Изобретение относится к обработке 1 1еталлов вибрацией и может быть ис 1|1ользованс при изготовлении изделий приборостроении.
; Цель изобретения - улучшение каче- (тва путем равномерного снятия остаточных напряжений по длине изделия, |1 Сущность способа заключается в
OMj что вынужденные колебания жестко акрепляемого конца стержневой кон- ;трукции заставляют колебаться сво (1ОДНЫЙ ее конец на резонансной часто- е с максимальной амплитудой. Макси- альные напряжения при этом создаются
зоне закрепления конструкици. Эффективное снятие остаточных напряже- происходит именно в данной зоне.
целью достижения максимальных напря ений в любом сечении по длине кон- трукции и уменьшения резонансных астот ее свободный конец нагружают осредоточенной массой, перемещаемой го длине конструкции. Механическая истема в этом случае имеет два ярко ыраженных резонансных пик-а. При при- удительном передвижении массы по ;линё конструкции по заданному зако- у и поддерживании .максимальных сме- 1ений свободного ее конца максималь- ые напряжения, необходимые дпя сня- ия остаточных напряжений, создаются li месте крепления сосредоточенной массы. Таким образом, при райномер- яом перемещении сосредоточенной масс идоль стержневой конструкции остаточные внутренние напряжения в стержне- ной конструкции также снимаются рав- иомерно по ее длине.
На чертеже изображено предлагаемо стройство.
Устройство содержи ; зибростенд Г, котором консольно закреплена стерж конструкция 2, нагруженная со- с редоточенной массой 3, которая связана с конструкцией при помощи узла 4 крепления, представляющего собой вИбродвигатель, присоединенный к генратору 5 высокочастотных колебаний ч|ерез коммутатор 6. На массе 3 и сво- б 5дном конце конструкции 2 установлеН)|л преобразователи 7 и 8, которые .з усилители 9 и 10 подключены к 6.1оку П слежения, представляющего С |эбой схему сравнения двух сигналов- с:Цещений массы 3 и свободного конца К|рнструкции 2. Выход блока 1 1 слеше- соединен с вибростендом 1«
0
5
5
0 5
О
.г 0
55
Устройство работает следую.щим образом.
Вибростенд возбуждает в стержневой конструкции вынужденные колебания. Генератор высокочастотных колебаний вырабатывает сигнал на перемещение установленного на свободном конце конструкции узла с закрепленной на нем сосредоточенной массой, В начальный момент (до перемещения массы) преобразователи вырабатывают одинаковые сигналы, которые через усилители обуславливают, определенный сигнал блока слежения. В этом случае вибростенд, управляемьш блоком слежения, поддерживает стабильно частоту воз- буждения конструкции до тех пор, пока сосредоточенная масса не начнет перемещаться вдоль стержневой конструкции. Сосредоточенная масса двигается вдоль стержневой конструкции непрерывно с минимальной скоростью, позволяющей обработать стержневую конструкцию во всех точках равномерно, возбзокдая в них максимальные на- пряжения. При перемещении массы показания преобразователей отличаются друг от друга и блок слежения вырабатывает сигнал для перестройки частоты вибростенда таким образом, чтобы получить наибольшее смещение свободного конца конструкции по сравнению со смещением массы. Этим добиваются резонанса участка конструкции между массой и ее свободным концом. При этом в конструкции в месте нахождения массы возникают большие напряжения, которые достигают величины не менее П,5 G, и являются достаточными для снятия в данном месте внутренних напряжений.
Этот процесс протекает до тех пор, пока сосредоточенная масса не переместится по всей длине стержневой конструкции, затем масса с помощью коммутатора возвращается в исходное положение с той же скоростью, при этом стержневая конструкция также подвергается вибрационной обработке, Для достижения большего эффекта снятия остаточных напряжений стержневую конструкцию закрепляют на вибростен- де другим концом и повторяют обработку. Таким образом достигается равномерное снятие внутренних напряжений по всей длине стержневой конструкции,
Пример. Необходимо обработать стержневые конструкции, изготовлен15
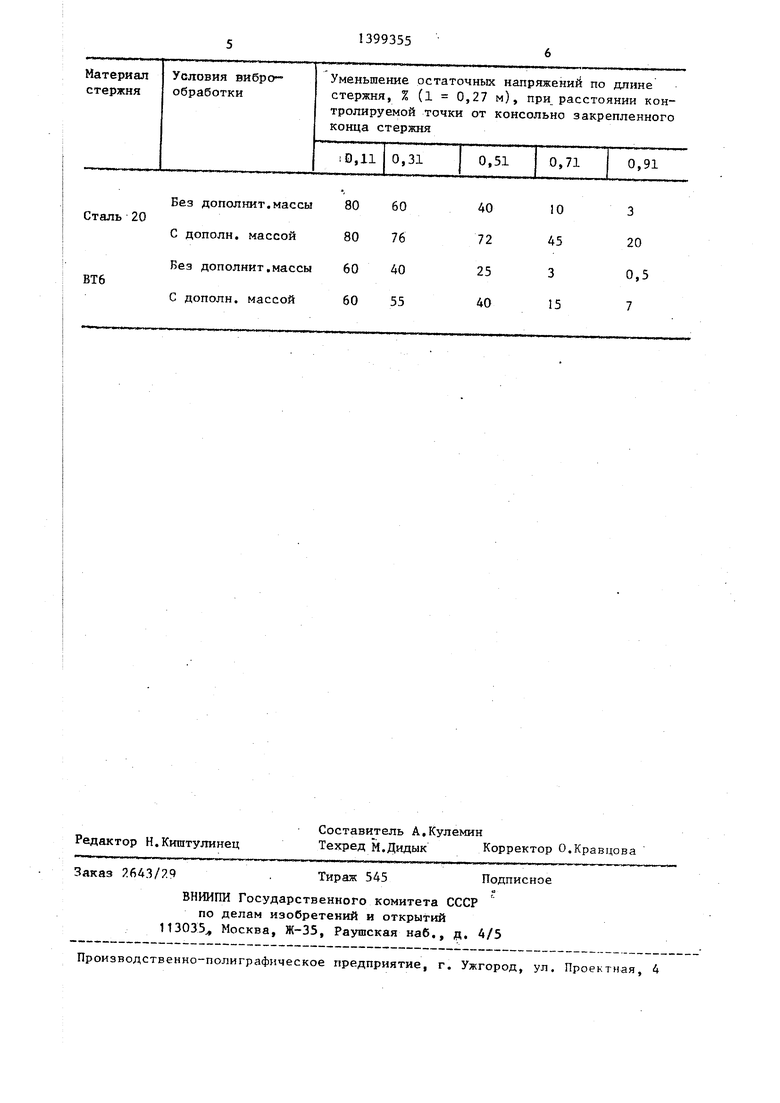
ные из стали марки Сталь 20 и титанового сплава ВТ6, Для сравнения две одинаковые стержневые конструкции об- рабатывали по предлагаемому способу . с закрепленной сосредоточенной массой и без нее. Массу подбирали таким образом, чтобы резонансные пики системы отличались по частоте не менее чем в 2 раза. В качестве преобразователей, Q контролирующих перемещение массы, использовали пьезоэлектрические акселерометры типа КД,. сигналы которых усиливались усилителями SM 211 фирмы PFT (ТДР).
Блок слежения представлял собой схему сравнения двух сигналов, а ы- рабатываемый им сигнал рассогласо)- ния подавался на управляемый генератор вибростенда, В у стройстве применяли вибростенд St 3000, фирмы PFT (ГДР). В качестве генератора высокой частоты использовали генератор ГЗ-56.
Для проверки эффективности снятия остаточных внутренних напряжений бьш применен рентгеновский метод, реализованный на дифрактометре Стрейнфлекс (Япония). Он был использован для оценки эффективности и равномерности снятия остаточных напряжений путем замера их величин в различных точках прямоугольных стержней до и после :виброобработки.
. Преимущество предлагаемого способа снятия внутренних напряжений с использованием перемещаемой сосредоточенной массы по длине стержневой конструкции по сравнению с известным
20
25
30
35
временного перемещения массы и виб обработки конструкции при условии максимально возможных создаваемых .гр жениях.
Устройство, реализующее предлаг мый способ, характеризуется больши возможностями автоматизации и унив сальностью, обеспечивающих его эфф тивное использование в робототехни ких системах.
Формулаиз обретени
1.Способ обработки металлически изделий, преимущественно стержнево конструкции, включающий закреплени изделия на вибростенде, нагрухение сосредоточенной массой, вибрацию н резонансной частоте с созданием ма симальных смещений в изделии, от личающийся тем, что, с целью улучшения качества путем рав мерного снятия остаточных напряжен по длине изделия, закрепление осущ ствляют на одном конце изделия, а -второй конец оставляют свободным, процессе вибрации массу перемещают по длине, а максимальные смещения создают на свободном конце изделия
2.Устройство для обработки мета лических изделий, преимущественно стержневой конструкции, содержащее вибростенд, сосредоточенную массу узел для ее крепления, отлича щееся тем, что, с целью улуч ния качества путем равномерного сн тия остаточных напряжений по длине
способом снятия внутренних напряжений 40 изделия, устройство дополнительно
5
Q
0
5
0
5
временного перемещения массы и вибро- обработки конструкции при условии максимально возможных создаваемых на- .гр жениях.
Устройство, реализующее предлагаемый способ, характеризуется большими возможностями автоматизации и универсальностью, обеспечивающих его эффективное использование в робототехничес- ких системах.
Формулаиз обретения
1.Способ обработки металлических изделий, преимущественно стержневой конструкции, включающий закрепление изделия на вибростенде, нагрухение сосредоточенной массой, вибрацию на резонансной частоте с созданием максимальных смещений в изделии, отличающийся тем, что, с целью улучшения качества путем равномерного снятия остаточных напряжений по длине изделия, закрепление осуществляют на одном конце изделия, а -второй конец оставляют свободным, в процессе вибрации массу перемещают по длине, а максимальные смещения создают на свободном конце изделия..
2.Устройство для обработки металлических изделий, преимущественно стержневой конструкции, содержащее вибростенд, сосредоточенную массу и узел для ее крепления, отличающееся тем, что, с целью улучшения качества путем равномерного снятия остаточных напряжений по длине
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических изделий | 1986 |
|
SU1397502A1 |
| Способ снятия внутренних напряжений в металлических деталях | 1980 |
|
SU943301A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| Способ обработки металлических изделий | 1988 |
|
SU1581752A1 |
| Способ обработки металлических изделий | 1986 |
|
SU1353826A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2376093C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ВИБРОСТЕНД И ВИБРАТОР РЕЗОНАНСНОГО ТИПА | 2007 |
|
RU2334966C1 |
| Пьезоэлектрический вибростенд | 1989 |
|
SU1747977A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИАМЕТРА ПРОДОЛЬНОЙ АРМАТУРЫ В УПРУГИХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ БАЛОЧНОГО ТИПА | 2011 |
|
RU2473879C2 |
| Способ снятия внутренних напряжений в металлических деталях | 1975 |
|
SU559970A1 |
Изобретение относится к обработке металлов вибрацией и может быть использовано при изготовлении изделий в приборостроении. Цель изобретения - улучшение качества путем равномерного снятия остаточных напряжений по длине изделия. Изделие стержневой конструкции нагружают сосредоточенной массой и вибрируют, перемещая сосредоточен- ную массу по длине конструкции, а частоту вынужденных колебаний задают такую, при которой достигаются максимальные смещения свободного конца конструкции относительно массы. Способ реализуется устройством, в котором вибростенд 1 возбуждает в стержневой конструкции 2 вынужденные колебания. Генератор высокочастотных колебаний 5 вырабатывает сигнал на перемещение установленного на свободном конце конструкции 2 узла 4, на котором закреплена сосредоточенная масса 3. Последняя двигается вдоль стержневой констрзпсции непрерьгоно с минимальной скоростью, позволяющей обработать стержневую конструкцию во всех точках равномерно, возбуждая в них максимальные напряжения. Пр- перемещении массы 3 сигналы преобразователей 7 и 8 через усилители 9 и 10 передаются в блок слежения I1, который вырабатывает сигнал для перестройки частоты вибростенда 1 таким образом, чтобы получить наибольщее смещение свободного конца конструкции по срав- , нению со смещением массы 3. 2 с.п. ф-лы, 1 ил.. . с ;с : СА СД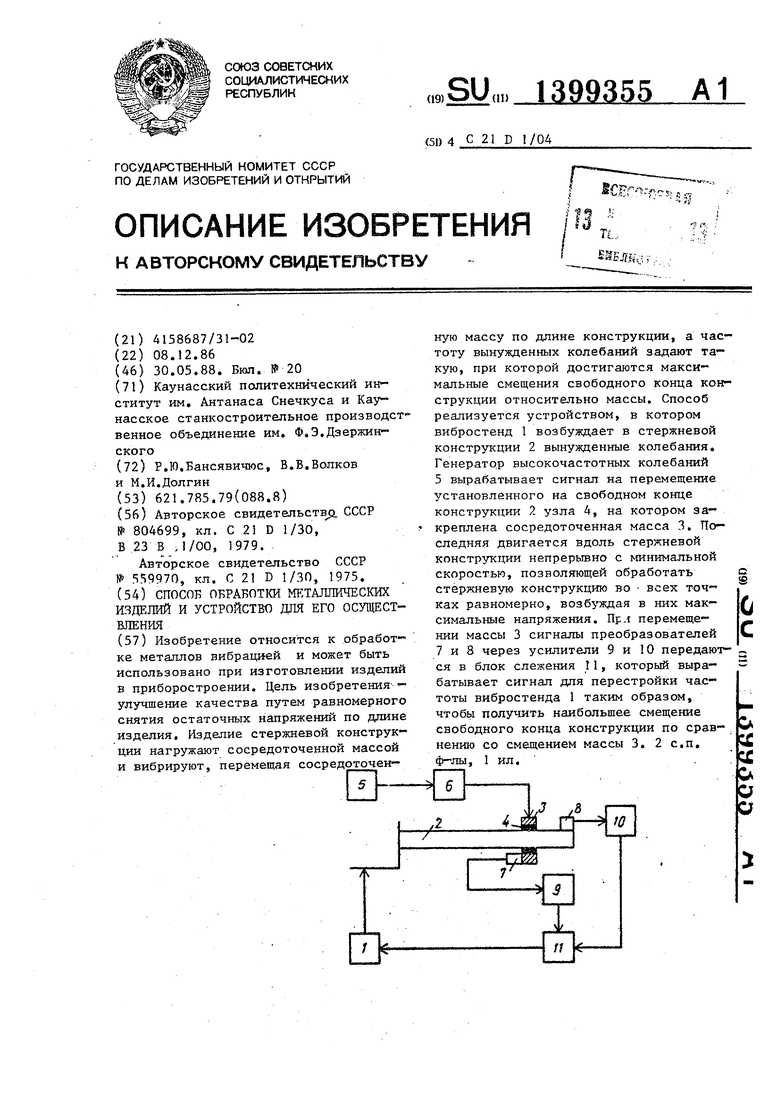
наглядно демонстрируют результата эксперимента, представленные в таблице.
Применение предлагаемого способа позволяет повысить равномерность снятия остаточных напряжений, т.е. улучшить качество виброобработки . стержневых конструкций. Кроме того, обеспечивается существенное ускорение процесса обработки за счет одно-
содержит генератор высокочастотных колебаний, коммутатор, преобразователи, усилители и блок слежения, при этом.узел для крепления вьшолнен в
виде вибродвигателя, который подключен к генератору высокой частоты через коммутатор, а преобразователи через усилители подключенм к блоку слежения, вьтход которого соединен с виб-
ростендом.
20
Без дополнит.массы8060
С дополн. массой8076
Без дополнит.массы6040
С дополн. массой6055
10
45 3
15
3
20 0,5 7
| Способ снятия остаточных напря-жЕНий ВибРАциОННОй ОбРАбОТКОй | 1979 |
|
SU804699A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ снятия внутренних напряжений в металлических деталях | 1975 |
|
SU559970A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
