Изобретение относится к машиностроению и может быть использовано при поверхностной электротермообработке зубчатых колес.
Целью изобретения является повышение качества упрочнения зубчатых колес.
На фиг.1 изображен фрагмент предлагаемого инструмента; на фиг.2 - зуб, аксонометрическая проекция; на фиг.З - момент однопарного зацепления инструмента и обрабатываемого зубчатого колеса в процессе обработки.
Начнем рассмотрение с того момента, когда контактируют участки 1 однопарного зацепления BiCi зубчатого колеса 2 и B:Ci детали 3 (фиг.З). При этом весь рабочий ток проходит через одну площадку контакта. В тот момент, когда площадка контакта при угловом повороте зубчатого колеса 2 и детали 3 смещается в точку С| (ci), в работу вступает вторая пара зубьев в точке А2(а2). Таким образом, образуется две площадки контакта, и рабочий ток должен разделиться на два потока (что имеет место в прототипе). Участок 4 двухпарного зацепления А2В2 выполнен из электроизолирующего материала, тогда рабочий ток проходит через участок двухпарного зацепления CiD| (cidi). При дальнейшем повороте в точке В2(в2) первая пара зубьев выходит из зацепления в точке Di(di). В этот момент контактируют участки однопарного зацепления В2С2 и В2С2 и весь рабочий ток проходит через одну площадку контакта. В точке С2(с2) в работу вступает новая пара зубьев в точке Аз (аз). Следовательно, вновь образуются две площадки контакта, но, как и в предыдущем случае, одна из них, в данном случае C2D2, является токонепроводящей и весь рабочий ток проходит через участок двухпарного зацепления АзВз(азВз). В точке Вз(вз) осуществляется переход к однопарному зацеплению, и предыдущая пара зубьев выходит из зацепления в точке D2(d2). Контактирование участков ВзСз и взсз происходит аналогично контактированию участков BiC| и Bid. Далее описанный цикл повторяется.
Таким образом, при использовании предлагаемого инструмента для электромеханической обработки зубчатых колес, независимо от углового положения инструмента и обрабатываемого зубчатого колеса, независимо от того, имеет место однопарное зацепле ние или двухпарное, контакт зубчатого колеса и детали характеризуется только одной токопроводящей площадкой контакта, что позволяет избежать разделения рабочего тока на два потока и обеспечить равномерное упрочнение боковых поверхностей зубьев. Некоторые участки двухпарного зацепления на боковой поверхности зуба изделия, например а2В2 и C2d2, контактирующие с токонепроводящими участками двухпарного зацепления на боковой поверхности зуба инструмента, например А2В2 и C2D2, не упрочняются за один проход инструмента (т. е. за один его оборот), так как при контактировании участок А2В2 и а2В2 или C2D2 и
C2d2 отсутствует электрический ток в контакте. Но при обязательном условии, что числа зубьев инструмента и обрабатываемого колеса не равны и не кратны друг другу, при следующем проходе инструмента необработанные участки а2В2 и C2d2 контактируют уже с токопроводящими участками, например АзБз и СзОз или AiB| и CiD| подвергаясь при этом упрочнению.
Предлагаемый инструмент работает следующим образом.
Инструмент и обрабатываемое зубчатое колесо вводят в зацепление и устанавливают регламентированное межосевое расстояние, обеспечивающее требуемое значение теоретического коэффициента торцового перекрытия профилей Ец. Затем включают обкаточное движение колес и устанавливают необходимое значения механической нагрузки в зацеплении посредством притормаживания ведомого колеса. После этого включают рабочий ток, который подается непрерывно до момента окончания обработки. По окончании обработки достигается упрочнение зубьев с одной стороны. При необходимости обработки противоположной боковой поверхности зубьев обкаточное движение реверсируют и цикл обработки повторяют.
Использование изобретения позволит повысить качество упрочнения зубьев зубчатых колес за счет получения равномерного упрочненного слоя на боковой поверхности зуба, что увеличит долговечность зубчатых колес в 1,2-1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для электромеханического упрочнения прямозубых зубчатых колес | 1985 |
|
SU1319991A1 |
| Инструмент для электромеханического упроченения прямозубых зубчатых колес | 1986 |
|
SU1398974A1 |
| Способ контроля цилиндрических зубчатых колес с прямыми зубьями | 1983 |
|
SU1133049A1 |
| Прямозубая цилиндрическая передача | 1990 |
|
SU1788364A1 |
| Образец для испытаний материалов на трение и контактную прочность | 1977 |
|
SU637624A1 |
| Многопоточная зубчатая передача | 1986 |
|
SU1555568A1 |
| Прямозубая цилиндрическая передача | 1987 |
|
SU1413332A1 |
| СПОСОБ ПОВЫШЕНИЯ КОНТАКТНОЙ ПРОЧНОСТИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2544474C1 |
| Прямозубая цилиндрическая передача | 1986 |
|
SU1355808A1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2547201C1 |

ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС, выполненный в виде металлического прямозубого зубчатого колеса, отличающийся тем, что, с целью повышения качества упрочнения прямозубых зубчатых колес, при двухпарном зацеплении на боковых поверхностях нечетных зубьев выполнены участки из электроизолирующего материала. (Л 1чЭ сг 00 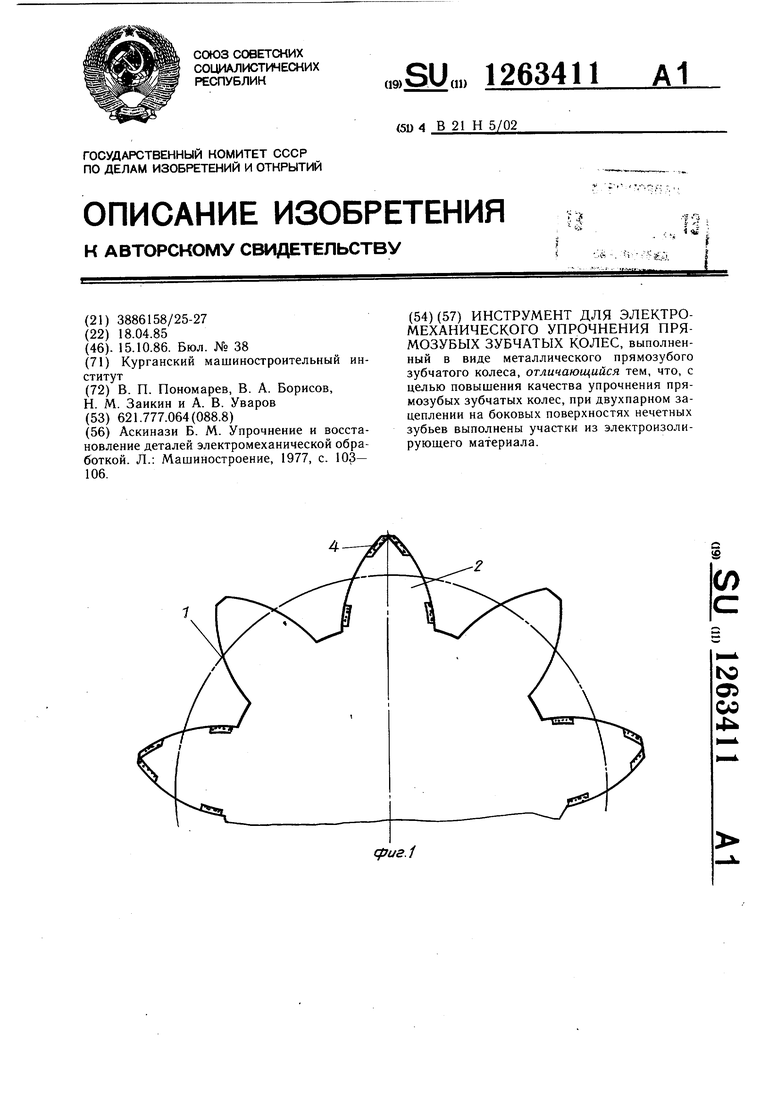
| Аскинази Б | |||
| М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| Л.: Машиностроение, 1977, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
