Изобретение откосится к промышленности строительных материалов и .может быть использовано при производстве методом литья изделий на основе гипсовых вяжущих.
Известно устройство для производства гипсовых блоков, содержащее станину, установленный на ней через опорные ролики периодически вращаемый стол с формами, привод, механизмы управления работой стенок формы, подрыва и выталкивания изделий и приемный транспортер 1.
Известно также устройство для производства мелкоразмерных гипсовых изделий, содержащее станину, снабженную опорными роликами, на которые установлен поворотный стол с радиально закрепленными на нем формами с пустотообразователями, привод, устройство для смазки форм, механизмы поворота стола, управления работой передней и боковых стенок формы, подрыва и выталкивания изделий и приемный транспортер 2.
Недостатком данного устройства является то, что при изготовлении изделий на основе гипсовых вяжущих, характерных способностью плотно сцепляться с формующими поверхностями форм,- для отрыва изделия от формы необходимо прикладывать большие усилия, что приводит к поломке изделий и механизмов устройства.
Целью изобретения является повышение качества изделий и надежности в работе.
Цель достигается тем, что карусельная формовочная установка, содержащая станину, снабженную опорными роликами, на которых установлен поворотный стол с радиально закрепленными на нем формами, каждая из которых состоит из основания, передней, боковых и задней стенок, щтанг, перегородки, стойки формы, пустотообразователи, привод, устройство для смазки форм, механизмы поворота стола, управления работой передней и боковых стенок формы, выталкивания, изделий, механизм их подрыва с двуплечим рычагом, кинематически связанным с приводом и штангами формы, и приемный транспортер, снабжена механизмом подрыва пустотообразователей, выполненными в виде тяги с Г-образным упором на одном конце, шарнирно соединенной другим концом с двуплечим рычагом механиз ма подрыва изделий, пустотообразователи снабжены жестко закрепленными на них цапфами, причем стойка формы снабжена шарнирно соединенной с ней траверсой с захватом, контактирующим с Г-образным упором, при этом траверса имеет фигурные пазы, в которых установлены цапфы пустотообразователей.
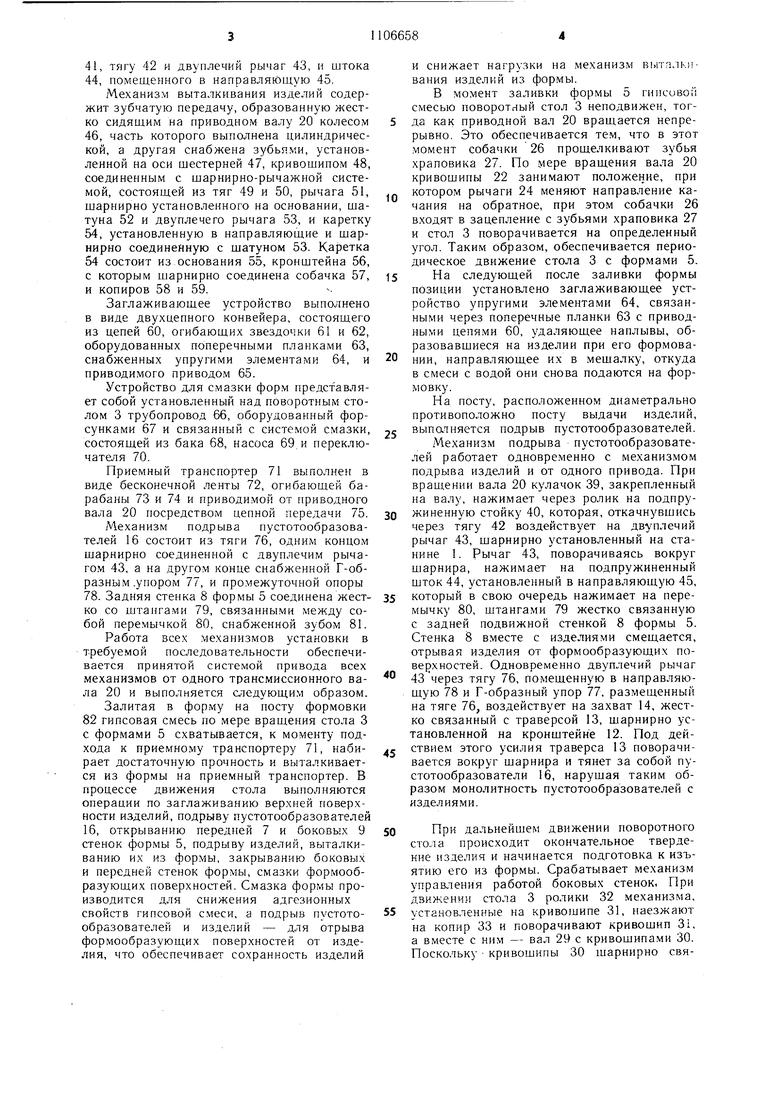
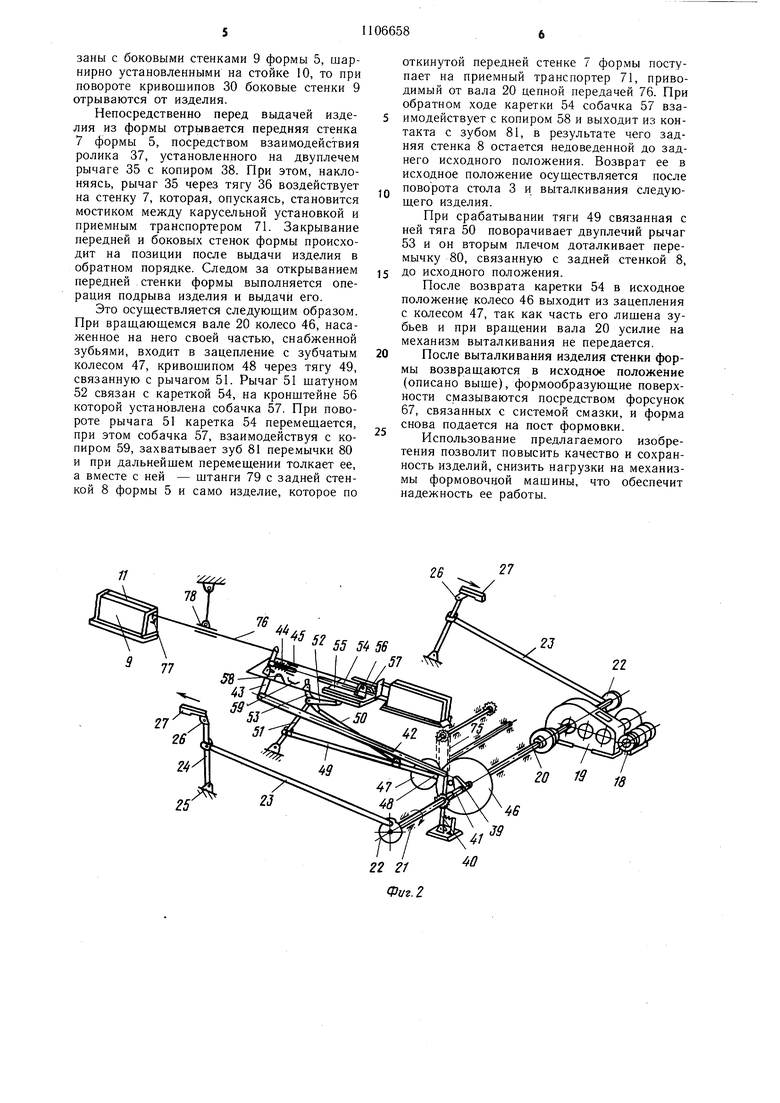
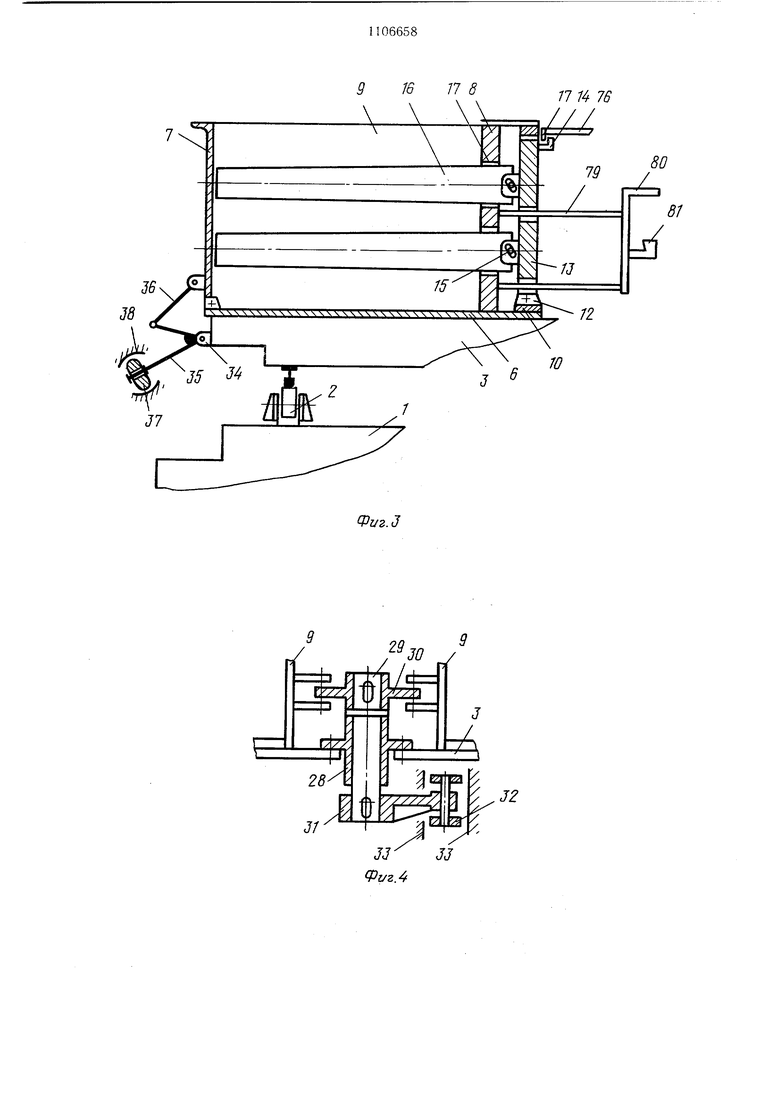
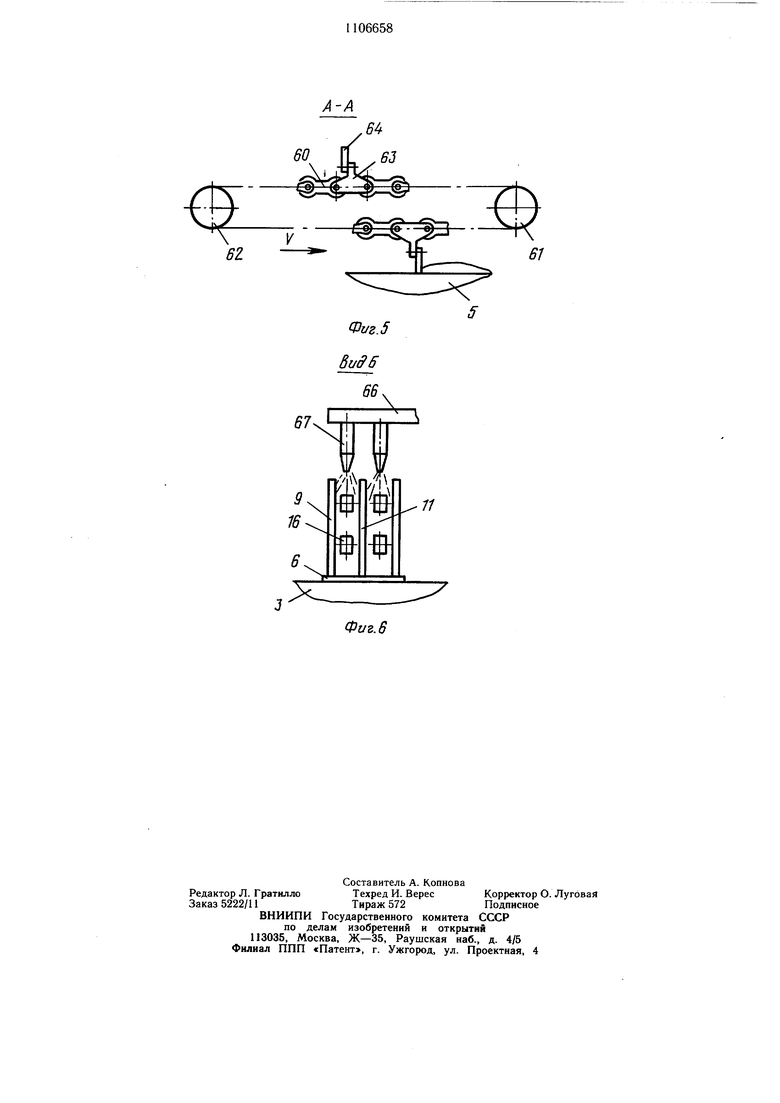
На фиг. 1 показана карусельная формовочная установка, вид в плане; на фиг. 2 - кинематическая схема установки; на фиг. 3 формы; на фиг. 4 - механизм управления работой боковых стенок; на фиг. 5 - разрез
А-А на фиг. 1; на фиг. 6 - зид Б на фиг. 1.
Карусельная формовочная установка состоит из станины 1, на которой смонтированы опорные ролики 2, служашие опорами поворотного стола 3. От смещения в плоскости вращения стол удерживается радиальными роликами 4. На поворотном столе 3 радиально смонтированы формы 5, состояQ щие из основания 6, передней 7, задней 8 и боковых 9 стенок, вертикальными щарнирами связанных со стойкой 10, и центральной продольной перегородки 11. Стойка 10 состоит из закрепленного на поворотно.м столе 3 кронштейна 12 и щарнирно соеди5 ненной с ним траверсы 13, с одной стороны снабженной захватом 14, а с противоположной, со стороны формы 5,- установленными в ее пазах посредством цапф 15 пустотообразователями 16. В задней 8 стенке формы 5 выполнены отверстия 17, служащие на правляющими для пустотообразователей 16.
Привод карусельной установки состоит
из электродвигателя 18, редуктора 19 и
трансмиссионного вала 20 на опорах 21.
5Механизм поворота стола 3 содержит
два кривошипа 22, закрепленные на выходных концах трансмиссионного вала 20 и смещенные один относительно другого на 180°, соединенные каждый с тягой 23, другим концом щарнирно связанной с рычагом
0 24, снабженным в нижней части опорой 25, а в верхней - щарнирно подвешенной собачкой 26, взаимодействующей с храповиком, выполненным на нижней плоскости поворотного стола 3.
Механизм управления работой боковых 9
стенок формы 5 расположен между формами и включает установленный в закрепленную на столе 3 направляющую 28 вал 29, с верхнего конца снабженный жестко закрепленными кривощипами 30, шарнирно соединенд ными с боковыми 9 стенками формы 5, а с нижнего - жестко насаженным кривошипом 31, оборудованным свободно вращающимися роликами 32, при движении поворотного стола 3 вступающими во взаимодействие с копирными направляющими 33, ус5 тановленными на станине 1.
Механизм управления работой передней 7 стенки формы 5 содержит установленный на кронщтейне 34, закрепленном на поворотном столе 3, двуплечий рычаг 35, одним концом щарнирно соединенный с тягой
0 36, шарнирно связанной с передней 7 крышкой формы 5. На другом конце двуплечего рычага 35 установлен ролик 37, при движении стола 3 вступающий во взаимодействие с копирами 38, закрепленными на станине 1. - Механизм подрыва изделий состоит из кулачка 39, закрепленного на приводном валу 20, щарнирно-рычажной системы, содержащей стойку 40, шарнирно установленную на основании и снабженную роликом
41, тягу 42 и двуп аечий рычаг 43, и штока 44, помещенного в направляющую 45.
Механизм выталкивания изделий содержит зубчатую передачу, образованную жестко сидящим на приводном валу 20 колесом 46, часть которого выполнена цилиндрической, а другая снабжена зубьями, установленной на оси щестерней 47, кривошипом 48, соединенным с шарнирно-рычажной системой, состоящей из тяг 49 и 50, рычага 51, щарнирно установленного на основании, щатуна 52 и двуплечего рычага 53, и каретку 54, установленную в направляющие и щарнирно соединенную с щатуном 53. Каретка 54 состоит из основания 55, кронщтейна 56, с которым щарнирно соединена собачка 57, и копиров 58 и 59.
Заглаживающее устройство выполнено в виде двухцепного конвейера, состоящего из цепей 60, огибающих звездочки 61 и 62, оборудованных поперечными планками 63, снабженных упругими элементами 64, и приводимого приводом 65.
Устройство для смазки форм представляет собой установленный над поворотным столом 3 трубопровод 66, оборудованный форсунками 67 и связанный с системой смазки, состоящей из бака 68, насоса 69 и переключателя 70.
Приемный транспортер 71 выполнен в виде бесконечной ленты 72, огибающей барабаны 73 и 74 и приводимой от приводного вала 20 посредством цепной передачи 75. Механизм подрыва пустотообразователей 16 состоит из тяги 76, одним концом щарнирно соединенной с двуплечим рычагом 43, а на друго.м конце снабженной Г-образным .упором 77, и промежуточной опоры 78. Задняя стенка 8 формы 5 соединена жестко со щтангами 79, связанными между собой перемычкой 80, снабженной зубом 81. Работа всех механизмов установки в требуемой последовательности обеспечивается принятой системой привода всех механизмов от одного трансмиссионного вала 20 и выполняется следующим образом. Залитая в форму на посту формовки 82 гипсовая смесь по мере вращения стола 3 с формами 5 схватывается, к моменту подхода к приемному транспортеру 71, набирает достаточную прочность и выталкивается из формы на приемный транспортер. В процессе движения стола выполняются операции по заглаживанию верхней поверхности изделий, подрыву пустотообразователей 16, открыванию передней 7 и боковых 9 стенок формы 5, подрыву изделий, выталкиванию их из формы, закрыванию боковых и передней стенок формы, смазки формообразующих поверхностей. Смазка формы производится для снижения адгезионных свойств гипсовой смеси, а подрыв пустотообразователей и изделий - для отрыва формообразующих поверхностей от изделия, что обеспечивает сохранность изделий
и снижает нагрузки на .механизм выталкявания изделий из формы.
В момент заливки формы 5 гипсовой смесью поворотный стол 3 неподвижен, тог5 да как приводной вал 20 вращается непрерывно. Это обеспечивается тем, что в этот момент собачки 26 прощелкивают зубья храповика 27. По мере вращения вала 20 кривощипы 22 занимают положение, при котором рычаги 24 меняют направление качания на обратное, при этом собачки 26 в.ходят в зацепление с зубьями храповика 27 и стол 3 поворачивается на определенный угол. Таким образом, обеспечивается периодическое движение стола 3 с формами 5.
5На следующей после заливки формы
позиции установлено заглаживающее устройство упругими элементами 64, связанными через поперечные планки 63 с приводными цепями 60, удаляющее наплывы, образовавщиеся на изделии при его формова0 НИИ, направляющее их в мещалку, откуда в смеси с водой они снова подаются на формовку.
На посту, расположенном диаметрально противоположно посту выдачи изделий,
5 выпатняется подрыв пустотообразователей. Механизм подрыва пустотообразователей работает одновременно с механизмом подрыва и от одного привода. При вращении вала 20 кулачок 39, закрепленный на валу, нажимает через ролик на подпру0 жиненную стойку 40, которая, откачнувщись через тягу 42 воздействует на двуплечий рычаг 43, щарнирно установленный на станине 1. Рычаг 43, поворачиваясь вокруг шарнира, нажимает на подпружиненный щток 44, установленный в направляющую 45,
5 который в свою очередь нажимает на перемычку 80, штангами 79 жестко связанную с задней подвижной стенкой 8 формы 5. Стенка 8 вместе с изделиями смещается, отрывая изделия от формообразующих поверхностей. Одновременно двуплечий рычаг
43 через тягу 76, помещенную в направляющую 78 и Г-образный упор 77. размещенный на тяге 76, воздействует на захват 14, жестко связанный с траверсой 13, шарнирно установленной на кронщтейне 12. Под дей2 ствием этого усилия траверса 13 поворачивается вокруг щарнира и тянет за собой пустотообразователи 16, нарушая таким образом монолитность пустотообразователей с изделиями.
0При дальнейшем движении поворотного
стола происходит окончательное твердение изделия и начинается подготовка к изъятию его из формы. Срабатывает механизм управления работой боковых стенок, При движении стола 3 ролики 32 механизма,
5 установленные на кривошипе 31, наезжают на копир 33 и поворачивают кривошип 31, а вместе с ним - вал 29 с кривошипами 30. Поскольку кривощипы 30 шарнирно связаны с боковыми стенками 9 формы 5, шарнирно установленными на стойке 10, то при повороте кривошипов 30 боковые стенки 9 отрываются от изделия.
Непосредственно перед выдачей изделия из формы отрывается передняя стенка 7 формы 5, пocpeдctвoм взаимодействия ролика 37, установленного на двуплечем рычаге 35 с копиром 38. При этом, наклоняясь, рычаг 35 через тягу 36 воздействует на стенку 7, которая, опускаясь, становится мостиком между карусельной установкой и приемным транспортером 71. Закрывание передней и боковых стенок формы происходит на позиции после выдачи изделия в обратном порядке. Следом за открыванием передней стенки формы выполняется операция подрыва изделия и выдачи его.
Это осуществляется следующим образом. При вращающемся вале 20 колесо 46, насаженное на него своей частью, снабженной зубьями, входит в зацепление с зубчатым колесом 47, кривощипом 48 через тягу 49, связанную с рычагом 51. Рычаг 51 шатуном 52 связан с кареткой 54, на кронштейне 56 которой установлена собачка 57. При повороте рычага 51 каретка 54 перемещается, при этом собачка 57, взаимодействуя с копиром 59, захватывает зуб 81 перемычки 80 и при дальнейшем перемещении толкает ее, а вместе с ней - штанги 79 с задней стенкой 8 формы 5 и само изделие, которое по
откинутой передней стенке 7 формы поступает на приемный транспортер 71, приводимый от вала 20 цепной передачей 76. При обратном ходе каретки 54 собачка 57 взаимодействует с копиром 58 и выходит из контакта с зубом 81, в результате чего задняя стенка 8 остается недоведенной до заднего исходного положения. Возврат ее в исходное положение осуществляется после поворота стола 3 и выталкивания следующего изделия.
При срабатывании тяги 49 связанная с ней тяга 50 поворачивает двуплечий рычаг 53 и он вторым плечом доталкивает перемычку 80, связанную с задней стенкой 8, до исходного положения.
После возврата каретки 54 в исходное положение колесо 46 выходит из зацепления с колесом 47, так как часть его лишена зубьев и при вращении вала 20 усилие на механизм выталкивания не передается.
После выталкивания изделия стенки формы возвращаются в исходное положение (описано выще), формообразующие поверхности смазываются посредством форсунок 67, связанных с системой смазки, и форма снова подается на пост формовки.
Использование предлагаемого изобретения позволит повысить качество и сохранность изделий, снизить нагрузки на механизмы формовочной машины, что обеспечит надежность ее работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная установка для изготовления гипсовых строительных изделий | 1982 |
|
SU1102674A1 |
| Карусельная установка для изготовления строительных изделий | 1985 |
|
SU1315320A1 |
| КАРУСЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ С ИСПОЛЬЗОВАНИЕМ КАРУСЕЛЬНОЙ УСТАНОВКИ | 1998 |
|
RU2147280C1 |
| Установка Р.А.Джанибекова для изготовления крупногабаритных изделий из гипсовых смесей | 1989 |
|
SU1708627A1 |
| Карусельная установка | 1979 |
|
SU854721A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Каретка кривовязюка к устройству дляВыРубКи зАгОТОВОК из пОлОСОВОгОМАТЕРиАлА | 1979 |
|
SU841732A1 |
| Карусельная формовочная установка | 1982 |
|
SU1084136A1 |
| Пресс для изготовления, например, сифонного кирпича и других изделий | 1938 |
|
SU58247A1 |
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ | 1972 |
|
SU335098A1 |
КАРУСЕЛБНАЯ ФОР.МОВОЧНАЯ УСТАНОВКА, содержащая станину, снабженную опорными роликами, на которых установлен поворотный стол с радиально закрепленными на нем формами, каждая из которых состоит из основания, передней, боковых и задней стенок, штанг. перегородки, стойки формы, пустотообразователи, привод, устройство для смазки форм, механизмы поворота стола, управления работой передней и боковых стенок формы, выталкивания изделий, механизм их подрыва с двуплечим рычагом, кинематически связанным с приводом и штангами формы, и приемный транспортер, отличающаяся тем, что с целью повышения качества изделий и надежности в работе, ока снабжена механизмом подрыва пустотообразователей, выполненным в виде тяги с Г-образным упором на одном конце, шарнирно соединенной другим концом с двуплечим рычагом механизма подрыва изделий, пустотообразователи снабжены жестко закрепленными на них цапфами, причем стойка формы снабжена шарнирно соединенной с ней траверсой с захватом, контактирующим с Г-образным упором, при этом траверса имеет фигурные пазы, в которых установлены цапфы пустотообразователей.
9 16 П 8
Фиг.З 77 74 76 ///
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Журавлев М | |||
| И | |||
| Оборудование заводов вяжущих материалов | |||
| М., «Высшая школа, 1967, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печуро С | |||
| С | |||
| Производство гипсовых плит, блоков и панелей | |||
| М., 1966, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
