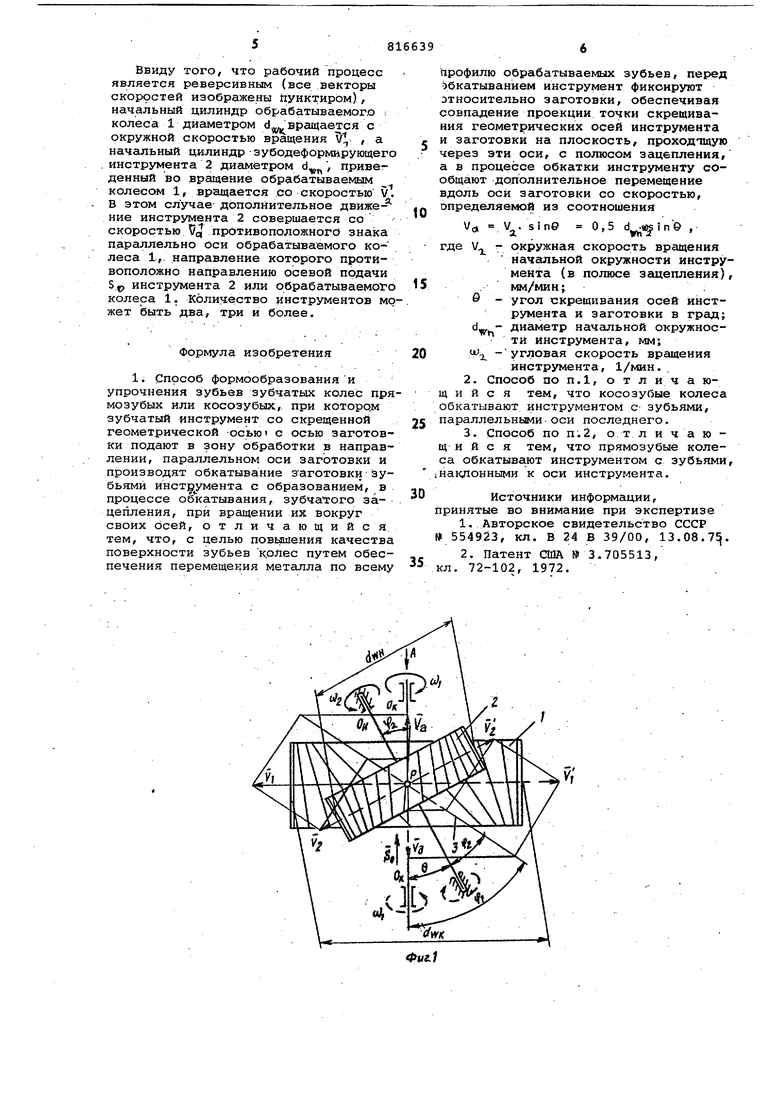
1 .Изобретение относится к обработке металлов давлением и может быть использовано при изгртовлении и упрочнении зубьев зубчатых колёс. Известен способ формообразования и упрочнения зубчатых колес,по, которо му производят обкатывание боковых поверхностей и поверхностей впадин,осевую подачу инструмента или обрабатыва емого колеса при постоянном плотном беззазорном зацеплении в относительном свободном обкаточном движении зуб чатых профилей обкатываемого колеса деформирующими элементами инструмента, при параллельном расположении их осей вращения fl Недостатком этого способа является то, что не обеспечивается одинаковое качество обработки боковых поверхностей зубьев, заключгиощееся в том, что вследствии взаимного отно сительного перемещения деформирующих элементов инструмента только в направлении высоты зубьев обкатываемого колеса, в результате чего боковая поверхность обрабатываемых зубьев в области начальной окружности остается необработанной, по причине равенства нулю скоростей перемещения деформирующих элементов инструмента и обрабатываемых зубьев в направлении их высот в полосе станочного зацепления. Известен также способ формообразования и упрочнения зубьев зубчатых колес, при котором зубчатый инструмент со скрещенной геометрической осью с осью ) заготовки подают в зону обработки в направлении, параллельном оси заготовки и производят обкатывание заготовки зубьями инструмента с образованием/ в процессе обкатывания зубчатого зацепления при вращении последних вокруг своих осей Г2}. Недостатком указанного устройства является невозм|ожность перемещения метгшла по всему профилю обрабатываемых зубьев, что отрицательно сказывается на качество зубьев зубчатых колес как при формообразовании, так и при упрочнении. Цель изобретения - повышение качества поверхности зубьев колес пу- , тем обеспечения перемещения металла ho всемупрофилю обрабатываемых зубьев. Поставленная цель достигается тем, что в способе формообразования и упрочнения зубьев зубчатых колес перед обкатыванием инструмент фиксируют отнбсительно заготовки, обеспечивая совпадение проекции точки скре щивания геометрических реей инструмента и заготовки на плоскость, проходящую через эти оси, с полюсом зацепления, а в процессе обкатки инструменту сообщают дополнительное перемещение вдоль оси заготовки со скоростью,определяемой из соотношени Уд 4j S i п в О , 5 d .(sj.jS i п 9, где V - окружная скорость вращения начальной окружности инстру мента в полюсе зацепления, в мм/мин; в - угол скрещивания осей инструмента и заготовки в градусах; . d)- диаметр начальной окружности инструмента в. мм; и - угловая скорость вращения инструмента в 1/мин. Косозубые колеса обкатывают инструментом с зубьями, параллельными оси последнего. Прямозубые колеса обкатывают инструментом с зубьями, наклонными к ос инструмента. -На фиг.1 изображена схема способа обработки со скрещивающимися осями инструмента и обрабатываемого колеса на фиг.2 - вид А (в плане).зацеплени инструмента и.обрабатываемого колеса соответственно, с начальными окружно тями d.. Способ позволяет производить одинаковую- обработку боковой поверхности зубьев колеса 1 со скрещивающимися осями вращения под углом 0 обрабатываемого колеса 1 с начальным цилиндром ,и зубодеформирующего ин струмента 2 с начальным цилиндром d, находящихся в постоянном без зазорном плотном станочном зацеплении с межосевым расстоянием а по следующим вариантам. 1.Обрабатываемое колесо 1 - косозубое, образующая боковой поверхности его зубьев располагается к оси вращения Ок.-Оц, под углом Ч , а у зубодеформирующего инструмента 2 образующая боковой поверхности деформирующих элементов расположена к его оси вращения под углом Ч (фиг.1), 2.Обрабатываемое колесо 1 - прямозубое, а у зубодеформирующего инструмента 2 образуняцая боковой поверхности деформирукидих элементов расположена к его оси вращения под углом f & , 3.Обрабатываемое колесо 1 - косо зубое, с образующей боковой поверхности обрабатываемых зубьев, расположенной к его оси вращения . под углом if 9 , а зубодеформирующий инструмент 2 с образующей боковой поверхности деформирукяцих элемен тов, расположенной параллельно к его. 9СИ вращения . При обработке по предлагаемому способу, обрабатываемое зубчатое колесо 1 можно базировать как с вертикальным расположением оси , так и с горизонтальным расположением. Инструмент 2, установленный началом процесса при неизменном межосевом расстоянии а (фиг.2), находится в бёззазорНом плотном станочном зацеплении, а его оси вращения образуют с осью вращения . обрабатываемого колеса 1 угол скрещивания в . Угол подъема зубьев обрабатываемого колеса , угол скрещивания осей заготовки и инструмента в находится в пределах от 30 до. 4. Модуль- m и диаметр обрабатываемого колеса - любой. При этом ось вращения 0,,-О „ инструмента перед обработкой должна быть зафиксирована таким образом, чтобы точка скрещивания осей инструмента и обрабатываемого колеса в пространстве совпадала в проекции с ПОЛЮСОМ Р зацепления, которое обусловливается начальными окружностями d,и , соответственно обрабатываемого колеса и инструмента. Обрабатываемое зубчатое колесо 1 (начальный цилиндр , вращаясь с окружной скоростью V (при угловой скорости и; ), приводит во .вращение зубодеформирующий инструмент 2, начальный ци- линдр d KOTOporo вращается с окруж%ой скоростью 7.,(при .угловой скорости 4,j) . Вследствие скрещивания осей вращения инструмента и обрабатываемого колеса, осуществляется относительное скольжение зубьев зубодеформирующего инструмента 2 в направлении образующей 3 обрабатываемых зубьев со скоростью равной разности проекций окружных скоростей V, и V начальных цилиндров инструмента и обрабатываемого колеса на образующую 3, а проекция разности окружных скоростей на ось вращения обрабатываемого колеса 1 показывает, что зубодеформирующий инстр тиент 2 совершает дополнительное движение, парал- . лельное оси обрабатываемого колеса 1/ .со скоростью Уд , совпадающей с осевой подачей Sj, обрабатываемого колеса, и выражается соотношением Vc V,, S i п 0- 0,5 dwrftttj- s i п б , где V - окружная скорость вращения . на диаметре начальной окружности инструмента (в точке полюса зацепления) в мм/мин; © - угол скрещивания осей инструмента и заготовки, град.; диаметр начальной окружности инструмента, мм; . uj - угловая скорость вращения инструмента, 1/мин. Ввиду того, что рабочий процесс является реверсивным (все векторы скоростей изображены пунктиром), начальный цилиндр обрабатываемого , колеса 1 диаметром d,j. вращается с окружной скоростью 1. , а начальный цилиндр -зубодеформнрующег . инструмента 2 диаметром d , приведенный во вращение обрабатываемым колесом 1, вращается со скоростью vl В этом случае- дополнительное движе- ние инструмента 2 совершается со скоростью Л/с( прсэ ивоположного знака параллельно оси обрабатываемого колеса 1.,. направление которого противоположно направлению осевой подачи S.p инструмента 2 или обрабатываемого колеса 1. Количество инструментов мо жет быть два, три и более. Формула изобретения 1. Способ формообразованияи упрочнения зубьев зубчатых колес пря мозубых или КОСОЗубЫХ, при KOTOPQM зубчатый инструмент со скрещенной геометрической осью с осью заготовки подают в зону обработки в направлении, параллельном оси заготовки и производят обкатывание заготовки: зубьями инстй/мента с образованием, в процессе обкатывания, зубчатого зацепления, при вращении их вокруг своих осей, отличающийся тем, что, с целью повышения качества поверхности зубьев колес путем обеспечения перемещения металла по всему профилю обрабатываемь1х зубьев, перед Обкатыванием инструмент фиксируют относительно заготовки, обеспечивая совпадение проекции точки скрещивания геометрических осей инструмента и заготовки на плоскость, проходтщую через эти оси, с полюсом зацепления, а в процессе обкатки инструменту сообщают дополнительное перемещение вдоль оси заготовки со скоростью, определяемой из соотношения й .V,j. sine 0,5 d( , где V - окружная скорость вращения начальной окружности инструмента (в полюсе зацепления), мм/мин; ® - угол скрещивания осей инструмента и заготовки в град; диаметр начальной окружности инструмента, мм; угловая скорость вращения инструмента, 1/мин,. 2.Способ по п.1, отличаюийся тем, что косозубые колеса обкатывают инструментом с- зубьями, араллельными-оси последнего. 3.Способ по п.2, о т л и ч а ю и и с я тем, что прямозубые колеа обкатывают инструментом с зубьями, аклонными к оси инструмента. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 554923, кл. В 24 В 39/00, 13.08.7. 2, Патент США №3.705513/ л. 72-102, 1972.

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| Дисковый обкатник | 1984 |
|
SU1276408A2 |
| ЗУБЧАТАЯ ПАРА | 1944 |
|
SU67425A1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| Дисковый шевер | 1981 |
|
SU963745A1 |
| Инструмент для накатывания профилей зубьев зубчатых колес | 1984 |
|
SU1224073A1 |

1 /
Ц
вид А
J2
г .
