;/
00
со
QO 4: 00 СП
ю
Фш.1
Изобретение относится к машиностроению, преимущественно к турбостроению, и может быть использовано в цилиндрах низкого давления, имеюп их фланцы вертикального разъема.
Цель изобретения :- снижение трудоемкости и упрощение технологии.
На фиг. 1 изображен узел фиксации фланцев вертикального разъема с установкой временных технологических деталей; на фиг. 2 - то же, в рабочем положении.
Во фланцах 1 выхлопной части имеются глухие калиброванные отверстия 2 и при- зонные отверстия 3, а во фланцах 4 цилиндра - сквозные отверстия 5. В сквозных отверстиях 5 установлена зафиксированная штифтами 6 промежуточная втулка 7, в которой размещен палец 8. В глухие калиброванные отверстия 2 ввернута шпилька 9, Зафиксированная при помощи скобы 10 и гайки 11. Призонный щтифт 12 (фиг. 2) установлен в призонном отверстии 3 и промежуточной втулке 7.
Способ фиксации фланцев осуществляют следующим образом.
Рассверловку и обработку отверстий 3 под призонные щтифты 12 во фланцах 1 и 4 вертикального разъема производят одновременно с отверстиями (не показаны) под крепеж по контуру вертикального разъема. При этом во фланце 1 выхлопной части выполняют глухие калиброванные отверстия 2, а во фланцах 4 цилиндра - сквозные отверстия 5 увеличенного диаметра под промежуточные втулки 7 с учетом их возможного смещения. При собранных фланцах 1 и 4 вертикального разъема фиксируют их установкой в глухие калиброванные отверстия 2 временных щпилек 9, в призонные отверстия 3 - временных пальцев 8, а на палец 8 в свою очередь одевается промежуточная втулка 7 с одновременной подгонкой в сквозных отверстиях 5 штифтов 6, которые устанавливаются для предотвращения смещения промежуточной втулки 7 при ее
обварке и располагаются равномерно по окружности с зазором 0,0-0,1 мм. Затем надевается скоба 10 и с помощью гайки 11 производится прижатие промежуточных втулок 7 к фланцу 4, после чего промежуточные втулки 7 приваривают к фланцу 4 (обваривают по периметру). Контроль за смешением промежуточных втулок 7 при их приварке осуществляется с помощью временных пальцев 8 путем их проворачивания. После приварки промежуточных втулок
7 скобы 10 пальцы 8 и шпильки 9 демонтируются и устанавливаются призонные штиф- ть1 12.
Формула изобретения
Способ фиксации фланцев вертикального разъема паровой турбины, включающий обработку отверстий под крепеж, подсоединение фланцев цилиндра к фланцам выхлопной части, рассверловку, обработку призон- ных отверстий и установку в последние при- зонных штифтов , отличающийся тем, что, с целью снижения трудоемкости и упрощения технологии, обработку отверстий под крепеж и призонные щтифты производят
одновременно, во фланцах выхлопной части и цилиндра выполняют глухие калиброванные и сквозные отверстия соответственно, фиксируют фланцы установкой в сквозные отверстия промежуточных втулок, в призонные отверстия - пальцев, а в глухие калиброванные отверстия - щпилек, после чего промежуточные втулки приваривают к фланцам цилиндра, демонтируют пальцы и шпильки и устанавливают призонные штифты.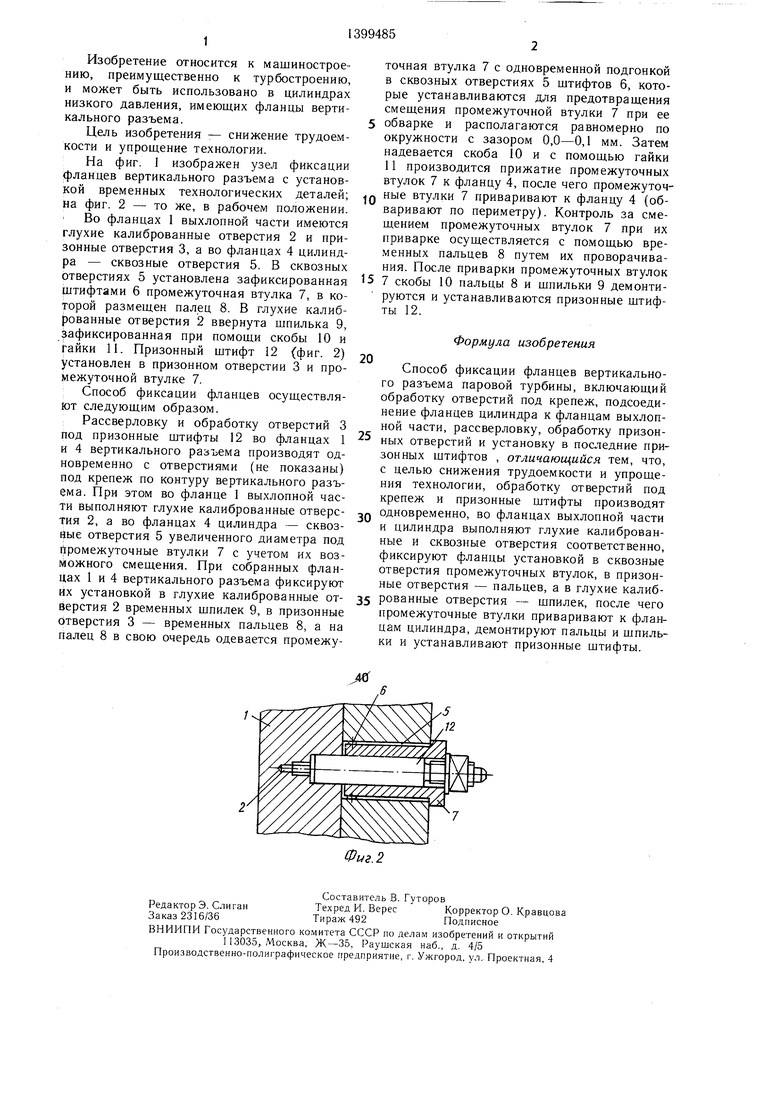
| название | год | авторы | номер документа |
|---|---|---|---|
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Способ футеровки гидроциклона | 1983 |
|
SU1114475A1 |
| МАКЕТ-КОНДУКТОР ДЛЯ МОНТАЖА МЕХАНИЗМОВ | 1973 |
|
SU364494A1 |
| Трубогиб с ручным приводом | 1986 |
|
SU1424909A1 |
| ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ | 1973 |
|
SU404148A1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| Шлифовальный инструмент | 1981 |
|
SU973330A1 |
| Полуавтомат для приварки шпилек | 1978 |
|
SU795807A1 |
| САМОСПАСАТЕЛЬ БОБРОВСКИХ ДЛЯ ЭКСТРЕННОЙ САМОЭВАКУАЦИИ ЧЕЛОВЕКА С ВЫСОТНЫХ НАЗЕМНЫХ И НАДВОДНЫХ ОБЪЕКТОВ, ЧЕРЕЗ ОКНО, С БАЛКОНА (ЛОДЖИИ) ЖИЛЫХ ДОМОВ, ПРОМЫШЛЕННЫХ И ОФИСНЫХ ЗДАНИЙ, А ТАКЖЕ ДЛЯ РУЧНОЙ, АВТО- И АВИАТРАНСПОРТИРОВКИ ОБЕЗДВИЖЕННЫХ ПО РАЗНЫМ ПРИЧИНАМ ЛЮДЕЙ | 2007 |
|
RU2372952C2 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
. Изобретение относится к турбостроению и м.б. использовано в цилиндрах низкого давления, имеюш.их фланцы вертикального разъема. Цель изобретения - снижение трудоемкости и упрощение технологии фиксации. Обработку отверстий 3 под крепеж и призонные штифты производят одновременно. Во фланцах 1 и 4 выхлопной части и цилиндра выполняют глухие калиброванные и сквозные отверстия 2 и 5. Фланцы фиксируют установкой в отверстия 5 промежуточных втулок 7, в цризонные отверстия 3 - пальцев 8, а в отверстия 2 - шпилек 9. Контроль за смещением втулок при их приварке осуществляется с помощью пальцев путем их проворачивания. Затем втулки приваривают к фланцам цилиндра, демонтируют пальцы и шпильки и устанавливают призонные штифты. 2 ил.
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Сборка цилиндра низкого давления | |||
| Свердловск: Уральский турбомоторный завод им | |||
| К | |||
| Е | |||
| Ворошилова, 1978 | |||
| УСТРОЙСТВО для ИЗМЕРЕНИЯ УДЕЛЬНОГО СОПРОТИВЛЕНИЯ | 0 |
|
SU200850A1 |
