полосой два соседних слоя гофра с наружной стороны до совмещения плоскостей полосы с образованием ребра перегиба, расположенного под углом Л5, что усло няет технологиюизготовления и создает возможность повреждения изоляц обмоток ребром перегиба. Целью изобретения является повышение качества изготавливаемых изде лий за счет исключения повреждения изоляции обмотки и упрощение технологии. Поставленная цель достигается те что согласно способу изготовления магнитопровода перед гофрированием полосы по ширине полосы выполняют . парные прорези с образованием перем чек, причем расстояние между проре зями в паре равно ширине паза, расстояние между парами прорезей равно длине полосы для образования гофрированного зубца, а участок полосы между одной парой прорезей отгибают за.пределы магнитопровода. Кроме того, после установки ярма отогнутую часть полосы закрепляют н ярме. При этом зубцовую зону выполняют из двух полос, а гофры располагают так, что Перемычки с отклоненными частями полосы образуют торцовые участки одного паза. На фиг.( изображена полоса с пар ными прорезями; на фиг.2 - гофрированная Полоса; на фиг.З - участок гофрированной зубцовои зоны; на фиг. - участок гофрированной зубцовои зоны, вид сверху фиг.З; на фиг.5 участок гофрированной зубцовои зоны, вид сбоку фиг.З; на фиг.6 - вариант расположения отогну тых частей полосы; на фиг.7 - зубцо вая зона, вид сверху фиг.6;,на фиг. гофрированная зубцовая зона, выполненная из двух полос; на фиг.9 - зу цовая зона, вид сверху фиг.8; на фиг.10 - вариант гофрирования полосы; .на фиг.11 - магнитопровод электрической машины; на фиг.12 - магнитопровод, вид сбоку фиг.11. Изготовление магнитопровода электрической машины осуществляется в следующей последовательности. Берут полосу 1 электротехнической стали шириной, равной высоте зубцовои зоны, и по ширине полосы 1 выполняют парные прорези 2 с образованием перемычек 3, причем расстояние Q между прорезями 2 в паре равно ширине паза, а расстояние Ъ между парами прорезей равно длине полосы для образования гофрированного зубца. Полосу 1 гофрируют (Лиг.2) с образованием переходных участков 4, в местах, соответствующих пазам магнитопровода. Расположение переходного участка k соответствует расположению участка 5 между одной парой прорезей 2. Гофры 6 располагают таким образом, что высота ребра соответствует длине магнитопровода, а длина ребра соответствует высоте зубца. Затем участок 5 полосы 1 между одной парой прорезей 2 отгибают за предель магнитопровода (фиг. 3-5. Угол отклонения в зависимости от конструкции электрической машины и способа соединения ярма с зубцовои зоной может изменяться от 60° до 180°. Отогнутые участки 5 зубцовои зоны могут располагаться в шахматном порядке (сЬиг.3-5), в одну сторону (фиг.б и 7), например, в сторону ярма, а также зубцовую зону можно выполнять из двух полос 7 и 8. При этом гофры 9 и 10 располагают друг между другом так, что перемычки с отклоненными частями полос 7 и 8 образуют торцовые участки одного паза. Для исключения возможности повреждения изоляции обмотки гофрированные зубцы, (фиг. 10 ) образуют плавным увеличением длины гофра к середине зубца и плавным снижением к краю зубца. Затем гофрированную зубцовую зону собирают на круглую оправку так, что перемычки 3 с отогнутыми участками полосы расположены . по наружной поверхности зубцовои зоны. При необходимости производят крепление начала и конца гофрированной зубцовой зоны, производят изолировку пазов и укладку обмотки 11. Производят установку ярма 12 магнитопровода ( фиг.11 и }2} . При необходимости производят дополнительное крепление ярма 12 и зубцовой зоны с помощью отогнутых участков 5 поло сы. Изолировку и укладку обмотки мож выполнять после сборки ярма с зубцовой зоной. При этом возможно допо нительное крепление их между собой, например с помощью сварки. Изобретение позволяет повысить качество изготавливаемых изделий за счет исключения повреждения изоляции обмотки и упрощения Технологии. Формула изобретения 1. Способ изготовления магнитоП|3овода электрической машины, включакнций изготовление ярма и зубцовой зоны путем гофрирования полосы шири ной j равной высоте зубцовой зоны, с оЬразованием переходных участков в местах, соответствующих пазам магнитопровода, и расположением гофр так, что высота ребра соотствует длине магнИтопровода, а ДЛИна ребра соответствует высоте зубца сворачивание гофрированной зубцовой зоны в кольцо, скрепление, изолирование пазовой части зубцовой зоны tразмещение в пазах обмотки и установку ярма, отличаю щи я тем, что, с целью повышения качества изготавливаемых изделий за счет исключения повреждения изог; ляции обмотки и упрощения технологии, перед гофрированием полосы по ширине полосы выполняют парные прорези о образованием перемычек, причем расстояние между прорезями в паре равно ширине паза, расстояние между парами прорезей равно длине полосы для образования гофрированного зубца, а участок полосы между одной па рой прорезей отгибают за пределы магнитоЛровода. 2,Способ по п.1,0 т л и ч а ющ и и с я тем, что после установки ярма отогнутую часть полосы закрепляют на ярме. 3.Способ по п.1, отличающийся тем, что зубцовую зону выполняют из двух полос, а гофры рас полагают так, что перемычки с отклоненными частями полосы образуют тор цовые участки одного паза. Источники информации, принятые во внимание при экспертизе 1.Патент Швейцарии If428913, кл. Н 02 К 1/06, 1966. 2.Авторское свидетельство СССР № , кл. Н 02 К 1/06, 1Э77. 3.Авторское.свидетельство СССР по заявке № 29118 5, 1980.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
| Магнитопровод электрической машины | 1979 |
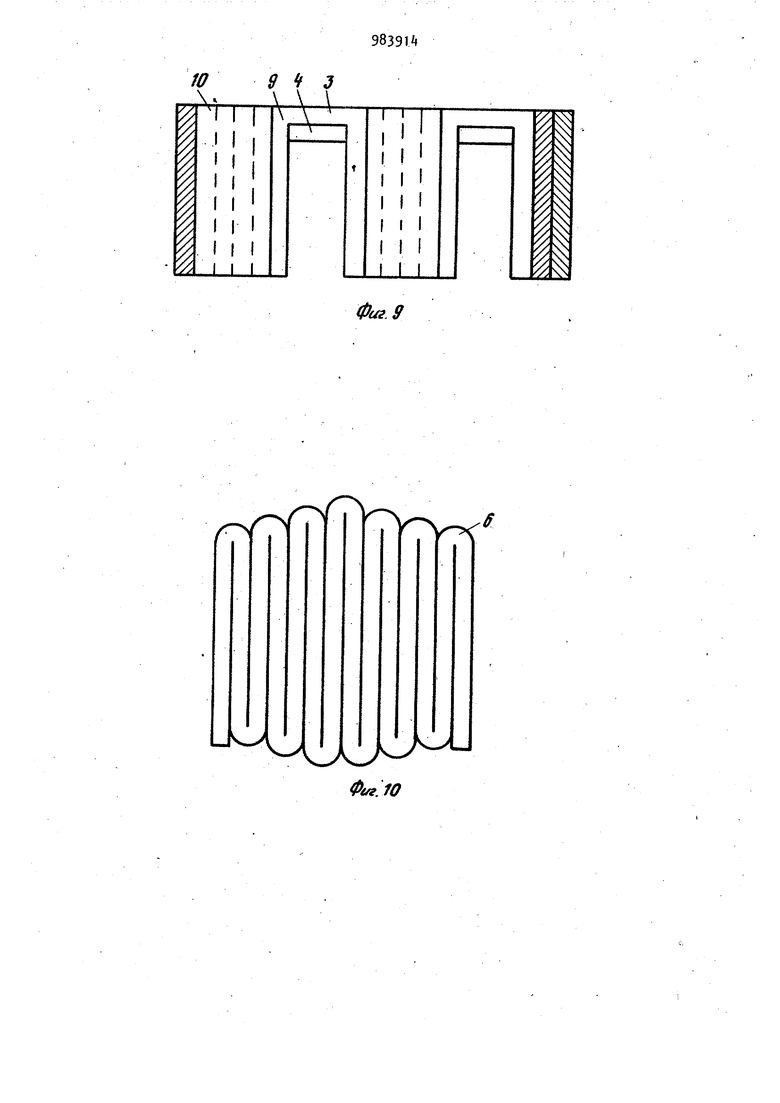
|
SU884036A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1001315A2 |
| Способ изготовления зубцовой зоны магнитопроводов | 1984 |
|
SU1228191A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Магнитопровод электрической машины | 1980 |
|
SU1137553A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |

2
ffS
0uf. J
ff 3
/ j
ф1Л.Ч
i
ле/
6
f
ff ц Ъ
V
10
v
Фиг.7
ts
0ia.ff
w e 3
,vA
/
0e.ff
/
Фиг.Ю
