Т 3 10 8
(Л
оо со to
ел
оо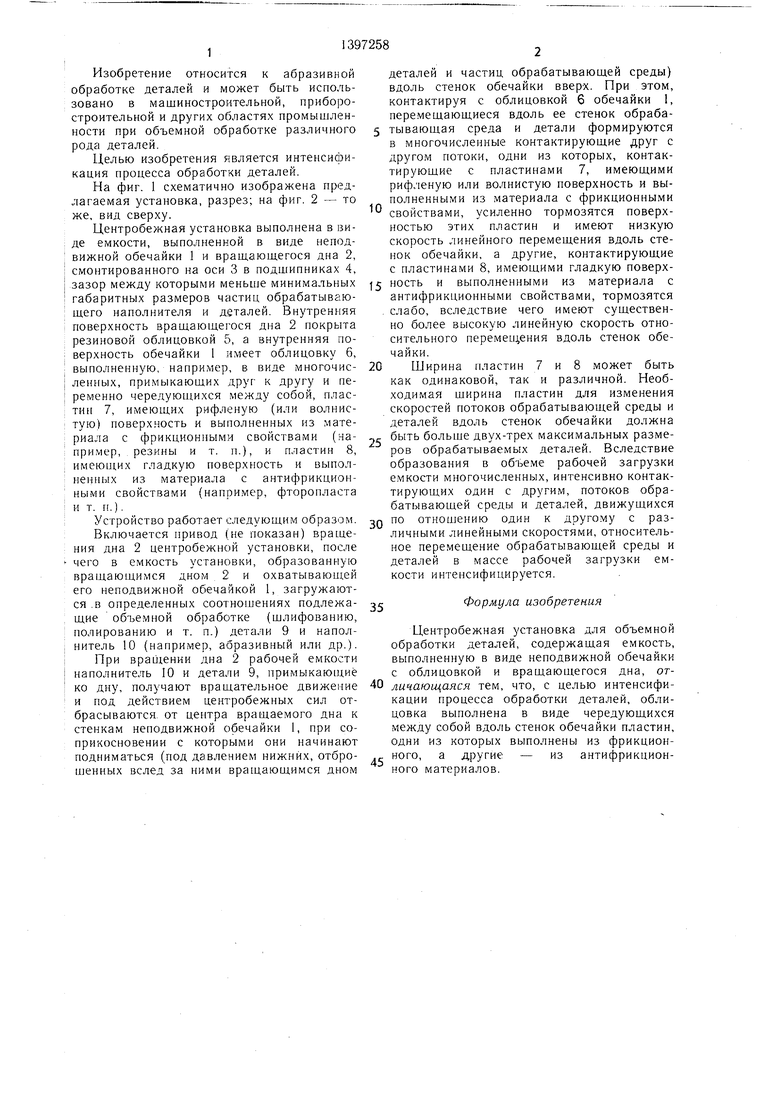
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1425059A1 |
| Способ центробежной абразивной обработки деталей | 1986 |
|
SU1373546A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1549728A1 |
| Центробежная установка для абразивной поверхностной обработки деталей | 1986 |
|
SU1315256A1 |
| Способ объемной центробежной обработки деталей | 1987 |
|
SU1496994A1 |
| Гранула наполнителя для объемной обработки деталей | 1987 |
|
SU1463449A1 |
| Способ объемной центробежной обработки деталей | 1987 |
|
SU1479260A1 |
| Устройство для объемной обработки деталей | 1986 |
|
SU1391861A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1399090A1 |
| Наполнитель для объемной обработки деталей | 1986 |
|
SU1397259A1 |
Изобретение относится к обработке деталей и может быть использовано в машиностроительной, приборостроительной и других областях промышленности при объемной обработке различного рода деталей. Цель изобретения - интенсификация процесса обработки деталей. Центробежная установка для абразивной обработки деталей 9, размеш,енных с наполнителем 10 в емкости, выполнена в виде неподвижной обечайки I и вращаюшегося дна 2. Внутренняя поверхность обечайки 1 имеет облицовку 6, выполненную в виде многочисленных примыкающих друг к другу чере- дуюш,ихся между собой пластин 7 из фрикционного материала, и пластин 8 из антифрикционного материала. 2 ил.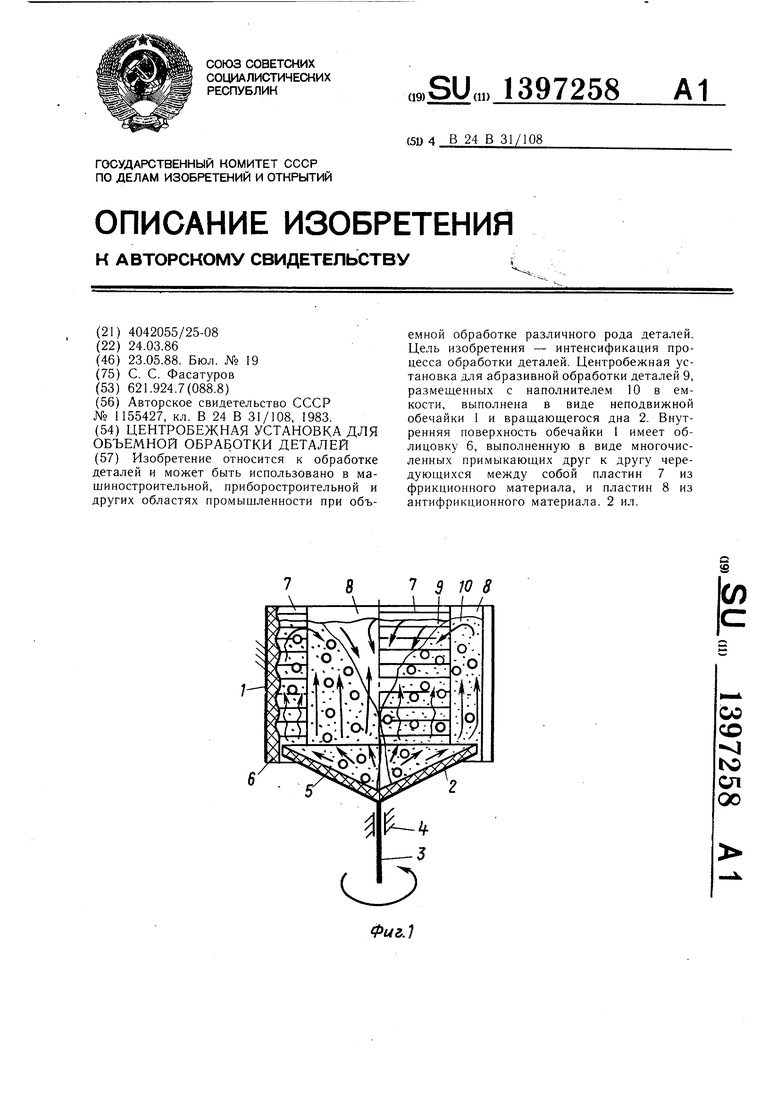
Фи&.1
Изобретение относится к абразивной обработке деталей и может быть использовано в машиностроительной, приборостроительной и других областях промышлендеталей и частиц обрабатывающей среды) вдоль стенок обечайки вверх. При этом, контактируя с облицовкой 6 обечайки 1, перемещающиеся вдоль ее стенок обрабаности при объемной обработке различного 5 тывающая среда и детали формируются
рода деталей.
Целью изобретения является интенсификация процесса обработки деталей.
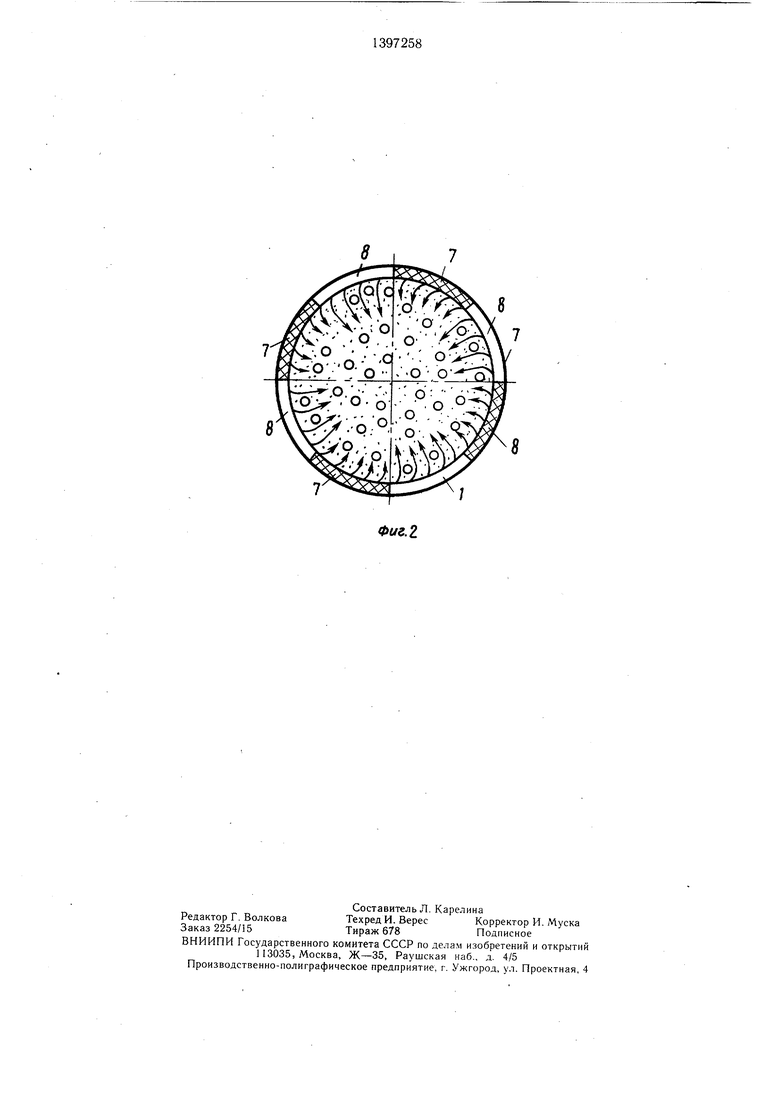
На фиг. 1 схематично изображена предлагаемая установка, разрез; на фиг. 2 - то же, вид сверху.
Центробежная установка выполнена в виде емкости, выполненной в виде неподвижной обечайки 1 и вращающегося дна 2, смонтированного на оси 3 в подшипниках 4,
1 зазор между которыми меньще минимальных ность и выполненными из материала с I габаритных размеров частиц обрабатываю- антифрикционными свойствами, тормозятся щего наполнителя и деталей. Внутренняя поверхность вращающегося дна 2 покрыта резиновой облицовкой 5, а внутренняя поверхность обечайки 1 имеет облицовку 6, выполненную, например, в виде многочисленных, примыкающих друг к другу и пе- : ременно чередующихся между собой, плас. слаоо, вследствие чего имеют существенно более высокую линейную скорость относительного перемещения вдоль стенок обечайки.
20 Ширина пластин 7 и 8 может быть как одинаковой, так и различной. Необходимая ширина пластин для изменения
тин 7, имеюц;их рифленую (или волнис- скоростей потоков обрабатывающей среды и тую) поверхность и выполненных из мате- деталей вдоль стенок обечайки должна риала с фрикционными свойствами (на- быть больше двух-трех максимальных разме °ров обрабатываемых деталей. Вследствие
образования в объеме рабочей загрузки емкости многочисленных, интенсивно контактирующих один с другим, потоков обрабатывающей средЕ и деталей, движущихся
пример, резины и т. п.), и пластин 8, имеющих гладкую поверхность и выполненных из материала с антифрикционными свойствами (например, фторопласта и т. п.).
Устройство работает следующим образом. -,д по отношению один к другому с разВключается привод (не показан) вращения дна 2 центробежной установки, после чего в емкость установки, образованную вращающимся дном 2 и охватывающей его неподвижной обечайкой 1, загружаются .в определенных соотношениях подлежащие объемной обработке (щлифованию, полированию и т. п.) детали 9 и наполнитель 10 (например, абразивный или др.).
При вращении дна 2 рабочей емкости наполнитель 10 и детали 9, примыкаюн иё
35
личными линейными скоростями, относительное перемещение обрабатывающей среды и деталей в массе рабочей загрузки емкости интенсифицируется.
Формула изобретения
Центробежная установка для объемной обработки деталей, содержащая емкость, выполненную в виде неподвижной обечайки с облицовкой и вращающегося дна, отко дну, получают вращательное движение 40 личающаяся тем, что, с целью интенсифи- и под действием центробежных сил от- кации процесса обработки деталей, обли- брасываются, от центра вращаемого дна к цовка выполнена в виде чередующихся стенкам неподвижной обечайки I, при со- между собой вдоль стенок обечайки пластин, прикосновении с которыми они начинают одни из которых выполнены из фрикцион- подниматься (под давлением нижних, отбро- . ного, а другие - из антифрикцион- шенных вслед за ними вращающимся дномного материалов.
деталей и частиц обрабатывающей среды) вдоль стенок обечайки вверх. При этом, контактируя с облицовкой 6 обечайки 1, перемещающиеся вдоль ее стенок обраба
в многочисленные контактирующие друг с другом потоки, одни из которых, контактирующие с пластинами 7, имеющими рифленую или волнистую поверхность и выполненными из материала с фрикционными свойствами, усиленно тормозятся поверхностью этих пластин и имеют низкую скорость линейного перемещения вдоль стенок обечайки, а другие, контактирующие с пластинами 8, имеющими гладкую поверх ность и выполненными из материала с антифрикционными свойствами, тормозятся
. слаоо, вследствие чего имеют существенно более высокую линейную скорость относительного перемещения вдоль стенок обечайки.
20 Ширина пластин 7 и 8 может быть как одинаковой, так и различной. Необходимая ширина пластин для изменения
35
личными линейными скоростями, относительное перемещение обрабатывающей среды и деталей в массе рабочей загрузки емкости интенсифицируется.
Формула изобретения
| Устройство для центробежной абразивной обработки деталей /его варианты/ | 1983 |
|
SU1155427A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
