Известны карусе;1ьные полуавтоматические прессы для изготовления фарфоро-фаянсовых изделий с периодически вра1ца1оид.имся столом, на котором размещены формы с иодвижными днищами-выталкивателямн. Штоки выталкивателей перемещаются по криво.чине1шому кольцевому коииру, находящемуся под столом. Прессы имеют также рычажный прессующий механизм и нриснособление для смазки пуансона и формы. Однако эти ирессы обладают недостатками, зак.мючающимися в трудности уплотнения и распределения формуемой массы (заготовки) в форме, и допускают иовреждение стенок изделия пуансоном.
В предложенной конструкции пресса применен вращающийся вокруг вертикальной оси пуансон, что позволяет облегчить уплотнение и распределение формуемой .массы (заготовки) в форме и устраняет повреждение стенок изделий пуансоном.
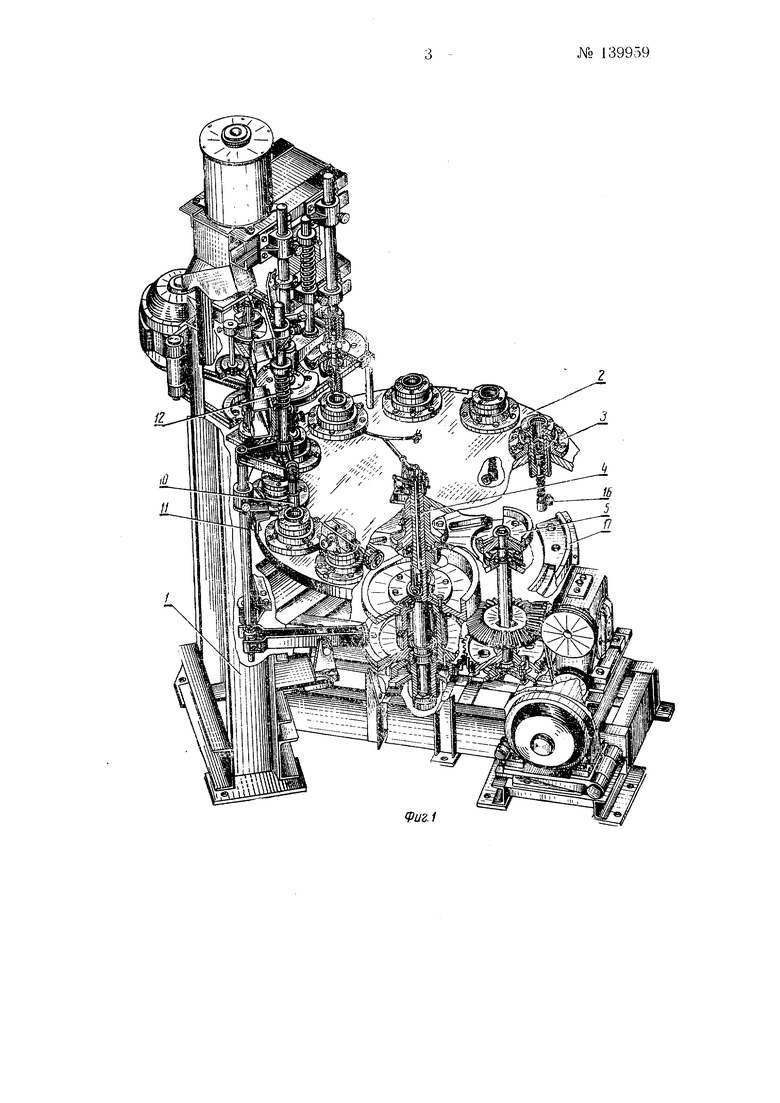
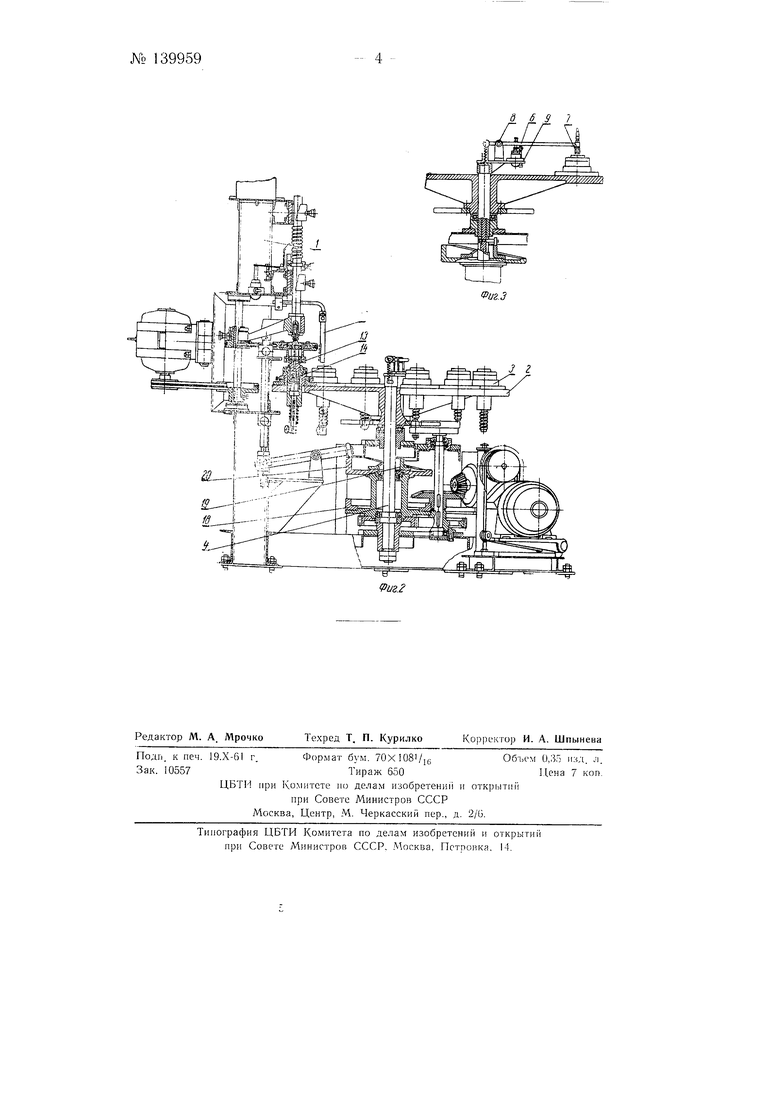
На фиг. 1 изображен предложенный пресс с частичными разрезами и вырезами; на фиг. 2 - то же. в вертикальном разрезе по продольной оси; на фиг. 3 - схема механизма смазки форм.
Все рабочие узлы полуавтоматического карусе.чьного пресса смонтированы на сварной раме /. На периодически вращающемся столе 2 укреплено двенадцать форм 3. Периодическое вращение стола на оси } осуществляется с помощью мальтийского механизма 5. В периоды неподвижного состояния стола с помощью механизма смазки производится смазка форм с целью устранения ирилинания массы к поверхности формы. Рычаг 6 с укрепленными на нем форсунками 7 поворачивается вокруг оси 5, приближаясь непосредственно к форме. При заканчивании поворота рычага включается насос 9, подающий смазку к форсункам 7. После смазки механизм возвращается в исходное положение, освобождая формы для загрузки их массой. После загрузки форм производится предварительное уплотнение массы с иелью оформления контуров до№ 1399592
нышка. Штоки 10. б .чагодаря жесткой связи с осью П, опускаются н формы, обжимая массу. Возврат штоков производится пружиной Г2. Окончательное оформление изделий производится пуансонами }3, которые, враидаясь, опускаются в формы. Донная частЕз пуансона снабжена клапаном 14, ликвидирующим возможность присасывания изде.тия к пуансону в момент отрыва его от изделия. Изделие, после его изготов ления остается в форме, чему способствует в значительной степени смазка пуансонов форсунками 15. На определенных участках пути стола ролик 16, связанные с составными формами, наезжают на профильные копиры /7, в результате чего осуш,еств; яется выталкивание изделий. Штоки 10, пуансоны 13 и рычаг 6 приводятся в движение врагиак; щимися вокруг Г1ентра;1ьной оси 4 стола кулаками 18. 19 и 20.
П ре д г с т и 3 о б р е т е н и я
Полуавтоматический карусельный пресс для из1отов;1ения фарфоро-фаянсовых изделий, состояпи1Й из периодически вращаюпдегося стола с формами, снабженньиш иодвижпыми днипи;мн-выталкивате;гям -1, криволинейного ко.льцевого копира, рычажного прессующего механи ма и нрнспособлення для смазки пуансона и формы, о т; н ч а ю ид и йся тем, что, с пелью облегчения уплотнения и распределения формуемой массы (заготовки) в форме и устранения повреждения стенок изделия пуансоном, в нем применен нуаисон, (грипудительпо Bpaniaionu-riic;: вокруг вертикальной осн.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок карусельного типа для прессования керамических изделий, например, блюдец из полусухой фарфоровой или фаянсовой массы | 1961 |
|
SU144760A1 |
| Полуавтомат для нанесения рисунка краской на фарфоро-фаянсовые изделия | 1961 |
|
SU142172A1 |
| Устройство для сушки полых фарфоровых (фаянсовых) изделий | 1961 |
|
SU150423A1 |
| Автомат для отрезания и отсчета заготовок фарфоро-фаянсовой массы | 1960 |
|
SU139962A1 |
| ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КАПСЕЛЕЙ | 1965 |
|
SU172209A1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2072301C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |