Изобретение относится к металлургии в частности к прокатному производству при охлаждении движущегося полосового проката - межклетевому ох- лаждению на непрерывных широкополосных станах горячей прокатки.
Цель изобретения - улучшение плоскостности полосы путем повышения эффективности регулирования ее формы и тфофиля.
На фиг.1 изображен коллектор, вид с торца; на фиг.2 - 3-секционный пллектор, вид сверху; на фиг.З - вид А на фиг.2.
Устройство для регулируемого охлаждения движущегося полосового проката содержит коллектор с тремя секциями 1-3 (1 - ср.едняя секция, 2 и 3 - крайние), снабженными выходными отверстиями (или форсунками) 4, и подводящие трубопроводы 5-7 для подвода охладителя в коллектор. Пог следний по технологической необходимости может быть выполнен 5- и 7 секционным. Симметрично слева и справа от средней секции 1 расположены крайние секции 2 и 3. Секции 1-3 (фиг.2) имеют шесть каналов, на которых выполнены с шагом а выходные отверс- тия 4 (или установлены форсунки) для распыления охладителя на поверхность проката. Крайние секции 2 и 3 по отношению к средней секции 1 смонтированы так, что шаг между выходными от- :)ерстиями сохраняется равным а. В ре- -ультате смещения выходного отверстия на каналах в крайних зонах охлаж- полосы плотность орошения охладителя меньше, чем в ее средней зоне.
Устройство работает следующим образом.
В процессе прокатки при необходимости включают предлагаемое устройство, установленное в межклетевых промежутках в чистовой группе клетей для регулирования формы прокатываемой полосы и температуры конца прокатки. Предлагаемое устройство может быть установлено за чистовыми клетями па отводящем рольганге. При прокатке определенного профиля полосы устройство постоянно включается, охладитель подается через подводящие трубопроводы 5-7 в каналы секций 1-3 коллектора, а с помощью выходных отверстиР (форсунок) ц распределяется на поверхности iipi V iTiiiBaeMofi полось.
j
5
0 5 О сQ
з Q
5
При прокатке в случае появления коробоватости в средней зоне полосы увеличивают расход охладителя на среднюю секцию и уменьшают на крайние секции 2 и 3, а в случае появления волнистости в крайних зонах полосы расход охладиТчвля изменяют в обратном порядке. При этом многоканальные секции 1-3 значительно повьш1ают эффективность регулирования формы полосы, тем самым улучшается ее плоскостность. Это обусловлено тем, что многоканальные секции увеличивают площадь охлаждения полосы, повьш ают равномерность орошения охладителя на поверхности полосы за счет наличия многочисленных выходных отверстий (форсунок).
Смещение в одну сторону выходных отверстий на каналах секций 1-3 при регулировании расхода охладителя на секции коллектора обеспечивает плавное изменение температуры полосы между соответствующими зонами,что повышает эффективность регулирования формы полосы, так как между зоной, где имеется дефект (коробоватость или волнистость), и соседними зонами полосы также существует плавный пе- реход ,
Предлагаемое устройство по сравнению с известным позволяет увеличить выход первого сорта листового проката за счет улучшения плоскостности полосы (в результате уменьшения коробоватости и волнистости). Выполнение секций коллектора многоканальными обеспечивает повышение эффективности регулирования формы прокатываемой полосы за счет значительного увеличения площади охлаждения. Смещение выходных отверстий на каналах в одну сторону на предлагаемое расстояние создает плавный перепад температуры между зонами по ширине полосы и обеспечивает охлаждение крайних зон полосы с пониженной интенсивностью, что также приводит к повышению эффективности регулирования формы и профиля полосы.
Предлагаемое устройство обеспечивает внедрение новой технологии прокатки на непрерывных широкополосных станах горячей прокатки - технологию прокатки с ускорением, приводящую к увеличению производительности стана и улучшению механических свойств проката.
Формула изобретения
Устройство для регулируемого ок- лаждения движущегося полосового проката, содержащее установленные перпендикулярно оси прокатки и снабженные патрубками подвода секции с выполненными на них отверстиями для подачи охладителя, отличающееся тем, что, с целью улучшения плоскостности полосы путем повышения эффективности регулирования ее формы
и профиля, секции выполнены многоканальными, выходные отверстия каждого канала смещены относительно выходных отверстий смежных каналов, причем величина смещения S между выходными отверстиями крайних каналов определя ется по формуле
S ,, п
где п - количество каналов;
а - шаг между выходными отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| ШИРОКОПОЛОСНЫЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2268794C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 1970 |
|
SU262228A1 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
| Устройство для охлаждения листового проката на рольганге | 1986 |
|
SU1411069A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |

Изобретение относится к области металлургии, в частности к прокатному производству при охлаждении движущегося полосового проката - межклетевому охлаждению на непрерывных широкополосных станах горячей прокатки. Цель изобретения - улучшение плоскостности полосы путем повышения эффективности регулирования ее формы и профиля. В случае появления коро- боватости полосы при прокатке увеличивают расход охладителя на среднюю секцию 1 и уменьшают на крайние секции 2 и 3,а в случае появления волнистости в крайних зонах полосы расход охладителя изменяют в обратном порядке. 3 ил. 1C (Л Oi 00 CD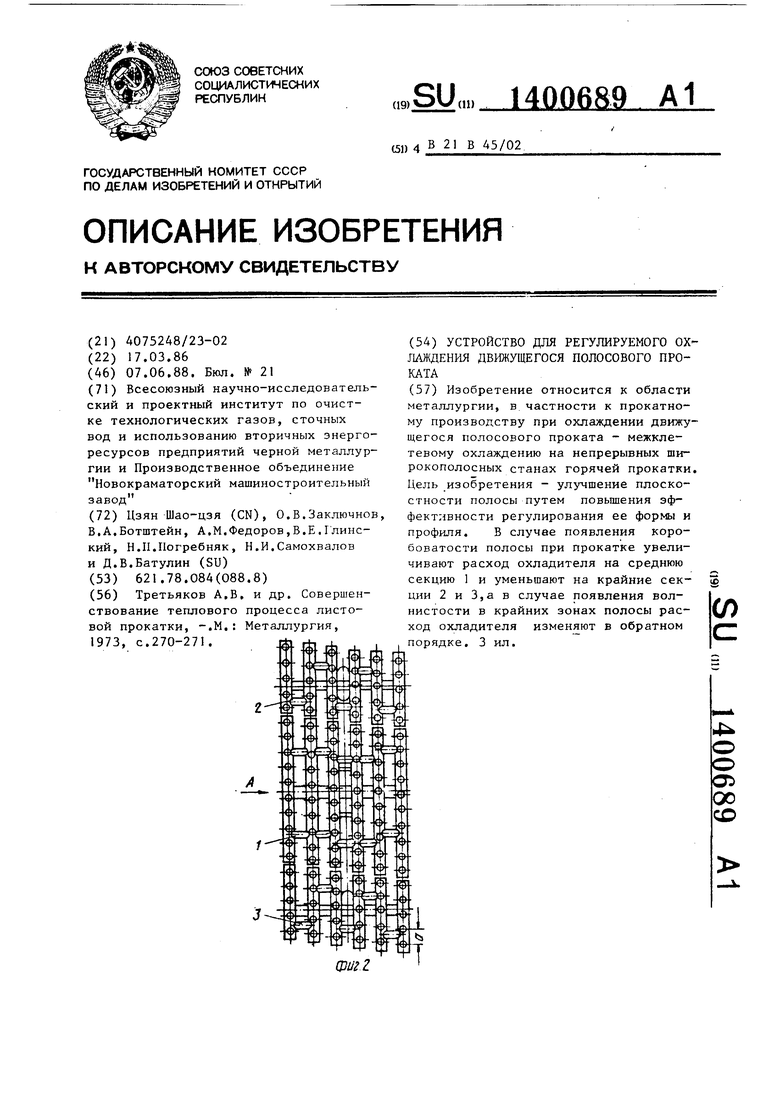
CDuzl
Редактор И.Горная
Составитель О.Румянцева
Техред Л.Крапчук Корректор О.Кравцова
Заказ 2696/9
Тираж 4Ь7
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, .Ж-35, Раушская наб., д. 4/5
зидА
Подписное
| Третьяков А.В | |||
| и др | |||
| Совершенствование теплового процесса листовой прокатки, -.М.: Металлургия, 1973, с.270-271 | |||
| фиг г |
