Известея способ регулирования профиля полосы на тонколистовых станах холодной прокатки путем секционного измерения натяжения по ширине полосы с помощью роликов и воздействия на натяжение полосы проката.
Предложенный способ отличается тем, что с его помондью производят двухканальное регулирование профиля полосы. При этом по первому каналу воздействуют на электропривод посекционного охлаждения валкое, а по второму - на электропривод регулирования раствора валков. В качестве управляющего сигнала используют отклонение сигнала измерительного ролика каждой секции от среднеарифметического сигнала всех роликов, установленных по ширине полосы.
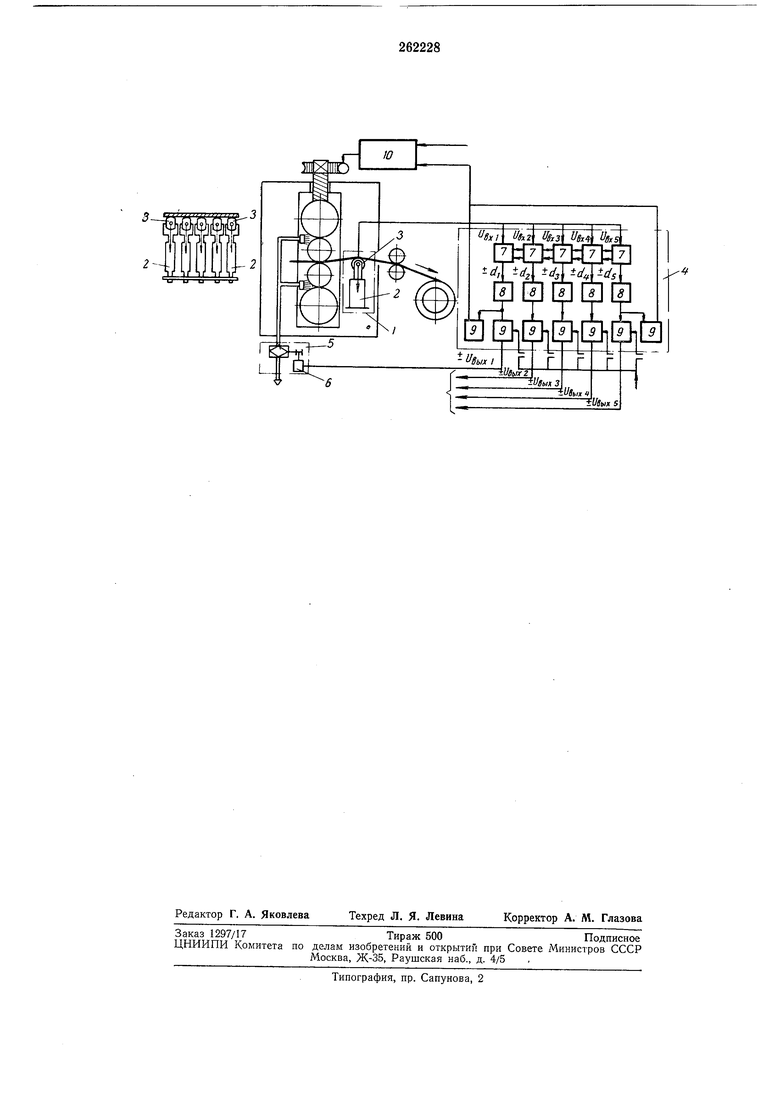
Па чертеже представлена схема системы регулирования, реализующая предложенный способ.
Система регулирования состоит из электрического измерителя I профиля полосы для непрерывного измерения в разных точках по ширине полосы усилия натяжения 7, характеризующего состояние профиля полосы в процессе прокатки на стане.
Датчи1кам1И измерителя / профиля полосы являются магнитоупругие чувствительиые элементы 2 специалвной конструкции. Вертикальные составляющие усилия натяжения Т от полосы на каждый чувствительный
элемент передаются при помощи профилированных роликов 3, соприкасаюЩИхся с движущейся полосой. Измеритель профиля собран на сварной раме и устанавливается с выходной стороны стаиа в пределах габар:ита станины. Кроме того, в систему регулирования также входят усилительно-формирующий преобразователь 4 (блоков управления) с применением тороидальных магнитных усилителей и регулирующие клапаны 5 с приводом от двигателей постоянного тока 6. Клапаны устанавливаются в линиях эмульсионных труб секционной системы охлаждения прокагных валков. Клапаны автоматически регулируют количество подаваемой к валкам охлаждающей эмульсии. Разбрызгивание эмульсии по поверхности валков осуществляется секционированными по длине коллекторами (один коллектор находится над линией прокатки, другой ниже
линии прокатки).
В процессе автоматического регулирования профиля система обеспечивает непрерывное измерение профиля но ширине полосы, суммирование электрических сигналов датчиков измерителя профиля и их сравнение (при этом принцип построения схемы суммирования исключает влияние эксцентриситета и овальности барабана металла на процесс регулирования), формирование и усиление суммирован(под формированием сигналов имеется в виду обеспечение в характеристике систе(мы требуемой зоны нечувствительности, обеопечеиие форсир01вок рабочих сигналов и их отсечка), возможность ручного дистанционного управления регулирующими клапанами, возможность, избираиия совместной или раздельной работы каналов системы регулирования при устрапешга волнистости по краям полосы и требуемую в отдельных случаях блокировку системы авторегулирования профиля с другими локальными системами автоматического регулирования на стане.
Работа системы автоматического регулирования нрофиля полосы происходит следующим образом.
При появлении коробоватости, когда вертикальные составляющие усилия натяжения Т на средние датчики уменьщаются, а на крайние возрастают или при воздикновении волнистости по краям полосы, когда распределение усилий на датчики обратное, происходит соответственное изменение по величине электрических сигналов f/Bxi-f Bxs, снимаемых со вторичных обмоток чувствительных элементов датчиков измерителя 1 профиля полосы.
Указанные сигналы выпрямляются и поступают в сумматоры 7. В сумматорах 7 сигналы складываются, и затем их сумма делится на равные части. При этом в каждом сумматоре 7 осуществляется индивидуальное сравнение поступающего сигнала одного да1чика 2 с сигналом (эталоном), получаемым от деления суммы сигналов всех датчиков измерителя / профиля. Для случая плоского (нормального) профиля, когда вертикальные составляющие PI-РЬ от усилия натяжения Т равны между собой, результирующие сигналы на выходе сумматоров 7 равны нулю.
При появлении коробоватости или волнистости на выходе каждого сумматора 7 появляется соответствующей величины и полярности сигнал а, который фор1мируется в формирователе S, усиливается в усилителе 9 и управляет в конечном итоге электроприводом соответствующего клапана. Например, при коробоватости полосы выходные сигналы системы бвых И t/выхб после усилителя мощности 9 могут быть по полярности противоположны срединным t/Bux -- вых4. в результате клапаны, расположенные по краям полосы, уменьщают подачу охлаждающей эмульсии к валкам, а клапаны срединной части увеличивают подачу. Такое перераспределение охлаждающей жидкости происходит до восстановления плоского нрофиля, т. е. когда вертикальные составляющие PI-PS усилия натяжения Т становятся равными.
Для устранения односторонней волнистости изменяют зазор между валками с одной стороны (работа одним нажимным винтом), при двусторонней волнистости изменяют зазор валков с обеих сторон (совместная работа нажимными винтами), воздействуя при этом на электропривод нажимного устройства 10. Для учета указанной технолопической особенности в системе предусмотрен канал регулирования профиля.
Предмет изобретения
Способ регулирования профиля полосы на
тонколистовых станах холодной прокатки путем секционногоизмерения натяжения по щирине полосы с помощью роликов и воздействия на натяжение полосы проката, отличающийся тем, что, с целью устранения в процессе
прокатки коробоватости или волнистости полосы, производят двухканальное регулирование профиля, причем по первому каналу воздействуют на электропривод посекционного охлаждения прокатных валков, по второму - па
электропривод регулирования раствора валков, а в качестве управляющего сигнала йспользуют отклонение сигнала измер|Ительного ролика каждой секции от среднеарифметического сигнала всех роликов, установленных по
ширине полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления подачей эмульсии на многоклетевом стане | 1982 |
|
SU1047564A1 |
| ЮЭИАЯ В. М. Котов и Г. Е. Люльки-.,-.- ^ :. ..':^Институт автоматики | 1970 |
|
SU279551A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
| Устройство для контроля плоскостности стальной полосы | 1976 |
|
SU710702A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Система автоматического регулирования профиля и формы полосы | 1980 |
|
SU942842A1 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯИ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЬ'. НА ЧЕТЫРЕХВАЛКОВОМ ПРОКАТНОМ СТАНЕ | 1969 |
|
SU420154A3 |