Изобретение относится к обработке металлов вибрацией и может быть использовано в машиностроении при изготовлении изделий типа колец для снятия остаточньк напряжений, образующихся после сварки и механической обработки.
Цель изобретения - повышение производительности процесса.
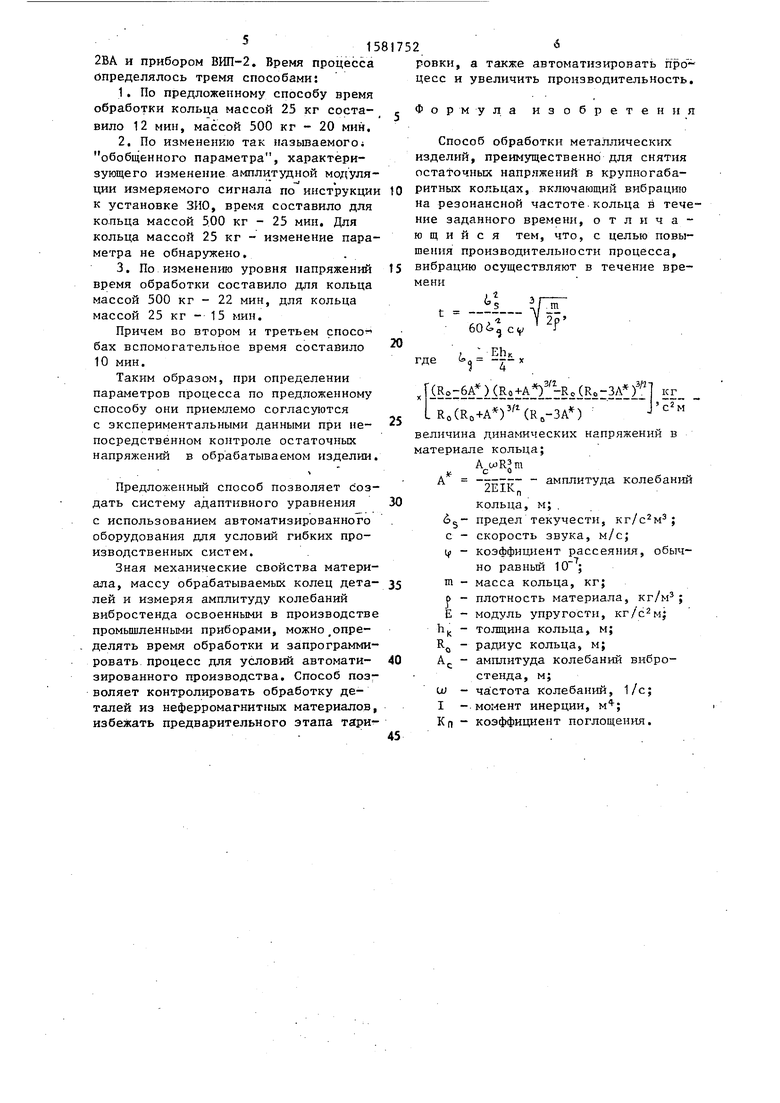
На чертеже представлена схема обработки металлических изделий.
Схема состоит из кольца 1, прикрепленного с помощью прижима 2 к вибростенду 3.
Согласно предлагаемому способу вибрационной обработки, включающему вибрацию обрабатываемой детали на резонансной частоте с заданной продолжительностью обработки, определя-. ют амплитуду.колебаний вибростенда . АС, определяют амплитуду колебаний
кольца А, установленного на стенде, и величину динамических напряжений бдин в кольце по математическим завик производят обработку в течение вре-. мени, определяемого по математической зависимости
t ±L
bObl CV
Г
где Ас - амплитуда колебаний вибростенда;, А - амплитуда колебаний кольца;
3. 1581752
частота колебаний; радиус кольца; масса кольца; модуль упругости;„ коэффициент поглощения;. толщина кольца; предел текучести; величина динамических напряжений;.Q коэффициент рассеяния, обычно равный 10 ; плотность материала; скорость звука; момент инерции.
Выражения для амплитуды колебаний ольца А и величина динамических агрузок получены из решения диффеенциального уравнения вынужденных олебаний точки при наличии сопротив-
w
Ro m
Е
Kft
ч Ьз69V
Р - с
I
15
С учетом результатов экспериментальных исследований установлено, что формуля для расчета времени обработки деталей типа колец имеет вид
t..JjL. э|
606J.CV
Исходные данные:
рад/с; ,5 м; m 2fiRj hKb j j 7000 кг/м3 ; Е 2х хЮ11 ,02; -Ю--
и;
Ь 285-10-3 м;
-103 м/с.
-10й кг/с2-м; (f
Расчет.
1. m 2 R0hkbj)2-3514-0,5.3 -10 3- 285х ,14-3-285 7 10-3 25 кг.
2 AS----0-- i-19-i-21 2 i2:Li25 e
2EIK;. „ 0 j „ и.« SO 10
п 2-2.10
0,02
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлических изделий | 1986 |
|
SU1353826A1 |
| Способ настройки распределения амплитуд колебаний рабочего органа вибростенда и устройство для его осуществления | 2018 |
|
RU2695899C1 |
| Способ управления формированием структуры и параметров вибрационного поля технологической машины | 2018 |
|
RU2691646C1 |
| Способ возбуждения колебаний и устройство для его осуществления | 2015 |
|
RU2669163C2 |
| Способ настройки динамического состояния вибрационной технологической машины и устройство для его осуществления | 2018 |
|
RU2718177C1 |
| Способ управления динамическим состоянием технологической вибрационной машины и устройство для его осуществления | 2018 |
|
RU2711832C1 |
| Способ корректировки распределения амплитуд колебаний рабочего органа вибрационного технологического стенда и устройство для его реализации | 2018 |
|
RU2716368C1 |
| Способ коррекции динамического состояния рабочего органа технологической вибрационной машины с вибровозбудителем на упругой опоре и устройство для его реализации | 2019 |
|
RU2728886C1 |
| Способ снятия внутренних напряжений в металлических деталях | 1980 |
|
SU943301A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК АМОРТИЗАТОРОВ ПРИ ВИБРАЦИОННОМ ВОЗДЕЙСТВИИ | 2006 |
|
RU2323426C1 |
Изобретение относится к обработке металлов вибрацией и может быть использовано в машиностроении при изготовлении изделий типа колец для снятия остаточных напряжений, образующихся после сварки и механической обработки. Цель изобретения - повышение производительности процесса. Способ включает вибрацию обрабатываемой детали на резонансной частоте, определение амплитуды колебаний вибростенда, определение амплитуды колебаний кольца и величины динамических напряжений в кольце и обработку в течение времени, которое определяется по математической зависимости. 1 ил.
ления
dx
з с/х -fai+ Q sinwt
- прогиб кольца;
жесткость кольцаj25
коэффициент вязкого сопротивления;время; равнодействующая распределен
ной нагрузки от действия инерционных сил.
Коэффициент поглощения определен экспериментально и для разных марок Сталей и алюминиевых сплавов изменяется в пределах 0,02 - 0,03.
Математическое выражение для времени обработки вытекает из следующего.
Известна из сопромата формула для энергии деформирования (силового по- ля):
б1
Р 2E dV
Для эпюры распределения остаточных напряжений в кольце выражение дл Р имеет вид
&s4b
Р 2Е где b - ширина кольца.
Приравнивая потенциальную энергию поля и энергию, рассеиваемую при колебаниях
Р Wtv,
где W - мощность волнового фронта получим, что время обработки зависит от величины
t f (6s,a, iT,c,m, j).
- °$ - м3. I
hh3
н 285 ()3 .
0
5
0
-285-14.10- Ч5.Ю-5-1520.
12
Eh
4
КГ 1 м.
(R0-6A) (R0+A)3 -X(R0-3A) э/г Rrt(R +А)37
0 J /
2-10f1 (0А5-6-0А08)
8 х
v ) 3/1 , (о,5-з о7о8Г 5()
2,2 -108 кг/с2- м.
(65) 3pjT (&Р260 сч I 2р
(5-Ю1) 2
(272-То бо-з х
t
5f7,
25 25 10 6-1 -21 7000 4-84 То11 60 3 5
10
-5
30А2
10 4366
1,57 мин ример
694 с
3000 47356 12 мин. , Была проведена вибрационная обработка кольца массой 25 кг из стали 38ХС и кольца массой 500 кг , из стали 20. Вибрационная обработка производилась на вибростенде 2365-Р и навесным вибратором, входящим в установку ЗИО конструкции станкостроительного завода.
Амплитуда колебаний определялась с помощью вибрационной аппаратуры
2ВА и прибором ВИП-2. Время процесса определялось тремя способами:
Причем во втором и третьем спосо-1 бах вспомогательное время составило 10 мин.
Таким образом, при определении параметров процесса по предложенному способу они приемлемо согласуются с экспериментальными данными при непосредственном контроле остаточных напряжений в обрабатываемом изделии.
ч
Предложенный способ позволяет создать систему адаптивного уравнения с использованием автоматизированного оборудования для условий гибких производственных систем.
Зная механические свойства материала, массу обрабатываемых колец дета- лей и измеряя амплитуду колебаний вибростенда освоенными в производстве промышленными приборами, можно опре- делять время обработки и запрограммировать процесс для условий автомати- зированного производства. Способ позволяет контролировать обработку деталей из неферромагнитных материалов, избежать предварительного этапа тари
5
0
0
ровки, а также автоматизировать процесс и увеличить производительность.
Формула изобретения
Способ обработки металлических изделий, преимущественно для снятия остаточных напряжений в крупногабаритных кольцах, включающий вибрацию на резонансной частоте кольца в течение заданного времени, отличающийся тем, что, с целью повышения производительности процесса, вибрацию осуществляют в течение времени
.
э
t. Я
604
ч cv
m 27
где
; ПЬК S Т
чз/г
(Ro-6A)(Re+AV-Re(R. кг
Vi
с м
Re((Re-3A)
величина динамических напряжений в материале кольца;
А
AcwR3m 2Ё1К
- амплитуда колебаний
кольца, м;
- предел текучести, кг/с2м3 ; - скорость звука, м/с; - коэффициент рассеяния, обычно равный 10 ; - масса кольца, кг;
плотность материала, кг/м3; модуль упругости, кг/с2м| толщина кольца, м; радиус кольца, м; амплитуда колебаний вибростенда, м;
- частота колебаний, 1/с; - момент инерции, - коэффициент поглощения.
-i ,
///
| Способ вибрационного снятия остаточных напряжений | 1984 |
|
SU1281369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ снятия внутренних напряжений в детали | 1977 |
|
SU749911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
