44
со а
QD
:о 1
Изобретение относится к машино- и приборостроению и может быть использовано . при объемной обработке различного рода мелких деталей. 5
Целью изобретения является интенсификация процесса обработки деталей за счет образования встречных вращакг- пщхся потоков рабочей среды.
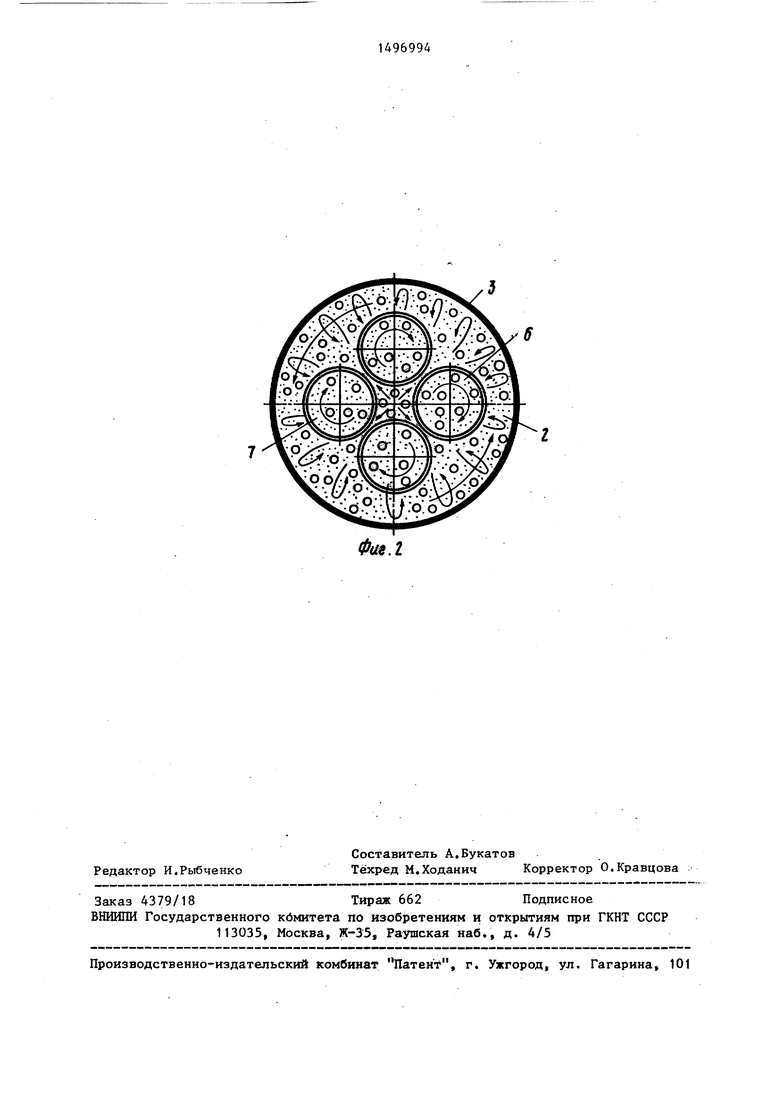
Eia фиг. 1 показано устройство для 10 реализации способа, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Устройство для объемной обработки деталей содержит рабочую емкость 1, 15 образованную чашеобразным вращающим- ся дном 2 и охватывающей его с некоторым зазором (меньшим габаритных размеров гранул обрабатывающей среды и деталей) неподвижно закрепленной 20 обечайкой 3. Чашеобразное дно 2 уста- ровлено с возможностью вращения на реи 4 в подшипниках 5 и имеет дискообразные части 6 и 7, установленные с возможностью вращения на планетарно 25 вращанщихся вокруг оси 4 осях 8 и 9, установленных в подшипниках 10 и 11 и жестко соединенных с осью 4 при помощи крестовины 12, Все внутренние
отброшенных вслед за ними вращакщимс дном 2 деталей 13 и частиц обрабатывающей среды 14) вдоль стенок обечайки. 3. Поднявшиеся детали 13 и сре да 14 скатываются под действием силы тяжести обратно к центру вращающегося дна 2, после чего траектория их движения повторяется. В результате обрабатывающая среда и детали начинают перемещаться внутри емкости 1 по винтообразной замкнутой траектории, что обуславливает объемное относительное перемещение обрабатывающей среды 14 и деталей 13 и объем ную обработку, последних.
При этом часть массы рабочей загрузки емкости, примьжающая к вра- щакщемуся дну 2, перемещаясь под дей ствием центробежных сил от центра вращающегося дна 2 к его периферии, входит в контакт с вращающимися вокруг собственных осей дискообразными частями 6 и 7 поверхности вращающегося дна 2. В результате контактирую щим с вращающимся дном частям массы рабочей загрузки сообщается дополнительное вращение в виде планетарно вращаемых потоков (показано стрелка40
поверхности рабочей емкости 1 облицо- ми) обрабатывакщей среды и деталей, ваны износостойким материалом, например износостойкой резиной (не показана) .
Способ объемной центробежной обработки деталей осуществляется следую- 35 щим образом.
Включается соединенный с осью 4 привод (не показан) вращения чашеобразного дна 2 и соединенньй с осями 8 и 9 привод (не показан) вращения дискообразных частей 6 и 7 поверхнос ти вращающегося чашеобразного дна 2. В емкость 1 загружаются подлежащие объемной центробежной обработке детали 13 и обрабатываю1;1ая среда 14 (например, абразивный гранулированный или иной наполнитель). При вращении чашеобразного дна 2 емкости 1 обрабатывающая среда 14 и детали 13, примыкающие к дну 2, получают враща- Q тельное движение и под действием центробежных сил отбрасьшаются от центра дна 2 к стенкам неподвижной обечайки 3, при соприкосновении с которыми они тормозятся и начинают подниматься (под давлением нижних
45
55
что обуславливает интенсификацию взаимного относительного перемещения обрабатывающей среды и деталей в мас се рабочей загрузки емкости 1 и, как следствие, повьщ1ение производительности процесса центробежной обработк деталей.
Формула изобретения
Способ объемной центробежной обра ботки деталей, размещенных совместно с обрабатывающей средой в емкости, образованной неподвижной обечайкой и вращающимся дном, от которого обрабатывакщей среде и деталям сообщают объемное относительное перемещение, отличающийся тем, что, с целью интенсификации процесса обработки деталей, контактирующим с вращающимся дном частям массы рабо чей загрузки сообщают дополнительное вращение в виде планетарно вращаемых потоков, формируемых вращающимися вокруг своей собственной оси частями поверхности вращакщегося дна.
отброшенных вслед за ними вращакщимся дном 2 деталей 13 и частиц обрабатывающей среды 14) вдоль стенок обечайки. 3. Поднявшиеся детали 13 и среда 14 скатываются под действием силы тяжести обратно к центру вращающегося дна 2, после чего траектория их движения повторяется. В результате обрабатывающая среда и детали начинают перемещаться внутри емкости 1 по винтообразной замкнутой траектории, что обуславливает объемное относительное перемещение обрабатывающей среды 14 и деталей 13 и объем- ную обработку, последних.
При этом часть массы рабочей загрузки емкости, примьжающая к вра- щакщемуся дну 2, перемещаясь под действием центробежных сил от центра вращающегося дна 2 к его периферии, входит в контакт с вращающимися вокруг собственных осей дискообразными частями 6 и 7 поверхности вращающегося дна 2. В результате контактирующим с вращающимся дном частям массы рабочей загрузки сообщается дополнительное вращение в виде планетарно вращаемых потоков (показано стрелка
ми) обрабатывакщей среды и деталей,
что обуславливает интенсификацию взаимного относительного перемещения обрабатывающей среды и деталей в массе рабочей загрузки емкости 1 и, как следствие, повьщ1ение производительности процесса центробежной обработки деталей.
Формула изобретения
Способ объемной центробежной обработки деталей, размещенных совместно с обрабатывающей средой в емкости, образованной неподвижной обечайкой и вращающимся дном, от которого обрабатывакщей среде и деталям сообщают объемное относительное перемещение, отличающийся тем, что, с целью интенсификации процесса обработки деталей, контактирующим с вращающимся дном частям массы рабочей загрузки сообщают дополнительное вращение в виде планетарно вращаемых потоков, формируемых вращающимися вокруг своей собственной оси частями поверхности вращакщегося дна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЪЕМНОЙ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2028912C1 |
| Способ объемной центробежной обработки деталей | 1987 |
|
SU1479260A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1549728A1 |
| Способ удаления облоя с формованных деталей и устройство для его осуществления | 1988 |
|
SU1722853A1 |
| Способ центробежной абразивной обработки деталей | 1986 |
|
SU1373546A1 |
| Центробежная установка для абразивной поверхностной обработки деталей | 1986 |
|
SU1315256A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1397258A1 |
| Центробежное устройство для обработки деталей свободным абразивом | 1986 |
|
SU1379061A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1399090A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1425059A1 |
Изобретение относится к машино- и приборостроению и может быть использовано при объемной обработке различного рода мелких деталей. Целью изобретения является повышение производительности процесса обработки деталей за счет образования встречных вращающихся потоков рабочей среды. Способ осуществляется устройстве для объемной обработки деталей, содержащем рабочую емкость 1, образованную чашеобразным вращающимся дном 2 и охватывающей его неподвижной обечайкой 3. Дно 2 имеет дискообразные части 6 и 7, установленные с возможностью вращения на планетарно вращающихся вокруг оси 4 осях 8 и 9. При вращении дна 2 обрабатывающая среда и детали начинают перемещаться внутри емкости 1 по винтообразной замкнутой траектории. При этом часть массы рабочей загрузки емкости, примыкающая к вращающемуся дну, входит в контакт с вращающимися вокруг своих собственных осей дискообразными частями 6 и 7, в результате воздействия которых частям массы рабочей загрузки сообщается дополнительное вращение в виде планетарно вращаемых потоков обрабатывающей среды и деталей. 2 ил.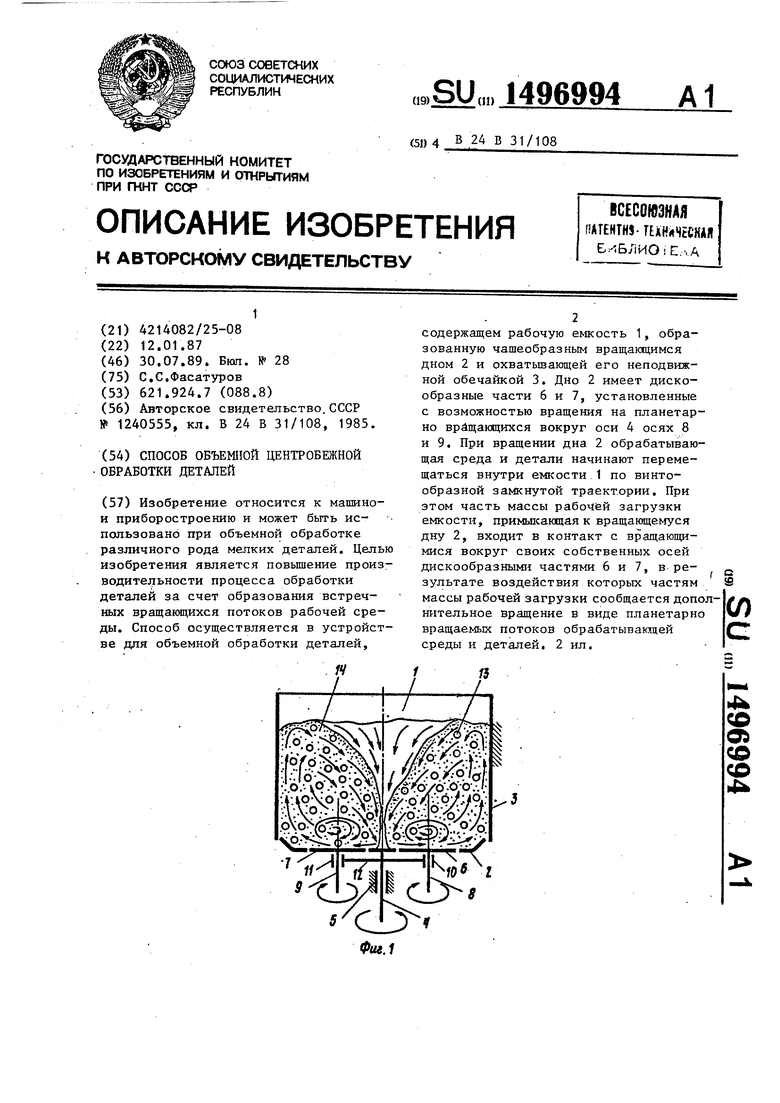
| Устройство для центробежной обработки деталей | 1985 |
|
SU1240555A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
