1 . 13
изобретение относится к машиностроению и может быть использовано при поверхностной электротермообработке, зубчатых колес.
Целью изобретения является повышение качества упрочнения зубчатых колес,
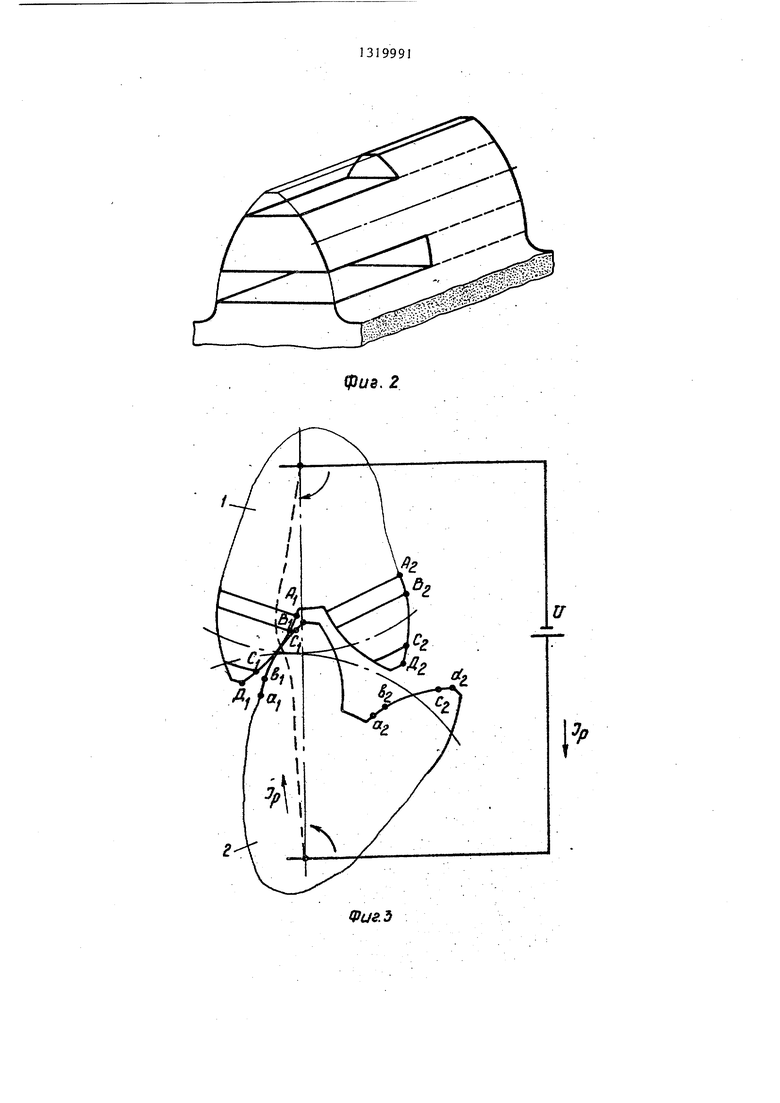
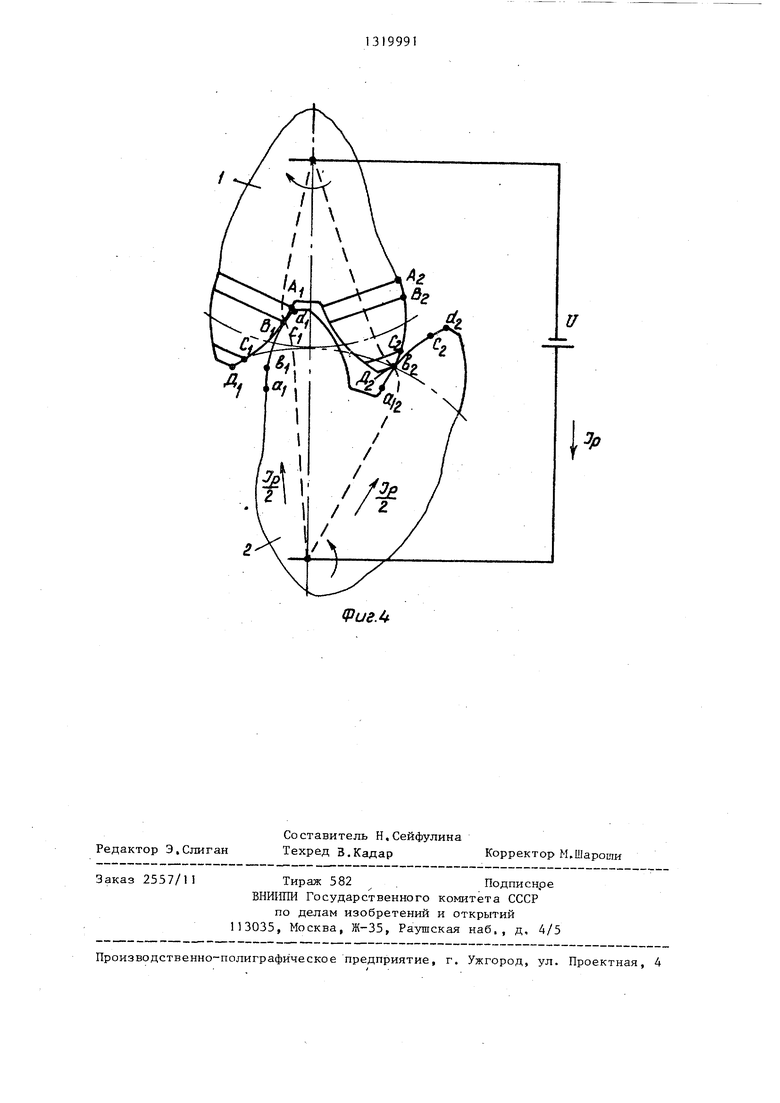
На фнг,1 изображена развертка боковой поверхности зуба инструмента, на фиг,2 - аксонометрическое изображение зуба инструмента; на фиг.З - плоское зацепление обрабатываемого колеса и инструмента в момент одно- парного зацепления; на фиг,4 - то же для момента двухпарного зацепления. Инструмент 1 представляет собой цельное металлическое прямозубое зубчатое колесо, зубья которого имеют длину на участках двухпарного зацепления в два раза меньшую, чем на ,. участках однопарного зацепления. Инструмент 1 и обрабатываемое зубчатое колесо 2 вводят в зацепление и устанавливают регламентированное межосевое расстояние, обеспечивающее не обходимое значение коэффициента тор- цового перекрытия инструмента,
В момент, когда контактируют участки однопарного зацепления и , (фиг.З), весь рабочий ток 1р (показан пунктирной линией) будет проходить через одну площадку контакта, которая имеет длину, равную b (см, фиг,I). Линейная плотность тока будет при этом равна Jj Хр/Ъ, В следующий момент (фиг,4), когда площадка контакта при угловом повороте инструмента в детали сместится в точку В (с), в работу вступает
12
сторая пара зубьев в точке Б, . При этом образуются, две площадки контакта, через каждую из которых протекает ток IP/2, Но, так как каждый из
участков двухпарного зацепления на боковой поверхности зуба инструмента имеет длину Ь/2 (см, фиг,1), то подстановка величины контактного тока (lp/2) и длины контакта (Ъ/2) в
формулу дает линейную плотность тока j ff Ip/b, Таким образом, линейная плотность тока в контакте зубьев остается неизменной при переходе от . одно- к двухпарному зацеплению.
Ввиду своеобразия зубьев инструмента часть боковой поверхности обрабатываемых зубьев вблизи выходного торца остается неупрочненной, В связи с этим .осуществляют отвод инстру мента в исходное положение, переустановку колеса, реверс обкаточного движения и повторение обработки. При этом для завершения обработки поверхностей зубьев достаточно двух полных оборотов обрабатываемого колеса.
Формула изобретения
Инструмент для электромех аническо- го упрочнения :прямозубьгх зубчатых колес, выполненный в виде цельного металлич1еского прямозубого зубчатого колеса, о тлич ающий ся тем, что, с целью повышения качест- ва, боковая поверхность зубьев ин--| струмента на участке двухпарного зацепления выполнена длиной в два раза меньшей, чем на участках однопарного зацепления.
физ. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для электромеханического упрочнения прямозубых зубчатых колес | 1985 |
|
SU1263411A1 |
| Инструмент для электромеханического упроченения прямозубых зубчатых колес | 1986 |
|
SU1398974A1 |
| Прямозубая цилиндрическая передача | 1990 |
|
SU1788364A1 |
| СПОСОБ ПОВЫШЕНИЯ КОНТАКТНОЙ ПРОЧНОСТИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2544474C1 |
| Прямозубая цилиндрическая передача | 1986 |
|
SU1355808A1 |
| Многопоточная зубчатая передача | 1986 |
|
SU1555568A1 |
| Прямозубая цилиндрическая передача с пониженным уровнем шума | 1974 |
|
SU528400A1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 2016 |
|
RU2649837C1 |
| Прямозубая цилиндрическая передача | 1987 |
|
SU1413332A1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 2016 |
|
RU2649780C1 |
Изобретение относится к машиностроению и может быть использовано при поверхностной электротермообработке зубчатых колес. Изобретение позволяет повысить качество упрочнения зубчатых колес за счет получения равномерного упрочненного слоя на боковой поверхности зуба. Инструмент представляет собой цельное металлическое прямозубое зубчатое колесо, зубья которого выполнены таким образом, что прямолинейная образующая их боковой поверхности на участках двух- парного зацепления имеет длину в два раза меньшую, чем на участках одно- парного зацепления. Это обеспечивает одинаковую линейную плотность тока на площади контакта как при однопар- ном, так и двухпарном зацеплении - инструмента и заготовки. 4 ил. а 1C сл
Фиг.5
Редактор Э.Слиган
Со ставитель Н.Сейфулина Техред В.Кадар
Заказ 2557/1I
Тираж 582 .Подписнре
ВНИНПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(риеЛ
Корректор М.Шароши
| Аскинази Б.Н | |||
| Упрочнение и восстановление деталей электромеханической обработкой.Л.: Машиностроение, 1977,.с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
