00 со со со
Изобретение относится к техиэло- гическому оборудованию для изготовления электрических катушек и может быть использовано в электротехничес- кой промьшшенности.
Целью изобретения является снижение энергозатрат и расширение техно- лчэгических возможностей за счет обеспечения намотки катушек большого раз- мера.
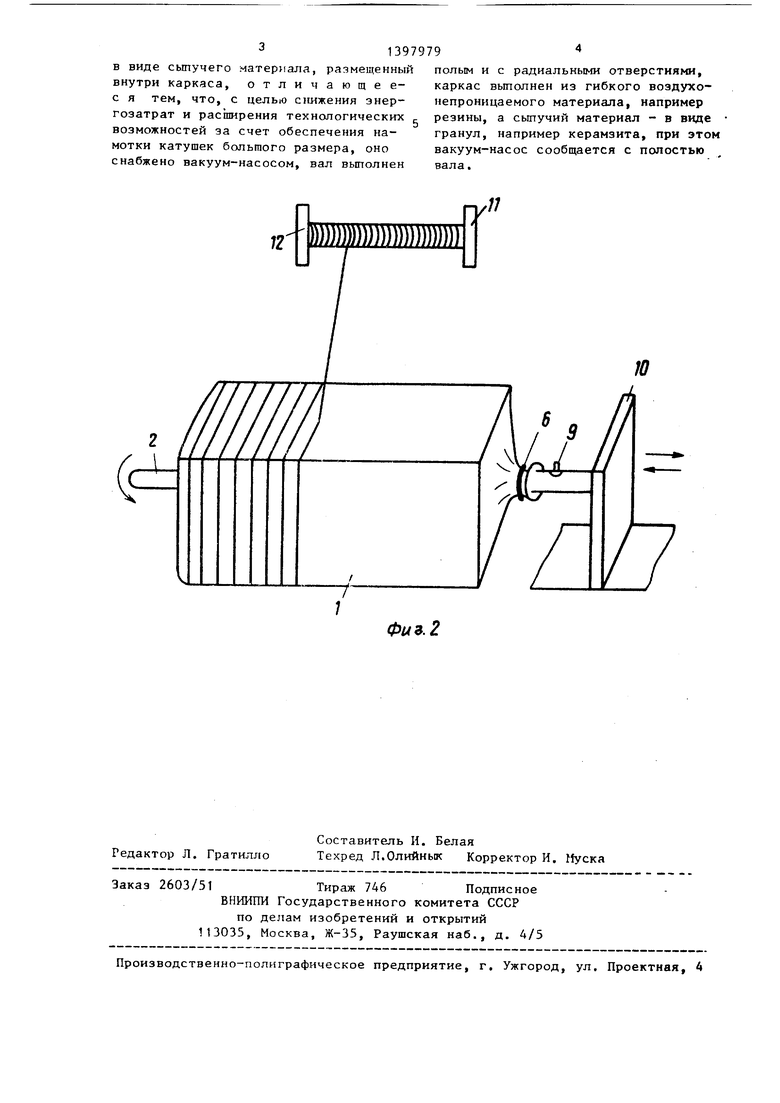
На фиг.1 показано устройство, продольный разрез на фиг.2 - устройство в работе.
Устройство для намотки электричест их катушек содержит каркас 1, выполненный 3 виде рукава, например, из ноздухо епроницаемой резины с открытрл Nffl торцами, вал 2, выполненный с полостью 3, и наполнитель А, размещен- мый внутри каркаса.
Наполнителем служит сыпучий материал, например керамзит в гранулах.
Стенки полости 3 вала имеют радиальные отв рстия 5, диаметр которых г .чьше максимального диаметра частиц с.плучегз faт epиaлa.
Одни тмрг ц рукава герметизируют на палу 2, через второй торец каркас я,гполяяют гранулами керамзита и этот торец рукава также герметизируют на валу, перетягивая его с помощью шнура 6 .
Вакуумированир. каркаса может быть осуществлено посредством вакуум-насо- са 7, подсоединенного к полости каркаса 1 с помощью пшанга 8, снабженного штуцером 9, через полость вала 2.
Устройство своим валом устанавли- г1ется в суппорте 10 привода ее вра- цепия (не показан), вблизи которого находится бобина 11 с приводом 12.
Намотка катушек на устройство осуществляется следующим образом.
Каркас 1 с сьшучим материалом 4 придает необходимую конфигурацию,со- птветствуюцо ю форме создаваемой ка/шки. Юэнфигурация каркаса может -ггь создана различными способами, например, при помопц шаблона, а такж rs : тем помеа сния оболочки в короб соответс г ьу ощей формы. Так как сыпу- ,чий материал является подвижным, а каркас - легкодеформируем, то каркасу можно придать любую требуем ю форму.
После придания каркасу 1 требуемо формы осуществляют naKyyNOTpoBaHne ег полости. При создании разряжения в
,
Ю
5 0
25
30
35
дО
0
5
полости каркаса v результате возникновения разности давлений вне и внутри его оболочки происходит его равномерное обжатие атмосферным давлением. В результате этого частицы сыпучего материала сцепляются между собой, теряя подвижность, оболочка приобретает пространственную жесткость и устройство псевдоотверждается.
Приданная каркасу форма поверхности фиксируется на требуемое время.
Для того, чтобы в процессе формообразования оболочки каркаса она не деформировалась от действия собственного веса, в полости оболочки создают незначительное разряжение, при котором оболочка сохраняет пластичность, но при этом не теряет формы от действия своего веса.
После отверждения устройства штуцер 9 перекрывается и вакуум-насос. 7 отсоединяется, после чего устройство с валом 2 устанавливают на суппорте
10привода вращения. К устройству подводят конец провода 12 с бобины
11и приводят вал 2 во врагдеиие; осу- щестапня намотку катупжи.
После окончания намотки останавливают вал 2, отключают привод, после чего осуществляют разгерметизирование оболочки 1, раскрьтая один из ее торцов и ссыпая сыпучий материал 3 в емкость (не показана).
Для намотки следующих катуиек опе- оацию повторяют.
Технико-экономическая эффективность устройства заключается в значительном снижении энергозатрат за счет обеспечения автономной его работы с находящимся в отвержденном состоянии сыпучим материалом, упропдении процесса намотки катушки и расширении технологических возможностей, так как отсутствуют средства, примыкающие к устройству, для создания мощного электромагнитного поля, что позволяет наматывать катуигки больших размеров, повышается надежность намотки, так как отвержденность сыпучего материала не зависит от внешних источников питания.
Формула изобретения
Устройство для намотки электрических катушек, содержащее вал, установ- ленньи на нем каркас и наполнитель
в виде сьтучего материала, размещенный внутри каркаса, отличающее- с я тем, что, с целью с1шжения энергозатрат и распшрения технологических возможностей за счет обеспечения намотки катушек большого размера, оно снабжено вакуум-насосом, вал выполнен
полым и с радиальными отверстиями, каркас вьтолнен из гибкого воздухонепроницаемого материала, например резины, а сыпучий материал - в виде гранул, например керамзита, при этом вакуум-насос сообщается с полостью вала.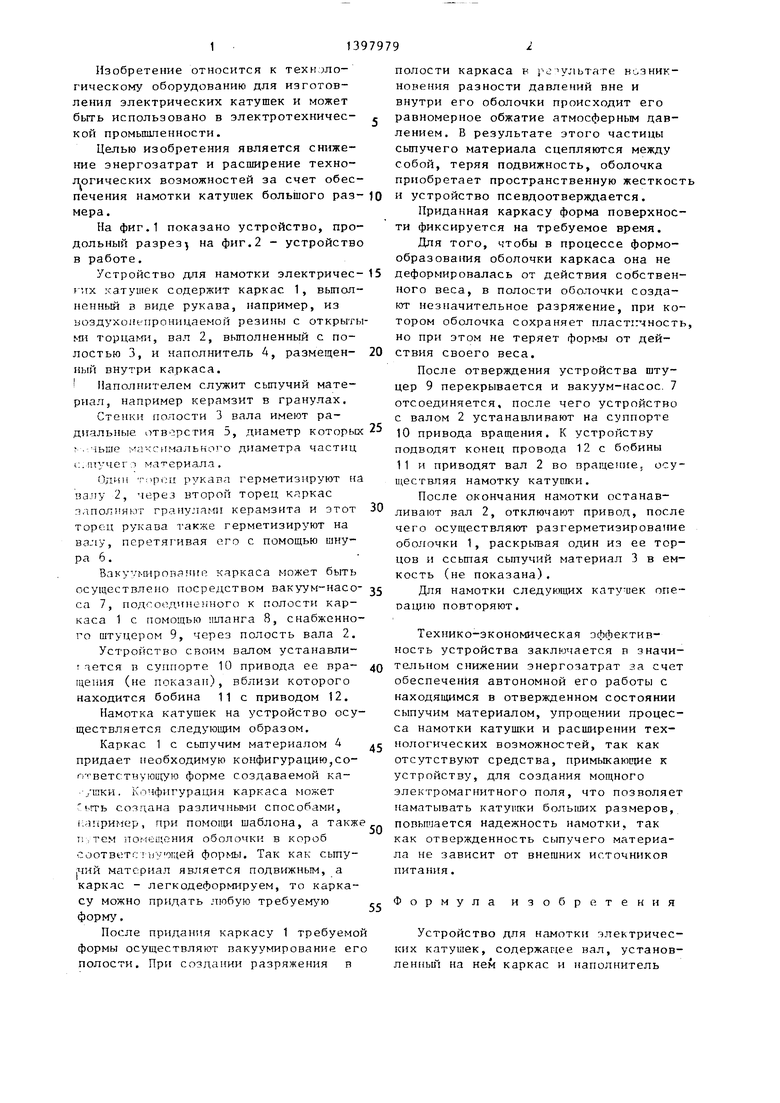
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования панели корпуса транспортного средства | 1986 |
|
SU1404398A1 |
| Устройство для намотки электрических катушек | 1989 |
|
SU1679562A2 |
| Способ получения слепка для идентификации личности | 1988 |
|
SU1648365A1 |
| Устройство для намотки электрических катушек | 1989 |
|
SU1670707A1 |
| Способ изготовления манекена по фигуре | 1986 |
|
SU1319818A1 |
| Устройство для формообразования изделий | 1986 |
|
SU1324718A1 |
| ВАКУУМНЫЙ СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2324037C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ | 2006 |
|
RU2313842C1 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| СПОСОБ УПАКОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2007 |
|
RU2357307C1 |
Изобретение относится к технологическому оборудованию для изготовления электрических катушек и может быть использовано в электротехнической промышленности. Целью изобретения ширеине технологических возможностей за счет обеспечения намотки катушек большого размера. Для этого каркас 1 оправки вьшолнен из гибкого воздухо- н:;проницаемого материала, например резины, Б виде рукава с открытыми торцами. Один из торцов герметизируется Нс1 валу 2, KOTopbrii имеет перфорированную полость 3, сообщающуюся с полостью каркаса t через шланг 8 - со штуцером 9 с вакуум-насосом 1, Через другой торец рукава засьтается сыпучий материал 4, например керамзит в гранулах, и зтот торец тоже герметизируется с помощью шнура 6. Каркасу 1 с наполнителем 4 придают требуемую и закрепляют ее путем вакуумирования ее полости. Использование данной оправки снижает энергозатраты и расииряет технологические (Л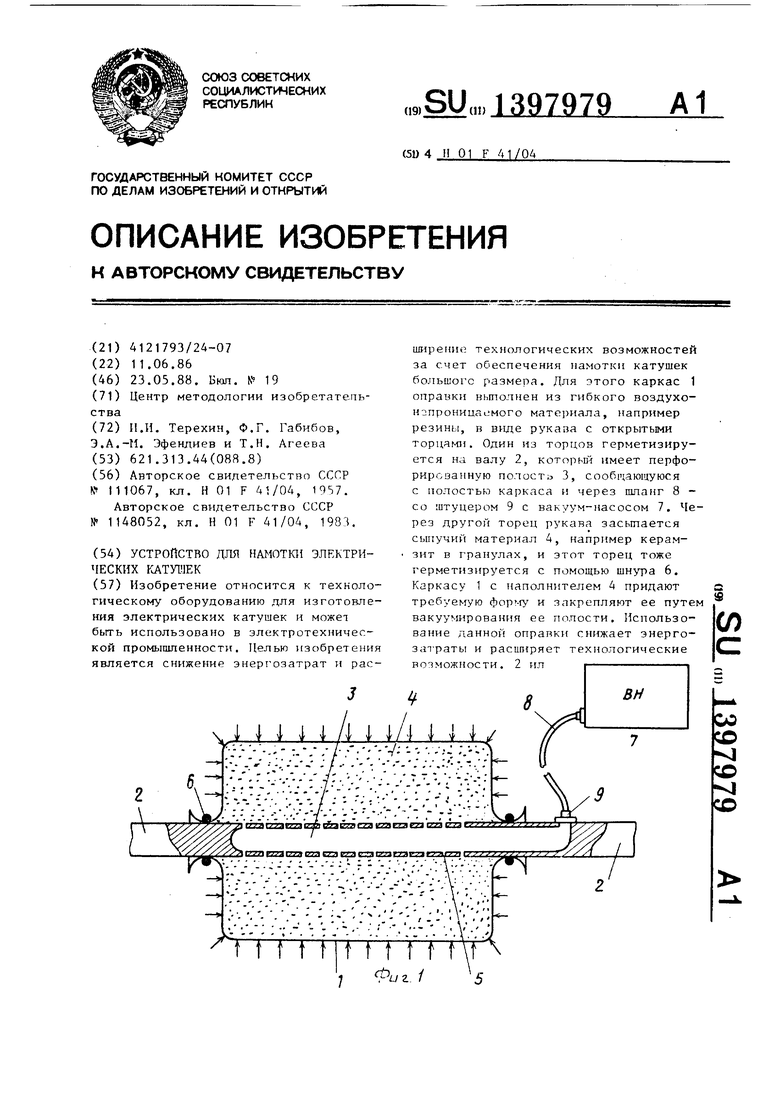
12
шшттт
Фив. 2
| Способ изготовления электрических катушек | 1957 |
|
SU111067A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления электрических катушек | 1983 |
|
SU1148052A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
