«IS
со со со
со
1139900
Изобретение относится к станкостроению, в частности к устройствам для крепления деталей.
Цель изобретения - повышение точности крепления деталей и предварительного зажима за счет центрирования детали сначала в радиальном направлении, а затем базирования детали в осевом направлении и акончатель- д ного закрепления ее.
На чертеже представлено устройство, осевой разрез.
Устройство состоит из корпуса 1, в котором размещены шарнирно соединен ные с корпусом серьги 2, каждая из которых вьтолнена в виде вилки, в пазу которой на оси 3 устаноплен двуплечий рычаг А Г-образной формы, конец одного плеча которого предна- значен для зажима по наружной поверхности детали 5, а конец другого плеча размещен между торцом гайки 6, связанной с тягой 7 и торцом самоустанавливающейся шайбы 8, имеющей вьтукпую: сферическую поверхность, взаимодействующую с вогнутой сферической поверхностью шайбы 9, при этом на двуплечем рычаге выполнено отверстие, в котором установлена пру- жина 10 и плунжер 11, контактирующий своей поверхностью с поверхностью, вьтолненной на торце серьги 2. Шайбы 8 и 9 установлены на тяге 7, на ковоздействуя через гайку 6 на плечо двуплечего рычага 4, при этом двуплечие рычаги раскрыты, плунжеры 11 утоплены в отверстиях рычагов 4, пружины 10 сжаты, сепаратор 16 отжат пружинами 19, в крайне правое положение. Установив деталь 5 на поверхности Шариков 17, включают привод тяги 7, последняя перемещается вправо до соприкосновения с поверхностью шайбы 8, а рычаги 9 поворачиваются вокруг осей 3 под действием пружин 10 происходит предварительный зажим рычагами 4 детали 5 с усилием, равным усилию, развиваемому np TKHHaMH 1 При дальнейшем перемешении тяги 7 происходит поступательное движение вдоль оси устройства рычагов 4, которое обеспечивается поворотом серег 2, движение продолжается до тех пор, пока предварительно закрепленная деталь 5 не упрется своим торцом в упор 14, после чего происходит окончательный зажим рычагами Д детали 5.
После обработки детали 5 тяга 7 возвращается в исходное положение, при этом вначале пружины 10 разжимаются и, поворачивая серьги 2, перемещают рачаги 4 вместе с закрепленной деталью серьги 2, перемещают рычаги 4 вместе с закрепленной деталью 5 в осевом направлении, осуществляя таким образом принудительное переме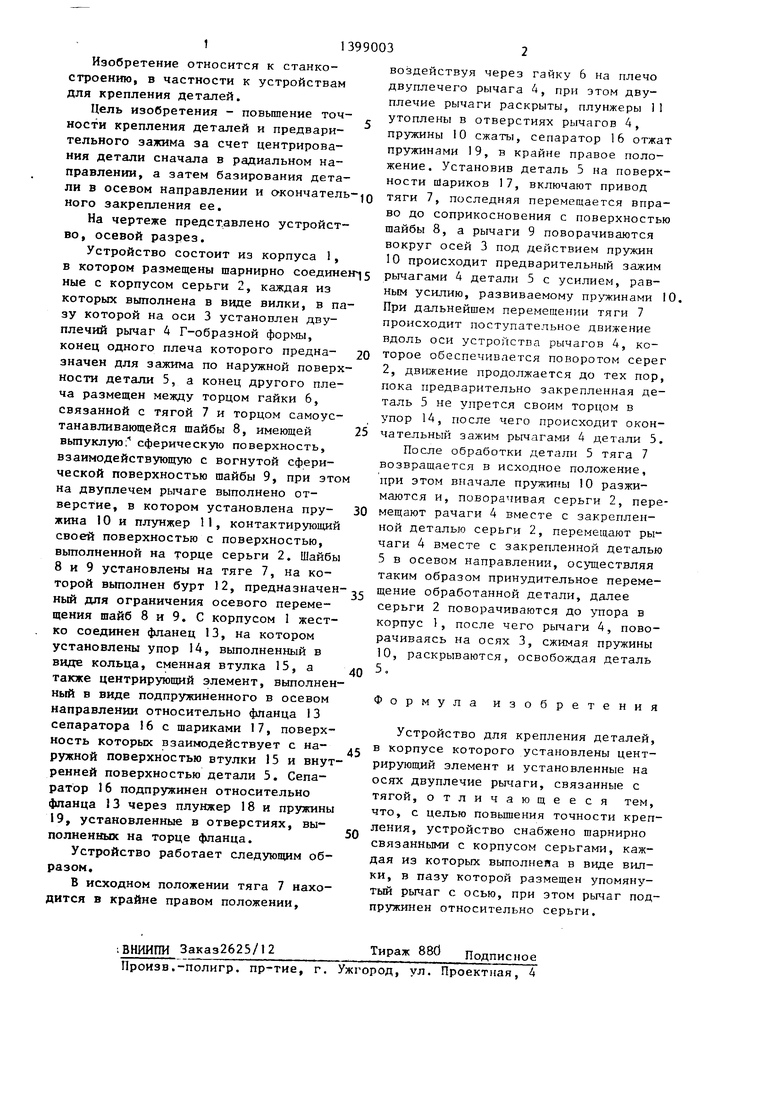
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Односторонний вакуумный клапан шиберного типа | 1985 |
|
SU1275175A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Устройство для одновременной очистки внутренней и наружной поверхностей труб | 1981 |
|
SU1054025A2 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Устройство для зажима детали | 1984 |
|
SU1225702A1 |
| Устройство для автоматического закрывания двери | 1990 |
|
SU1724845A1 |
| ИНСТРУМЕНТ С ПРЕДЕЛЬНОЙ МУФТОЙ ДЛЯ ЗАТЯЖКИКРЕПЕЖА | 1967 |
|
SU202781A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Патрон для крепления деталей | 1987 |
|
SU1445865A1 |
Изобретение относится к станкостроению в частности к устройствам для крепления деталей. Целью изобретения является повышение точности крепления деталей за счет центрирования и предварительного зажима детали сначала в радиальном направлении, а затем базирования детали в осевом направлении и окончательного закрепления ее. Двуплечие рычаги 4 установлены на осях 3 пазах вилок серег 2, шарнирно соединенных с корпусом патрона 1, и подпружинены относительно серег посредством пружин 10. При перемещении тяги 7 влево пружины 10, разжимаясь, поворачивают рычаги 4 на осях 3 и прижимают одно из плеч рычагов к поверхности детали 5, предварительно закрепленной. Таким образом деталь перемещается в осевом направлении вместе с рычагами 9, осевое перемещение которых обеспечивается поворотом серег 2. После того как деталь 5 упрется торцом в упор 14, происходит окончательное прикрепление детали 5 рычагами 2, После окончания обработки тяга 7 передвигается вправо, при этом сначало пружины 10 разжимаются и, поворачивая серьги 2, перемещают рычаги 4 вместе с деталью 5 в осевом направлении, осуществляя таким образом принудительное перемещение детали. Затем рычаги 4, поворачиваясь на осях 3, раскрываются, освобождая обработанную деталь 5. 1 ил. о (Л
торой вьтолнен бурт 12, предназначен-,, щение обработанной детали, далее
ный для ограничения осевого перемещения шайб 8 и 9. С корпусом 1 жестко соединен фланец 13, на котором установлены упор 14, выполненный в виде кольца, сменная втулка 15, а jg также центрирующий элемент, выполненный в виде подпружиненного в осевом направлении относительно фланца 13 сепаратора 16 с шариками 17, поверхность которых взаимодействует с на- ., ружной поверхностью втулки 15 и внутренней поверхностью детали 5. Сепаратор 16 подпружинен относительно фланца 13 через плунжер 18 и пружины 19, установленные в отверстиях, выполненных на торце фланца.
Устройство работает следующим образом.
В исходном положении тяга 7 находится в крайне правом положении.
50
серьги 2 поворачиваются до упора корпус 1, после чего рычаги 4, по рачиваясь на осях 3, сжимая пружи 10, раскрываются, освобождая дета 5,
Формула изобретен
Устройство для крепления детал в корпусе которого установлены це рирующий элемент и установленные осях двуплечие рычаги, связанные тягой, отличающееся т что, с целью повышения точности к ления, устройство снабжено шарнир связанными с корпусом серьгами, к дая из которых вьтолнепа в виде в ки, в пазу которой размещен упомя тый рычаг с осью, при этом рычаг пружинен относительно серьги.
.ВНИИПИ Заказ2625/12
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
серьги 2 поворачиваются до упора в корпус 1, после чего рычаги 4, поворачиваясь на осях 3, сжимая пружины 10, раскрываются, освобождая деталь 5,
Формула изобретения
Устройство для крепления деталей, в корпусе которого установлены центрирующий элемент и установленные на осях двуплечие рычаги, связанные с тягой, отличающееся тем, что, с целью повышения точности крепления, устройство снабжено шарнирно связанными с корпусом серьгами, каждая из которых вьтолнепа в виде вилки, в пазу которой размещен упомянутый рычаг с осью, при этом рычаг подпружинен относительно серьги.
Тираж 880 Подписное
| Вардяшкин Б.Н., Данилевский В.В | |||
| Станочные приспособления | |||
| Справочник, М.: Машиностроение, 1984, с.156, рис.13. |
