tU) со
00
со |
iU
Изобретение относится к машиностроению и может быть использовано при поверхностной электротермообра- (5отке аубчатых колес.
Целью изобретения является повышение качества упрочнения зубчатых колес при электромеханической обработке переменным электрическим током.
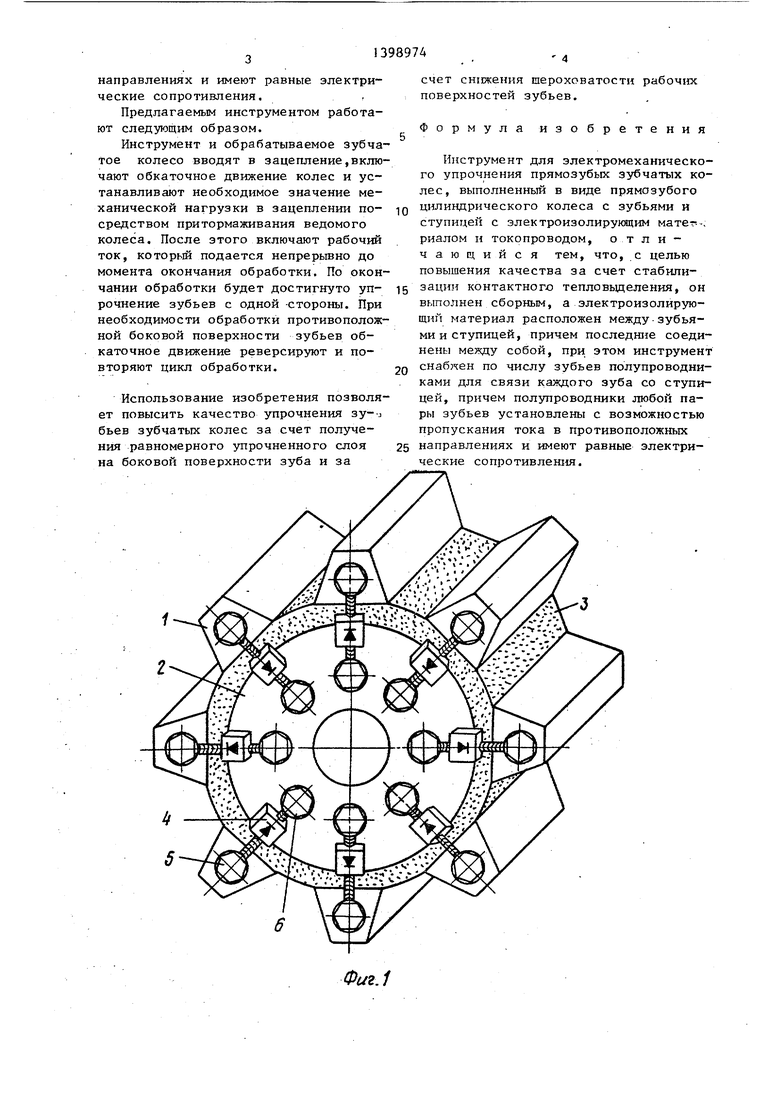
На фиг. 1 представлен предлагаемый инструмент, аксонометрическая проекция; на фиг.2 - фрагмент плоского зацепления обрабатьшаемого колеса и ко- Jieca-инструмента в момент однопарного зацепления; на фиг.З - то же, в мо- H мент двухпарного зацепления.
Зубья 1 инструмента отделены от его тела 2 диэлектрическим слоем 3, фнструктивно. представляюш;им собой фнкостенную втулку, например, из Текстолита. Электрическая изоляция зубьев от тела инструмента может осуществляться посредством отдельных диэлектрических прокладок под каждый эуб. Сйособ крепления зубьев к телу инструмента может быть разным (соедит нение типа ласточкин хвост,.крепление винтами через верншну и основание зуба, крепление стяжками по торцам и т.д.). Каждый электрический noлупроводник t винтами 5 крепится к соответствующему зубу, а винтами 6 - к телу инструмента. Этим самым образуются как бы электропроводящие мос- зуб инструмента - тело инструмента при отсутствии прямой (не че- р|ез полупроводник) электрической свя- з|н зубьев друг с другом. Стрелкой на К1аждом полупроводнике показано направление, в котором он проводит ток (стардартное обозначение полупроводника) .
Ч
На фиг. 2 и 3 показана связь внешней электрической цепи 7 от зажимов 8 источника переменного напряжения че- рез скользящие fподпружиненные) контакты 9 и 10 и оси 11 и 12 с обрабатываемым колесом 13 и телом 2 колеса- инструмента. В процессе свободной обкатки, инструмент, являющийся веду- шим, вращается с угловой скоростью С)„, а обрабатываемое колесо - со скоростью Оц . Обрабатьгоаемые профили II и I на зубьях показаны двойной линией; участки профилей, соответствующие контак ту зубьев в фазе двухпарного зацепления, зачернены (фиг.2 и 3). Это позволяет пояснить причину повышения качества упрочнения зубьев по
Q
5 п
0
5
сравнению с обработкой известным инструментом.
В момент однопарного зацепления (фиг.2) через контакт зубьев К проходит ток только .одного направления (+1), а именно того направления, в котором его пропускает полупроводник 14. Схематично замкнутый контур электрического потока показан пунктирной линией. Очевидно, что в этом контуре (последовательная электрическая цепь) ток, протекающий через контакт зубьев, равен общему току, т.е. + 4 +(,. По мере обкатки колес наступает фаза двухпарного зацепления, когда зубья колеса и инструмента контактируют в точках К, и К, (фиг.З). В этом случае через профиль I зуба (через точку К,) продолжает протекать ток положительного направления (+1,), а через профиль II зуба (через точку Kj, ) - ток обратного направления (-Iji), поскольку только в этом направлении пропускает ток полупроводник 4. Так как полупроводники 4 и 14 имеют равные электрические сопротивления, то амплитудные значения (а следовател;ьно, и действующие значения) токов обоих направлений равны, т.е. +1, +1 -I,; -IQ. Таким образом, в момент двухпарного зацепления не происходит разделение общего электрического потока (уменьшение контактного тока вдвое). Стабилизация величины контактного тока в пределах всего профиля обрабатываемого зуба ведет к стабилизации контактных теп- ловьщелений и, в конечном счете, к повышению качества упрочнения.
I
Сзщественное отличие предлагаемого
инструмента от известного заключено в новой совокупности трех существенных признаков, а именно: каждый токо- проводящий зуб инструмента представляет собой отдельный конструктивный элемент, жестко соединенный с токо- проводящим телом инструмента через диэлектрический элемент, т.е. так, что непосредственная (прямая) электрическая связь зуба с телом инструмента и зубьев между собой невозможна; каждьй зуб инструмента связан (соединен) с телом инструмента через отдельнь1Й конструктивньй элемент - электричес кий полупроводник; электрические вентили- двух любых соседних зубьев проводят ток в противоположных
направлениях и имеют равные электрические сопротивления.
Предлагаемым инструментом работают следующим образом.
Инструмент и обрабатываемое зубчатое колесо вводят в зацепление,включают обкаточное движение колес и устанавливают необходимое значение механической нагрузки в зацеплении по- средством притормаживания ведомого колеса. После этого включают рабочий ток, которьй подается непрерьгоно до момента окончания обработки. По окончании обработки будет достигнуто уп- рочнение зубьев с одной -стороны. При необходимости обработки противоположной боковой поверхности зубьев обкаточное движение реверсируют и повторяют цикл обработки.
Использование изобретения позволяет повысить качество упрочнения 3y--j бьев зубчатых колес за счет получения равномерного упрочненного слоя на боковой поверхности зуба и за
счет снижения шероховатости рабочих поверхностей зубьев.
Формула изобретения
Инструмент для электромеханического упрочнения прямозубых зубчатых колес, выполненньй в виде прямозубого цилиндрического колеса с зубьями и ступицей с электроизолирукяцим .-, риалом и токопроводом, отличающийся тем, что, с целью повышения качества за счет стабилизации контактного тепловыделения, он выполнен сборным, а электроизолирующий материал расположен между-зубьями и ступицей, причем последние соединены между собой, при этом инструмент снабжен по числу зубьев полупроводниками для связи каждого зуба со ступицей, причем полупроводники лобой пары зубьев установлены с возможностью пропускания тока в противоположных направлениях и имеют равные электрические сопротивления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для электромеханического упрочнения прямозубых зубчатых колес | 1985 |
|
SU1263411A1 |
| Инструмент для электромеханического упрочнения прямозубых зубчатых колес | 1985 |
|
SU1319991A1 |
| Способ контроля цилиндрических зубчатых колес с прямыми зубьями | 1983 |
|
SU1133049A1 |
| Способ упрочнения зубьев зубчатых колес | 1978 |
|
SU858995A1 |
| Прямозубая цилиндрическая передача | 1990 |
|
SU1788364A1 |
| Прямозубая цилиндрическая передача | 1979 |
|
SU977871A1 |
| Многопоточная зубчатая передача | 1986 |
|
SU1555568A1 |
| Зубчатая передача | 1983 |
|
SU1120131A1 |
| Способ формообразования и упроч-НЕНия зубьЕВ зубчАТыХ КОлЕС | 1977 |
|
SU816639A1 |
| Прямозубая цилиндрическая передача с пониженным уровнем шума | 1974 |
|
SU528400A1 |

Изобретение относится к машиностроению и может быть использовано при электромеханическом упрочнении зубчатых колес. Цель - повьшение качества упрочнения зубчатых колес при их электромеханической обработке по методу свободной обкатки в паре с колесом-инструментом с использованием переменного электрического тока. Инструмент имеет сборную конструкцию, состоящую из ступицы инструмента (СИ) и зубьев его зубчатого венца, Каждьй из зубьев соединен со СИ через диэлектрический элемент. Для обеспечения электрической связи зубьев со СИ последнее соединено с каждым отдельным зубом электрическим вентилем. Вентили любой пары соседних зубьев пропускают электрический ток в противоположных направлениях и имеют равные электрические сопротивления. В процессе обработки СИ подключено; к одному из зажимов источника электрического тока. Электрический ток протекает через СИ, электрический вентиль и контактирующий с изделием зуб инструмента. В момент двухпарного зацепления через контактирующие зубья протекают токи, противоположные по направлению, но равные по сипе. В любой момент обработки ток, протекающий через контакт зубьев, остается постоянным. 3 ил. i (Л С
Фиг.1
3
Ф1сд2
Редактор Л.Ловхан
Составитель С.Чукаева Техред Л.Сердюкова
Заказ 2621/10
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
(Йл. З
Корректор Г.Решетник
Подписное
| Инструмент для электромеханического упрочнения прямозубых зубчатых колес | 1985 |
|
SU1263411A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
