О) QD
Изобретение относится к прокатно- Йу производству, а именно к оборудованию участков межклетевых промежутков, транспортирующих рольгангов универсальных, широкополосных и толсто- Листовых станов горячей прокатки, и гложет быть использовано для охлажде- Ция листов и полос при прокатке, а 1|акже при термической обработки„ I Цель изобретения - повышение эф- 4)ективности охлаждения за счет дифференцирования расхода охладителя по иЫрине проката.
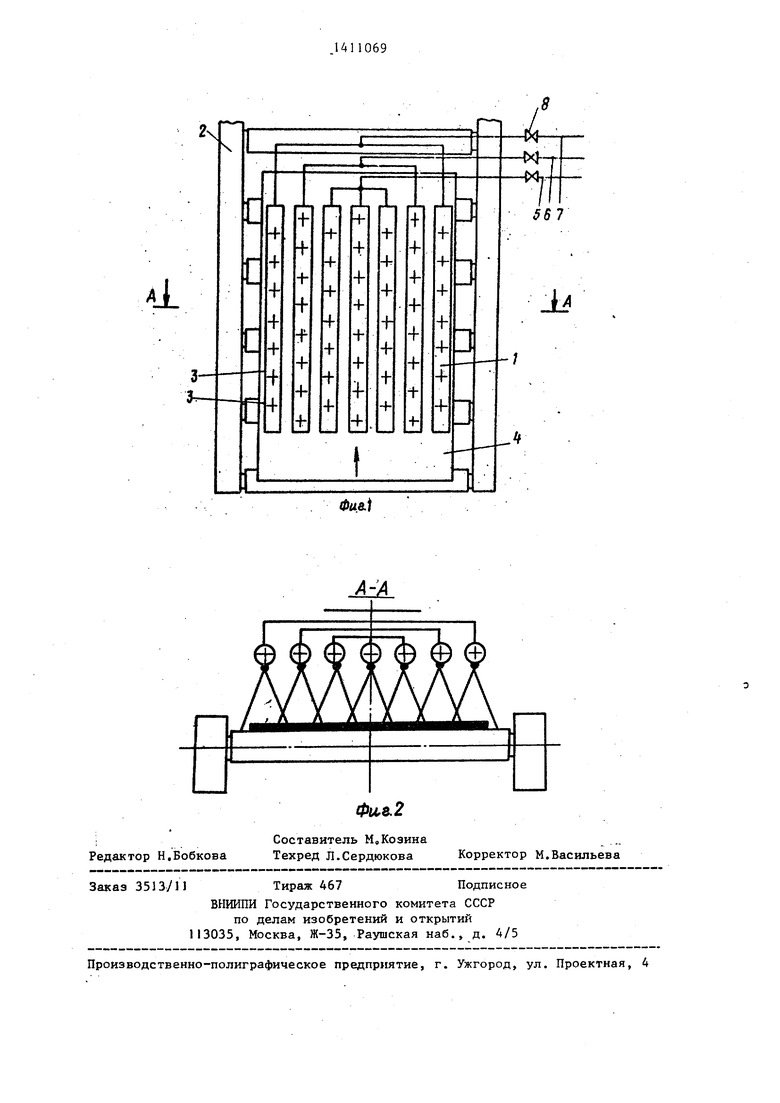
; На фиг.1 показана принципиальная устройства для охлаждения листов и полос, вид сверху; на фиг 2 - р|азрез А-А на фиго1. I Устройство содержит коллекторы 1, фзмещенные вдоль продольной оси фльганга 2, с соплами 3 для подачи фладителя на поверхность листа 4 и|ли полосы, поступающего по трубопроводам 5-7 через регулирующие кла- п|аны 8. Коллекторы 1 объединены в г1руппы. Средняя группа состоит из т|рех коллекторов, остальные содержат п;о, два коллектора,
I Устройство работает следующим обр-азом,
I В коллекторы I по трубопроводам 5-7 через регулирующие клапаны 8 пэдается охладитель, который через сэпла 3 истекает на поверхность листа 4 или полосы, перемещающейся по рэльгангу 2 о Поскольку охладитель подается в коллекторы с одной стороны нгравномерность его истечения по дли- Н2 каждого коллектора, например, про- т.ав направления движения листа имеет о|;ин и тот же характер Такой подвод охладителя обеспечивает необходимый eJTO расход по ширине листа в каждом поперечном сечении Например, при одинаковом расходе воды на каждый коллектор в любом поперечном сечении обеспечивается равномерный расход охладителя по ширине листа (полосы), Х0ТЯ в направлении к торцам коллекторов расход уменьшается.
Устройство позволяет регулировать ийтенсивность охлаждения листов и пфлос по толщине путем изменения расхода охладителя, подаваемого через о 1 дельные группы коллекторов, тем са- мщм регулировать прперечный температурный профиль листа или полосы
С изменением ширины прокатьшаемых листов и полос путем отключения
(включения) крайних коллекторов (отдельных групп) достигается рацио- нальньй расход охладителя
На примере прокатки полос шириной до 210,220-350 иболее 350 мм на универсальном широкополосном стане 800 горячей прокатки иллюстрируется практическое применение предлагаемого устройства
Устройство охлаждения полос состоит из семи коллекторов с соплами, расположенных вдоль отводящего рольганга в плоскости, параллельной
5 плоскости транспортирования проката за чистовой группой клетей Три средних коллектора объединены в одну группу, четыре остальных попарно в две группы Каждая группа имеет
0 механизм регулирования расхода охладителя. Коллекторы каждой группы расположены симметрично продольной оси рольганга Ширина раскрытия струи охладителя, истекающего из сопел кол5 лекторов при давлении на входе 60 х X 10 Н/м , составляет 70-80 мм.
При охлаждении полос шириной до 210 мм охладите.ль подают только в среднюю группу коллекторов При ши0 рине 220-350 мм включают вторую группу (пять коллекторов), а при ширине по-; .лос свыше 350 мм работают все три группы (семь коллекторов).
При необходимости регулирования интенсивности охлаждения полос по ширине (полосы шириной более 220 мм) расход охладителя по каждой группе коллекторов устанавливается в зависимости от поперечного температурного
Q профиля полосы.
Формула изобретения
Устройство для охлаждения листово- 5 го проката на рольганге, включающее коллекторы с соплами, трубопроводы подачи охладителя и механизмы регулирования его расхода, отличающееся тем, что, с делью повыше- п ния Эффективности охлаждения за счет дифференцирования расхода охладителя по ширине проката, коллекторы размещены вдоль продольной оси рольганг и объединены в группы, каждая из ко- тйрых снабжена общим механизмам регулирования расхода охладителя, при этом коллекторы каждой группы установлены симметрично относительно продольной оси рольганга.
5
LL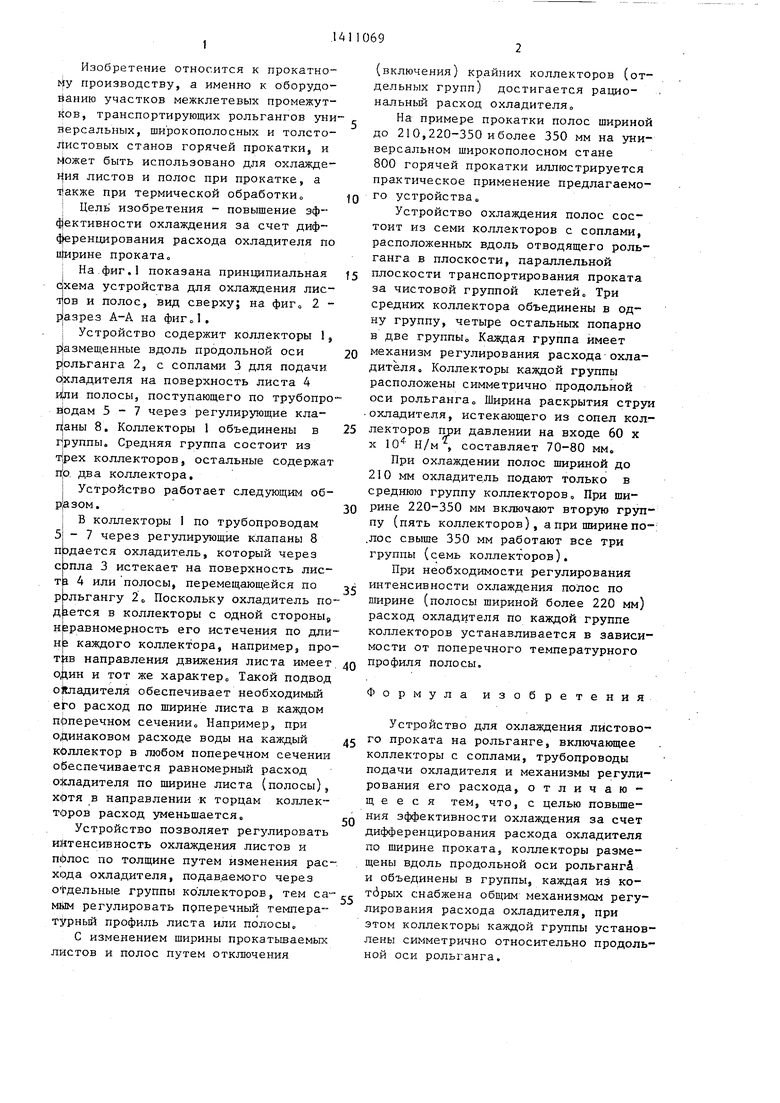
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения горячекатаного листового проката | 1982 |
|
SU1123752A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Устройство для регулируемого охлаждения движущегося полосового проката | 1986 |
|
SU1400689A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ШИРОКИХ ПОЛОС | 2005 |
|
RU2300431C1 |
| Способ горячей прокатки полос | 1991 |
|
SU1784299A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
Изобретение относится к прокатному производству, а именно к оборудованию участков межклетевых промежутков и транспортирующих рольгангов универсальных, шарикополосных и толстолистовых станов горячей прокатки, и может быть использовано для охлаждения листов и полос при прокатке, а также для термической обработки.Цель изобретения - повышение эффективности охлаждения за счет дифференцирования расхода охладителя по ширине проката или полосы заданных размеров, . Устройство содержит коллекторы с соплами, размещенные вдоль рольганга в плоскости, параллельной плоскости транспортирования проката, и объеди, ненные в группы, каждая из которых имеет механизмы регулирования расхода охладителя, причем коллекторы каждой группы расположены симметрично продольной оси рольганга, 2 ил„ lO
Редактор Н.Бобкова
Составитель М,Козина Техред Л.Сердюкова
Фи.г.2
Корректор М.Васильева
| Устройство для охлаждения проката | 1981 |
|
SU1027236A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
