Ю
со СХ)
оо
Изобретение относится к машиностроению, -преимущественно кузнечно- штамповочному производству, и может быть использовано для нагрева загото вок перед штамповкой.
Целью изобретения является повышение производительности, качества нагрева, эконог-оти электроэнергии и повышение срока службы штампа.
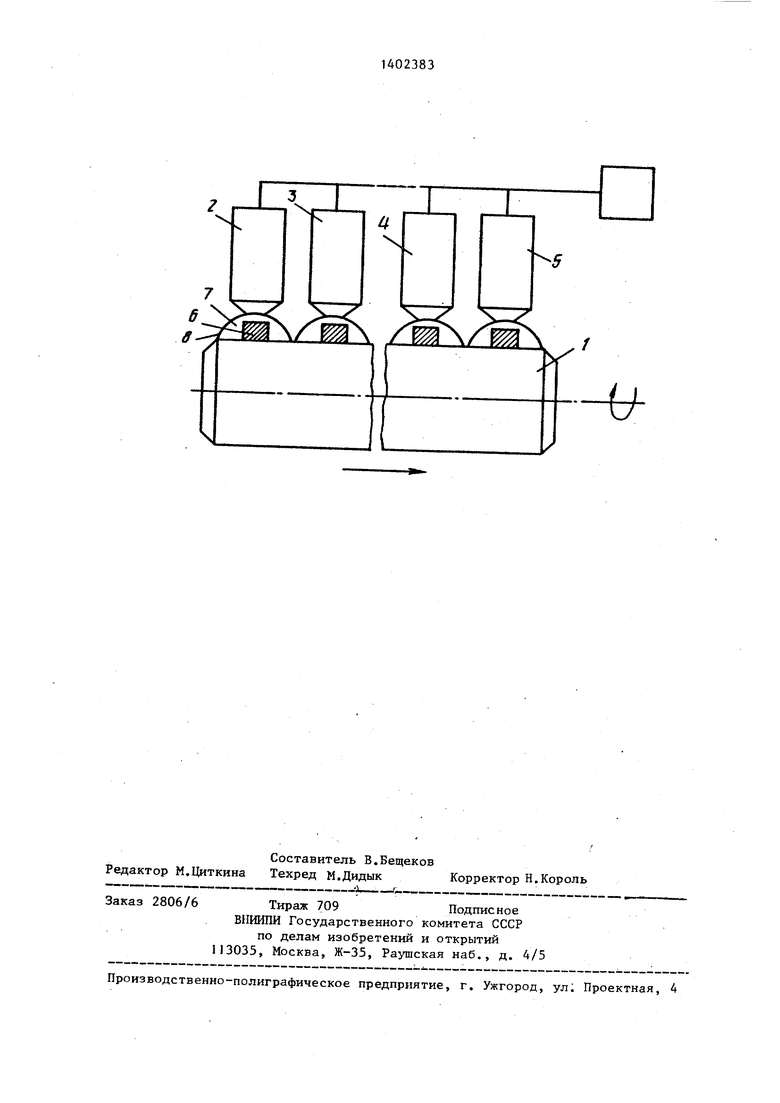
На чертеже представлено устройств реализующее предлагаемый способ.
Оператор включает генератор факелного разряда, механизм подачи и перемещения заготовок (на чертеже не по- казан), обеспечивающий поступательно и вращательное движение заготовки 1„ Заготовка 1 перемещается слева направо При прохождении заготовки 1 над рабочим инструментом 2 между ним самопроизвольно возникает факельный разряд, именщий плазменный канал и оболочку, тепловая энергия факельного разряда передается заготовке 1. В дальнейшем последовательно факельный разряд образуется на рабочих инструментах 3-5, Зоны (пятна) факельного разряда 6 каждого инструмента перекрываются. Количество рабочих инструментов выбирается в зависимости от производительности технологического процесса штамповки. После прохождения под всеми рабочими инструментами 2-5 заготовка 1 приобретает необходимую температуру и поступает в штамп.
Факельный разряд представляет собой ионизированное пространство, имеющее некоторую емкость относительно заготовки 1. Ток, текущий с рабочего инструмента через емкость, сам производит ионизацию воздуха и тем самым поддерживает факел. Механизм развития факельного разряда может быть объяснен на основе постоянного образования высокочастотной плазмы в течение нескольких периодов поля. Структурно факельный разряд состоит из оболочки 7 и плазменного канала 8, температура в плазменном канале 7 составляет ООО-ЗООО К.
При изменении частоты и мощности генератора факельного разряда 6 возможно регулирование апертуры и длины факель ного разряда, что позволяет производить нагрев заготовок с практически различным диаметром.КПД установки, реализующей способ, составляет 30-40%.
Пример. Проводили нагрев заготовок для клапанов, изготовленных из сплавов аустенитного класса марки Н14В2М (ЭИ69), а также сильхрома С2М(ЭИ107).
Диаметр заготовок 22-40 мм, длина 35-36 мм. Нагрев осуществлялся до 1140-1160 С с подстуживанием до , штамповка в два перехода. Данные представлены в таблице.
50 5 О
5
50
100
150
200
250
ЭЙ 107 (С2М)
ЭЙ 69 (Н14В2М)
ЭЙ 107 ЭЙ 69 ЭЙ 107 ЭЙ 69 ЭЙ 107 ЭЙ 69
ЭЙ 107 ЭЙ 69
6-20
5-14
5-15
.4-10
4,5-10
3-8 3,5-7
2-5
1,5-3 1-2
0
5
0
5
Формула изобретения
1.Способ нагрева заготовок перед штамповкой, заключающийся в поступательном перемещении заготовки относительно источника нагрева, отличающийся тем, что, с целью повышения производительности, качества нагрева, экономии электроэнергии
и повьш1ения срока службы штампа, нагрев заготовки производят факельным разрядом с частотой 3000 мГц и мощностью до 250 кВт при вращении заготовки вокруг собственной оси.
2.Способ ПОП.1, отличающийся тем, что нагрев осуществляют одновременно несколькими источ никами нагрева с перекрьшакщимися зонами факельного разряда.
3.Способ ПОПП.1 и2, отличающийся тем, что в процессе нагрева заготовок производят регулировку частоты и мощности факельного разряда.I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки пленочных резисторов | 1981 |
|
SU989592A1 |
| Способ формирования отверстий в диэлектрической подложке | 1982 |
|
SU1050141A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2008 |
|
RU2385842C1 |
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
| Устройство для изотермического деформирования заготовок в безокислительной среде | 1988 |
|
SU1687348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВОК СТАНОВ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2327749C1 |
| Способ изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами, и линия для его осуществления | 1989 |
|
SU1657270A1 |
| Устройство для контроля и регулирования температуры нагрева заготовок перед штамповкой | 1987 |
|
SU1480946A1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
Изобретение относится к обработке металлов давлением, в частности к . способам нагрева заготовок перед штамповкой. Цель - повьшение производительности, качества нагрева, эко-. номии электроэнергии и повьшение срока службы штампа. Нагрев заготовки производят факельным разрядом с частотой 3000 мГц и мощностью до 250 кВт. Вращают заготовку вокруг собственной оси, используя одновременно несколько источников нагрева с перекрытием зон нагрева. В процессе нагрева заготовок регулируют частоту и мощность факельного разряда. Это позволяет регулировать апертуру и длину факельного разряда, обеспечивая нагрев заготовки с практически различным диаметром. 2 з.п, ф-лы, 1 табл. о $ (Л
| Слухоцкий А.Е., Рыскин С.Е | |||
| Индукторы для индукционного нагрева Л.: Энергия, 1977, с.238. |
